1
Изобретение относится к области переработки полимерных материалов и может быть использовано для изготовления из них изделий методом литья под давлением.
Известна литьевая форма с двухступенчатой системой выталкивания, в которой предусмотрено ускоренное движение выталкивателей второй стуП2НИ по отношению к движению вытал- ,Q кивателей первой ступени. Форма содержит плиту матриц, основание, жестко связанное с плитой матриц,, плиты предварительного и О1:ончательного выталкивания с выталкивателями и поворотные двуплечие кулачки, взаимодействующие с плитами выталкивателей, причем между плитой матриц и основанием размещен копир, а поворотные кулачки одним плечом соединены между 20 собой осью, на которой расположен ролик, взаимодействующий с копиром, другим плечом один кулачок соединен, с ллитой предварительного выталки- ,
вания, а другой кулачок - с плитой окончательного выталкивания Cl.
Недостатком известной формы является то, что при такой системе выталкивания нельзя достичь величины ускорения хода выталкивания, достаточного для надежного отделения легких изделий от выталкивателей, поскольку в период ускоренного движения толкателей в местах соединения осей и рычагов возникают большие усилия, стремящиеся деформировать рычаги и оси. Поэтому приходится ограничивать величину ускорения хода выталкивателей.
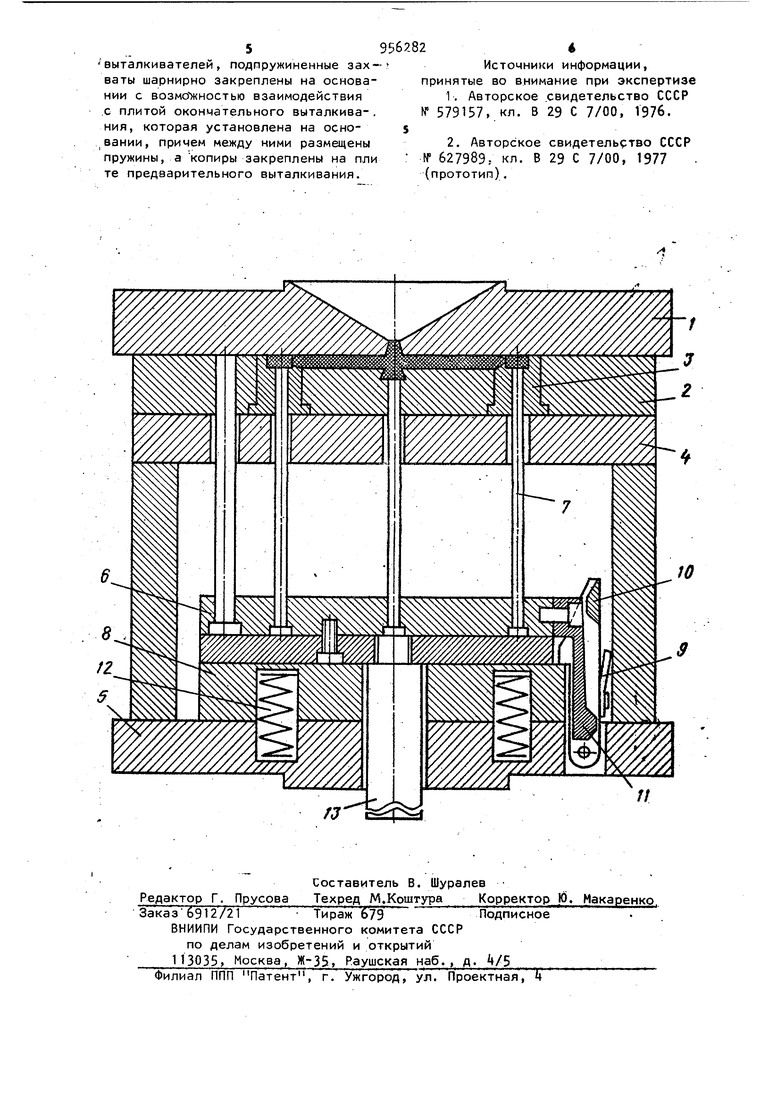
Известна также ближайшая по технической сущности и достигаемому эффекту к предла.гаемой литьевая форма для полимерных изделий с двухступенчатой системой выталкивания, содержащая неподвижную полуформу и подвижную, включающую плиту матриц, жестко связанную с ней опорную плиту, основание, плиты предварительного и окончательного выталкивания, выталкиватели, пружины, хвостовик и механизм задержки с копирами и подпружиненными захватами 23Однако в известной форме возможно зависание издедий на вйталкивателях из-за задиров на них, которые могут возникнуть в результате перекосов или подливов расплава в зазор между стенками отверстий под выталкивателями. -Аналогичные задиры могут образоваться и на направ ляющих колонках, по которым движутся плиты выталкивателей. В результате этого плита окончательного выталкивания не может достичь той минимальной скорости перемещения, при которой изделие могло бы. под действием сил инерции, преодолев сцепление с выталкивателем, отделиться от него, Целью изобретения является повышение надежности отделения изделий от выталкивателей. Поставленная цель достигается тем, что в литьевой форме для полимерных изделий с двухступенчатой системой выталкивания, содержащей неподвижную полуформу и подвижную, включающую плиту матриц, жестко связанную с ней опорную плиту, основание, плиты предварительного и окончательного выталкивания, выталкиватели, пружины, хвостовик и механизм задержки с копирами и подпружиненными захватами, подпружинен ные захваты шарнирно закреплены на основании с возможностью взаимодействия с плитой окончательного вытал кивания, которая установлена на основании , причем между ними размещен пружины, а копиры закреплены на пли те предварительного выталкивания. На чертеже показана предлагаемая литьевая форма, продольный разрез. Литьевая форма содержит неподвиж ную полуформу t и подвижную полуфор му, включающую плиту 2 матриц с мат рицами 3, опорную плиту Л, основани 5, плиты 6 предварительного выталки вания с выталкивателями 7, плиты 8 окончательного выталкивания, закреп ленные шарнирно на основании 5 и подпружиненные упругими элементами 9 захваты 10, закрепленные неподвиж но на плите предварительного еыталкивания копиры 11, размещенные межд основанием и плитой окончательного выталкивания пружины 12, закрепленный в плите предварительного выталкиванияи проходящий через отверстия в плите окончательного выталкивания и в основании хвостовик 13. Работает форма следующим образом. После впрыска расплава и охлаждения форма раскрывается. Во в.ремя перемещения подвижной полуформы хвостовик 13 наталкивается на упор машины, и плита ,6 предварительного выталкивания останавливаетс:я. При этом выт талкиватели 7 выталкивают изделия из 3 и изделия освобождаются от литниковой системы. При дальнейшем перемещении подвижной полуформы копиры 11 взаимодействуют с захватами 10. Захваты ТО выхо/ ят из зацепления с плитой 8. Плита 8 под действием пружин 12 перемещается к плите6. Достигнув ее, плита 8 окончательного выталкивания приходит в соприкосновение с плитой 6 предварительного выталкивания, которая восприняв удар-от плиты 8, перемещается к опорной плите k, соударяясь с ней. В результате первого ударного взаимодействия (плит 8 и 6) в выталкивателях образуется ударная волна, , незначительно воздействующая на изделие. Этим осуществляется предварительная подготовка съема изделия с выталкивателя 7- После второго ударного взаимодействия (плит t и 6) производится окончательное отделение изделий от выталкивателей 7- Далее форма смыкается и цикл повторяется. Использование изобретения позволяет обеспечить более надежное, чем в известной форме, о.тделение изделий от выталкивателей. Формула изобретения Литьевая форма для полимерных изделий с двухступенчатой системой выталкивания, содержащая неподвижную полуформу и подвижную, включающую плиту матриц,;жестко связанную с ней опорную плиту, основание, плиты предварительного и окончательного выталкивания, выталкиватели, пружины, хвостовик и механизм задержки с копирами и подпружиненными захватами, отличающаяс я тем, что, с целью повышения надежности отделения изделий от
выталкивателей, подпружиненные захваты шарнирно закреплены на основании с возможностью взаимодействия
.с плитой окончательного выталкива-, ния, которая установлена на осно вании, причем между ними размещены пружины, а копиры закреплены на пли те предварительного выталкивания.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 579157, кл. В 29 С 7/00, 1976.
2.Авторское свидетельство СССР № 627989, кл. В 29 С 7/00, 1977 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма | 1987 |
|
SU1525009A1 |
| Литьевая форма | 1981 |
|
SU1101361A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| Литьевая форма с двухступенчатым выталкиванием изделия | 1980 |
|
SU929437A1 |
| ЛИТЬЕВАЯ ФОРМА С ДВУХСТУПЕНЧАТЫМ ВЫТАЛКИВАНИЕМИЗДЕЛИЙ | 1979 |
|
SU825316A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1763223A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1988 |
|
SU1731646A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1431948A1 |
