Изобретение относится к переработке пластических масс в изделия.
Цель изобретения - повышение надежности.
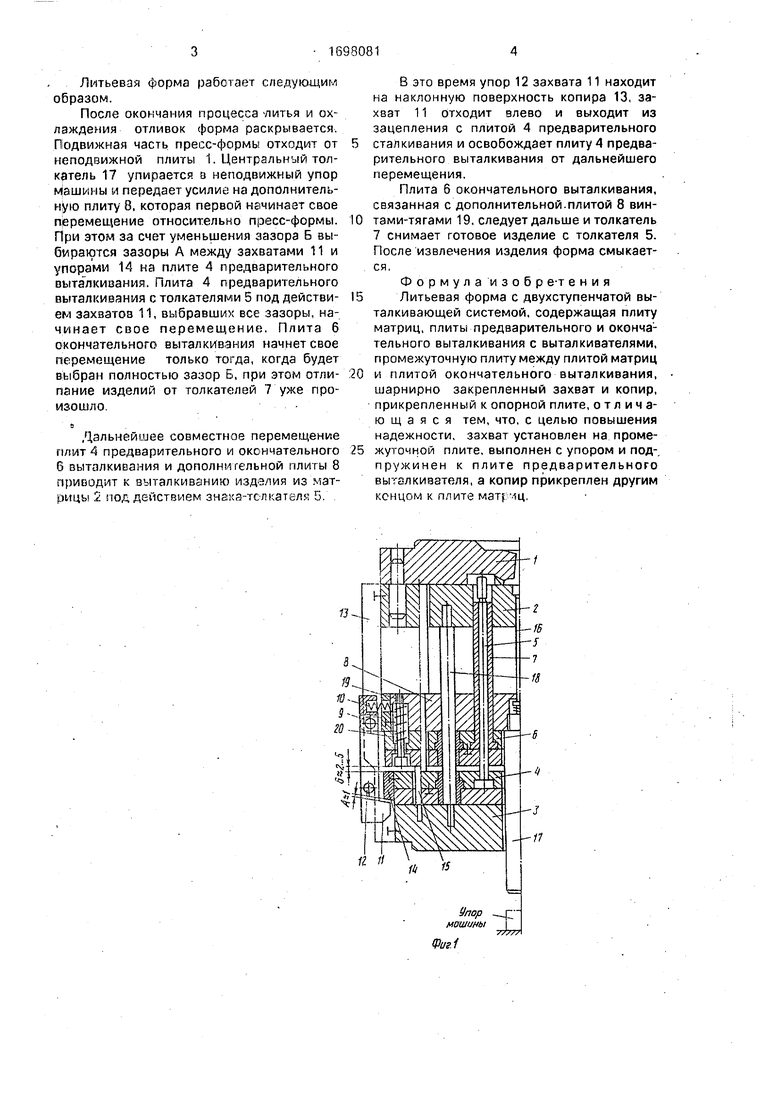
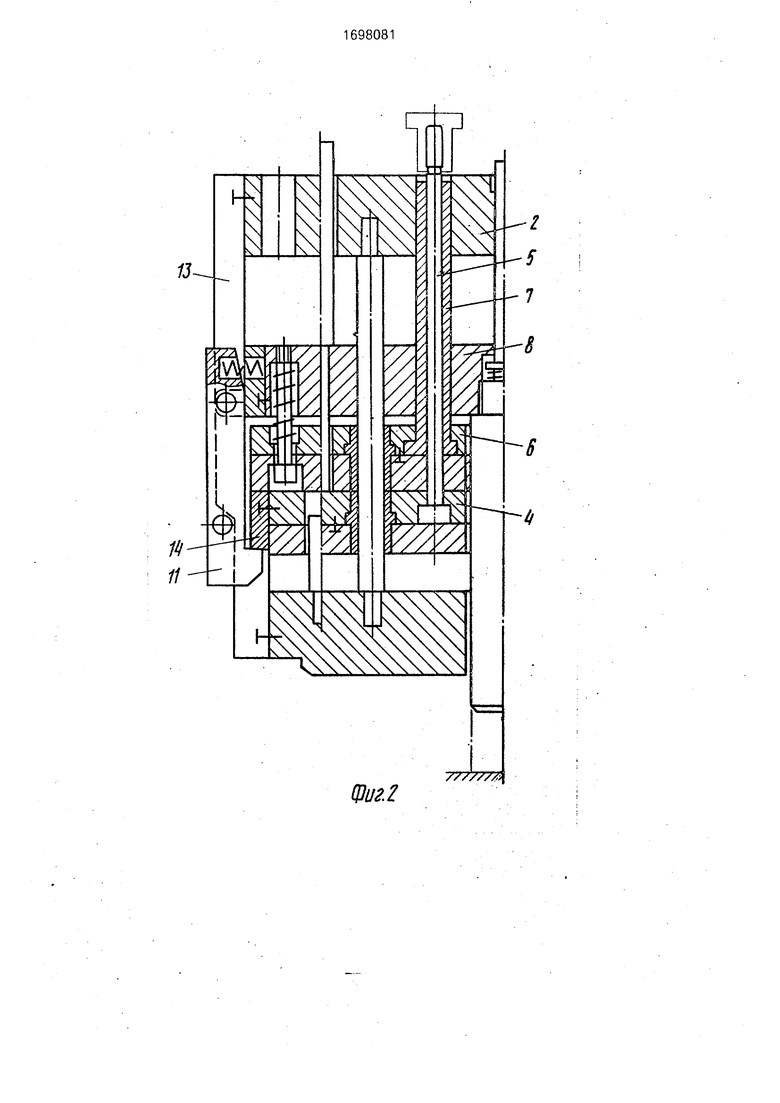
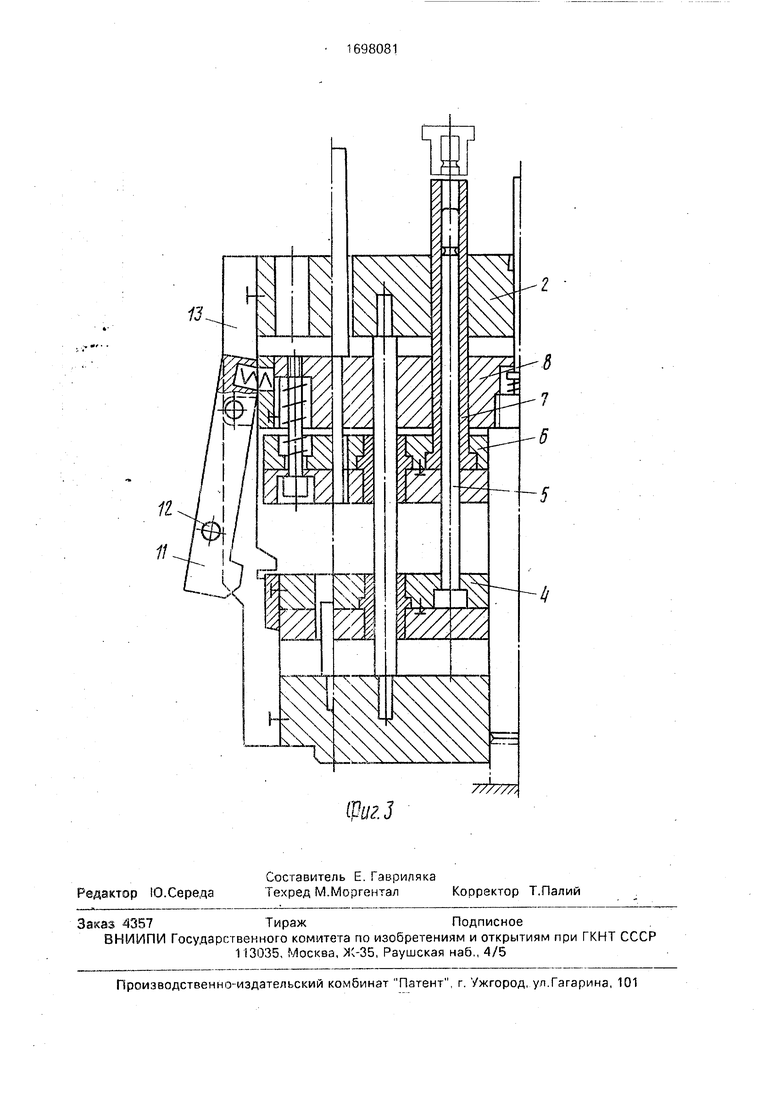
На фиг. 1 схематично показана литьевая форма в момент смыкания формы; на фиг. 2 - то же, в момент действия толкателя предварительного выталкивания; на фиг. 3 - то же, в момент действия толкателей окончательного выталкивания.
Литьевая форма содержит неподвижную литниковую плиту 1, плиту 2 матриц, опорную плиту 3, жестко связанную с плитой матриц, плиту 4 предварительного выталкивания, в которой установлен знак-толкатель 5, плиту 6 окончательного выталкивания с трубчатым толкателем 7, дополнительную плиту 8, расположенную между плитой 6 окончательного выталкивания и плитой 2 матриц, на дополнительной плите 8 шарнирно установлено на оси 9 четное число, подпружиненных пружиной 10, захватов 11. На захвате 11 установлен цилиндрический упор 12 с возможностью взаимодействия с копиром 13. Захват 11 связывает дополнительную плиту 8 с плитой
4 предварительного выталкивания через упор 14.
В опорной плите 3 установлены упоры 15, обеспечивающие зазор Б, т.е. определенное положение между плитами окончательного 6 и предварительного 4 выталкивания, который необходим для компенсации зазора А между упорной планкой 14 и захватами 11, обеспечивающий гарантированное сцепление захватом 11 плиты предварительного выталкивания и для создания зазора между трубчатым толкателем и изделием, необходимого для его отлипания от толкателей 7.
В дополнительную плиту 8 встроен литниковый толкатель 16 и центральный толкатель 17. Плиты предварительного 4 и окончательного 6 выталкивания и дополнительная плита 8 перемещаются по штырю 18. Плита б окончательного выталкивания связана с дополнительной плитой 8 винтами-тягами 19 с зазором между головкой винта и самой плитой, равным зазору Б. На винте-тяге 19 находится пружина 20 сжатия, которая создает разжимающее усилие между плитой б окончательного выталкивания и дополнительной плитой 8,
(Л
с
О Ю 00 О 00
Литьевая форма работает следующим образом.
После окончания процесса -литья и охлаждения отливок форма раскрывается, Подвижная часть пресс-формы отходит от неподвижной плиты 1, Центральный толкатель 17 упирается в неподвижный упор машины и передает усилие на дополнительную плиту 8, которая первой начинает свое перемещение относительно пресс-формы. При этом за счет уменьшения зазора Б выбираются зазоры А между захватами 11 и упорами 14 на плите 4 предварительного выталкивания. Плита 4 предварительного выталкивания с толкателями 5 под действи- ем захватов 11, выбравших все зазоры, начинает свое перемещение. Плита 6 окончательного выталкивания начнет свое перемещение только тогда, когда будет выбран полностью зазор Б, при этом отли- пание изделий от толкателей 7 уже произошло,
Дальнейшее совместное перемещение плит 4 предварительного и окончательного б выталкивания и дополнительной плиты 8 приводит к выталкиванию изделия из матрицы 2 под действием знака-толкателя 5.
В это время упор 12 захвата 11 находит на наклонную поверхность копира 13, захват 11 отходит влево и выходит из зацепления с плитой 4 предварительного сталкивания и освобождает плиту 4 предварительного выталкивания от дальнейшего перемещения.
Плита 6 окончательного выталкивания, связанная с дополнительной.плитой 8 винтами-тягами 19, следует дальше и толкатель 7 снимает готовое изделие с толкателя 5. После извлечения изделия форма смыкается.
Формула изобре-тения
Литьевая форма с двухступенчатой выталкивающей системой, содержащая плиту матриц, плиты предварительного и окончательного выталкивания с выталкивателями, промежуточную плиту между плитой матриц и плитой окончательного выталкивания, шарнирно закрепленный захват и копир, прикрепленный к опорной плите, отличающаяся тем, что, с целью повышения надежности, захват установлен на промежуточной плите, выполнен с упором и подпружинен к плите предварительного выталкивателя, а копир прикреплен другим концом к плите мат -щ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из пластмасс | 1982 |
|
SU1068293A2 |
| Литьевая форма | 1989 |
|
SU1757899A1 |
| Литьевая форма для полимерных изделий с двухступенчатой системой выталкивания | 1981 |
|
SU956282A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| Литьевая форма | 1989 |
|
SU1750952A1 |
| ЛИТЬЕВАЯ ФОРМА С ДВУХСТУПЕНЧАТЫМ ВЫТАЛКИВАНИЕМИЗДЕЛИЙ | 1979 |
|
SU825316A1 |
| Литьевая форма | 1981 |
|
SU1101361A1 |
| Литьевая форма с двухступенчатой выталкивающей системой для полимерных изделий | 1980 |
|
SU956281A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1609694A1 |
Изобретение относится к переработке пластических масс в изделия. Цель изобретения - повышение надежности. Для этого захват выполнен с упором, подпружинен и шарнирно установлен на промежуточной плите, а копир закреплен на матрице, при этом форма снабжена центральным толкателем. 3 ил.
13
12 II
Упор -4Г мошины
/////
tpt/ff
kxxx/xx/
/ЭД0
1808691
13
| ЛИТЬЕВАЯ ФОРМА С ДВУХСТУПЕНЧАТЫМ ВЫТАЛКИВАНИЕМИЗДЕЛИЙ | 1979 |
|
SU825316A1 |
| Солесос | 1922 |
|
SU29A1 |
