Изобретение относится к области обработки металлов давлением и может быть использовано на машиностроительных заводах для изготовления поковок из беспри- бильных слитков.
Целью изобретения является повышение качества за счет обеспечения эффективного вытеснения усадочной раковины в хвостовик и снижение трудоемкости.
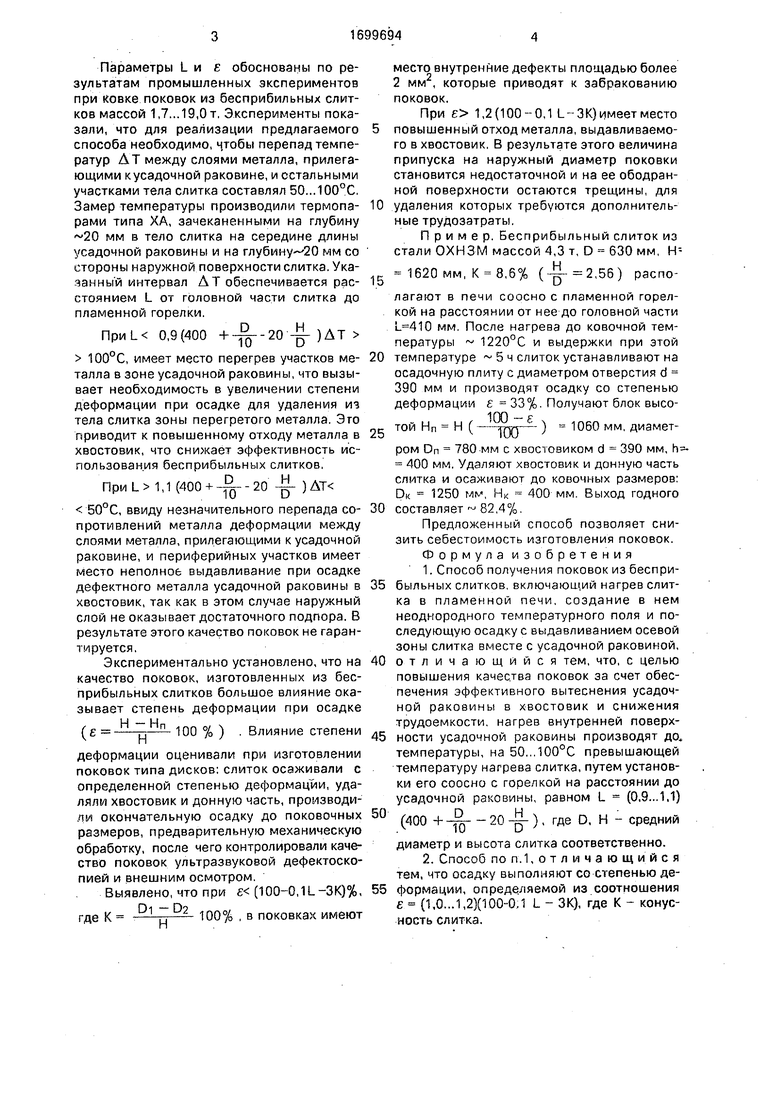
На фиг.1 изображено положение слитка в нагревательной печи; на фиг.2 - положение слитка перед осадкой; на фиг.З - то же, после осадки,
Способ осуществляют следующим образом.
Бесприбыльный слиток 1 с головной 2 и дочиой 3 частями высотой Н и средним диаметром D устанавливает на проложки 4 с
таким расчетом, чтобы ось слитка 00 совпадала с осью dd пламенной горелки 5, а расстояние от края 6 горелки до торца 7 головной части слитка составляло L. В процессе нагрева до ковочной температуры и выдержки расположенный таким образом слиток имеет температуру слоев металла, прилегающих к усадочной раковине 8, превышающую на 50...100°С температуру тела слитка (фиг.1). После нагрева слиток с неоднородным температурным полем выдают из печи, устанавливают на нижнюю осадочную плиту 9 с отверстием 10 и плитой 11 производят осадку со степенью деформации Ј . В результате получают осаженный блок 12 высотой Нп и диаметром Dn с хвостовиком 13 диаметром d и высотой h с расположенной в нем усадочной раковиной.
О
ю ю о
ю
4
Параметры L и е обоснованы по результатам промышленных экспериментов при ковке поковок из бесприбильных слитков массой 1,7...19,0 т. Эксперименты показали, что для реализации предлагаемого способа необходимо, чтобы перепад температур AT между слоями металла, прилегающими кусадочной раковине, и остальными участками тела слитка составлял 50...100°С. Замер температуры производили термопарами типа ХА, зачеканенными на глубину 20 мм в тело слитка на середине длины усадочной раковины и на глубину 20 мм со стороны наружной поверхности слитка. Указанный интервал А Т обеспечивается расстоянием L от головной части слитка до пламенной горелки.
ПриК 0,9(400 +-Jy-20 -{у- )АТ
100°С, имеет место перегрев участков металла в зоне усадочной раковины, что вызывает необходимость в увеличении степени деформации при осадке для удаления из тела слитка зоны перегретого металла. Это приводит к повышенному отходу металла в хвостовик, что снижает эффективность использования бесприбыльных слитков,
При L 1,1 (400 + - 20 -jj- ) АТ
50°С, ввиду незначительного перепада сопротивлений металла деформации между слоями металла, прилегающими к усадочной раковине, и периферийных участков имеет место неполное выдавливание при осадке дефектного металла усадочной раковины в хвостовик, так как в этом случае наружный слой не оказывает достаточного подпора. В результате этого качество поковок не гарантируется.
Экспериментально установлено, что на качество поковок, изготовленных из бесприбыльных слитков большое влияние оказывает степень деформации при осадке
LJ LJ
(Ј п-п-ЮО%) . Влияние степени
деформации оценивали при изготовлении поковок типа дисков: слиток осаживали с определенной степенью деформации, удаляли хвостовик и донную часть, производили окончательную осадку до поковочных размеров, предварительную механическую обработку, после чего контролировали качество поковок ультразвуковой дефектоскопией и внешним осмотром.
Выявлено, что при Ј (100-0,)%,
.naV- Pi -°2 i де К - q
100% , в поковках имеют
место внутренние дефекты площадью более 2 мм , которые приводят к забракованию поковок.
При е 1,2(100-0,1 L-3K) имеет место повышенный отход металла, выдавливаемого в хвостовик, В результате этого величина припуска на наружный диаметр поковки становится недостаточной и на ее ободранной поверхности остаются трещины, для удаления которых требуются дополнительные трудозатраты.
Пример. Бесприбыльный слиток из стали ОХНЗМ массой 4,3 т, D 630 мм, Н 1620 мм, К 8,6% (.56) располагают в печи соосно с пламенной горелкой на расстоянии от нее до головной части мм. После нагрева до ковочной температуры 1220°С и выдержки при этой
температуре 5 ч слиток устанавливают на осадочную плиту с диаметром отверстия d 390 мм и производят осадку со степенью деформации Ј 33%. Получают блок высотой Нп Н (- -тг -) 1060 мм, диаметром Dn 780 мм с хвостовиком d 390 мм, h- 400 мм. Удаляют хвостовик и донную часть слитка и осаживают до ковочных размеров: DK 1250 мм, Нк 400 мм. Выход годного составляет 82,4%.
Предложенный способ позволяет снизить себестоимость изготовления поковок. Формула изобретения
1.Способ получения поковок из беспри- быльных слитков, включающий нагрев слитка в пламенной печи, создание в нем неоднородного температурного поля и последующую осадку с выдавливанием осевой зоны слитка вместе с усадочной раковиной,
отличающийся тем, что, с целью повышения качества поковок за счет обеспечения эффективного вытеснения усадочной раковины в хвостовик и снижения трудоемкости, нагрев внутренней поверхности усадочной раковины производят до температуры, на 50...100°С превышающей температуру нагрева слитка, путем установки его соосно с горелкой на расстоянии до усадочной раковины, равном L (0,9...1,1)
(400 + - 20 -tj- ) - где D, Н - средний
диаметр и высота слитка соответственно.
2.Способ по п. 1, отличающийся тем, что осадку выполняют со степенью деформации, определяемой из соотношения Е (1,0...1,2)(ЮО-0.1 L - ЗК), где К - конусность слитка.
vxxww v x
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки бесприбыльных слитков | 1987 |
|
SU1512700A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУДНОДЕФОРМИРУЕМЫХ ПОКОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И СПЛАВОВ | 2004 |
|
RU2258575C1 |
| Способ изготовления крупногабаритных бесшовных труб | 1980 |
|
SU946769A1 |
| Способ ковки крупных слитков | 1980 |
|
SU940983A1 |
| Способ изготовления полых ступенчатых поковок | 1987 |
|
SU1505651A1 |
| Способ изготовления поковок типа дисков из высоколегированных жаропрочных сплавов | 1980 |
|
SU867519A1 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ БЕСШОВНЫХ ТРУБ | 2010 |
|
RU2453390C2 |
| Способ изготовления цилиндрических поковок | 1987 |
|
SU1442315A2 |
| Способ изготовления бесшовных крупногабаритных труб | 1980 |
|
SU902965A1 |
Изобретение относится к обработке металлов давлением, а именно к способу изготовления поковок с применением осадки. Цель изобретения - повышение качества поковок и снижение трудоемкости, Способ включает нагрев в печах с пламенными горелками с созданием неоднородного температурного поля в зоне усадочной раковины, Нагретый слиток подвергают осадке с выдавливанием осевой зоны с усадочной раковиной. При нагреве слиток располагают соосно с горелкой на расстоянии от нее до головной части L, равном L (0,9...1,1)
фигЛ
10
Фиг 2
Составитель И.Лыткин Редактор О.Юрковецкая Техред М.Моргентал
8
7 6
Г
фие.З
Корректор Н.Король
| Способ ковки бесприбыльных слитков | 1987 |
|
SU1512700A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
