(54) СПОСОБ КОВКИ КРУПНЫХ СЛИТКОВ
1
Изобретение относится к области обработки металлов давлением, а именно к способам ковки крупных слитков.
Известен способ ковки слитков, включающий операции протяжки прибыльной части слитка и осадку слитка в сферических плитах 1. По известному способу одновременню с протяжкой осуществляют обжим участка слитка, прилегающего к прибыльной его части, для перемещения наружных слоев металла этого участка в прибыльную часть. Осадка слитков в сферических плитах по указанному способу исключает образование .кольцевых трещин на участке перехода от тела слихка « прибыли и уменьшает неравномерность Деформации по сечению заготовки в процессе протяжки.
Однако при ковке поковок с исключением операции осадки слитка, т. е. методом протяжки, данный способ не может обеспечить качественную поверхность заготовок, особенно на участках перехода от тела слитка ,к прибыли.
Известен также способ ковки крупных слитков, включающий подкатку прибыльной части слитка с оттяжкой хвостовика и последующую протяжку 2.
Недостатком указанного способа является то, что при оттяжке хвостовика металл прибыли слитка и место перехода прибыли к телу слитка обладают малым сопротивлением деформации из-за наличия в них дефектов в виде усадочной раковины и рыхлости, крупных неметаллических включений, осевой ликвации и т. д. Поэтому в процессе подкатжи прибыли под патрон и деформирования околоприбыльной зоны слитка происходит нарушение сплош10ности металла, сопровождаемое возникновением продольных трещин, которые заходят в годную часть слитка, вследствие чего тело слитка полностью не используется. Это уменьшает коэффициент использова15ния металла и поковки куются сравнительно с низким выходом годного.
Целью изобретения является повышение коэффициента использования металла путем исключения возможности распро20странения продольных трещин из прибыли в тело слитка.
Эта цель достигается тем, что в способе ковки крупных слитков, включающем подкатку прибыльной части слитка с оттяжкой хвостовика и последующую протяжку, хвостовик оттягивают из торцовой прибыльной части слитка на длине, равной 0,8-0,9 ее высоты, затем тело слихка, прилегающее к его прибыльной части, протя30гивают до диаметра прибыли, а на переходном от тела слитка к прибыли участке производят подрубку по всему периметру.
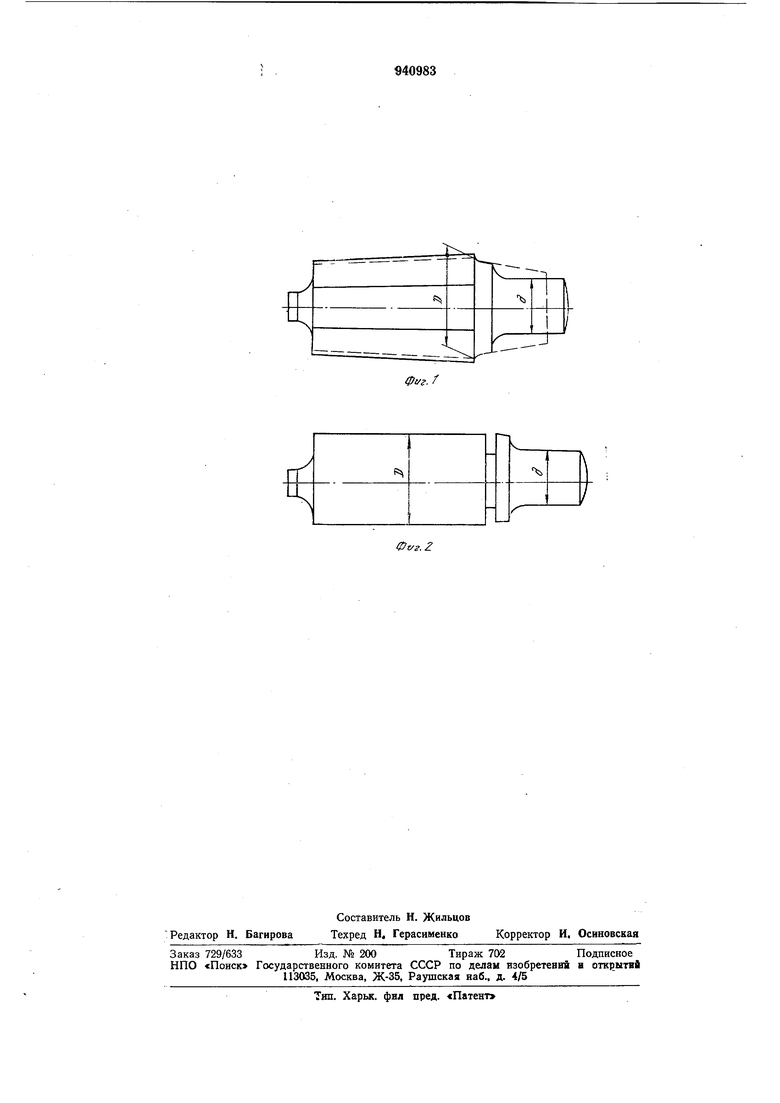
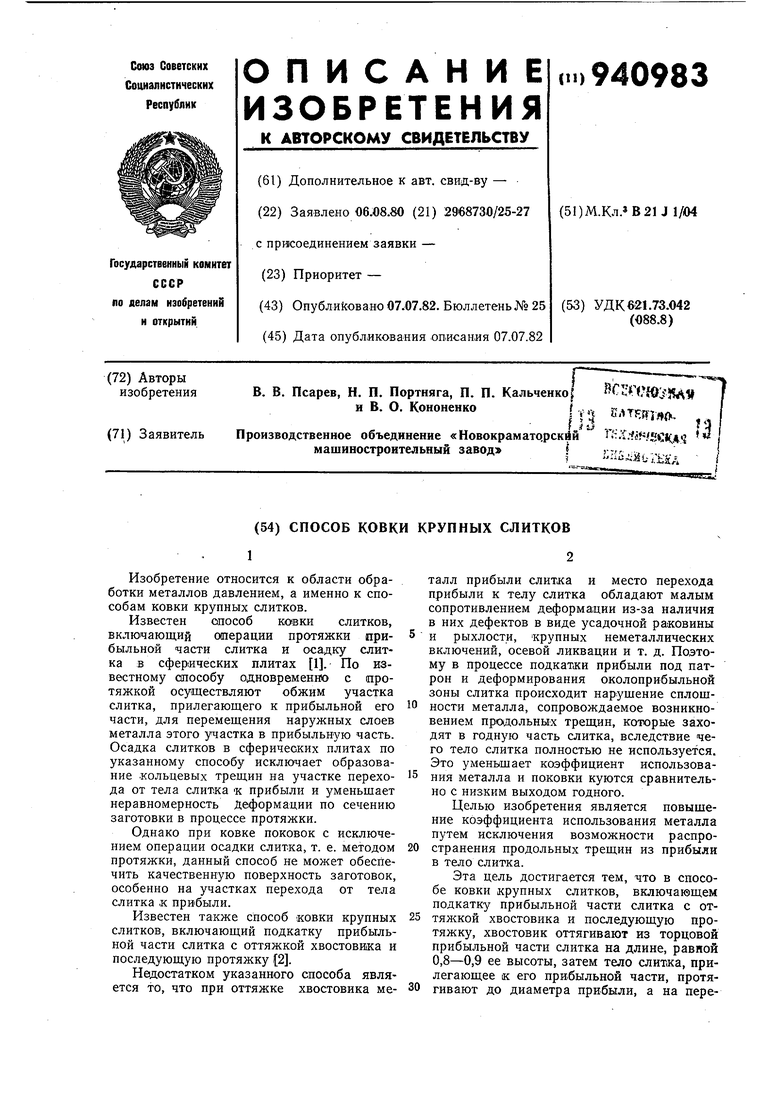
На фиг. 1 изображеи исходный слиток с оттяжным хвостовиком; на фиг. 2 - слиток после протяжки.
Способ ковки крупных слитков заключается в следующем.
Нагретый до ковочной температуры слиток подают под пресс и из конечной части прибыли слитка на длине, равной 0,8-0,9 ее высоты, подкатывают (обжимают) цапфу под патрон на диаметр д (см. фиг. 1). Таким образом, оставляют недеформированный участок прибыли с диаметром D, прилегающий к телу слитка, что исключает возможность возникновения дефектов в виде трещин в этой части. Затем слиток одевают на патрон, биллетируют при технологической необходимости и обжимают его по всей длине на диаметр, равный начальному диаметру D прибыли. После этого на участке перехода от тела слитка к прибыли производят топором или полуовалом надрубку металла по всему его периметру на глубину, равную разности диаметров D и д, т. е. до дилметра цапфы д (см. фиг. 2). Далее выполняют обычные операции для получения поковки необходимой формы и размеров.
Недоформированная часть слитка исключает возможность образования трещии на участке перехода тела слитка к прибыли, а место надруба слитжа в процессе протяжки заготовки предотвращает перемещение дефектов из прибыльной части в годную часть слитка. Благодаря этому используется вся годная часть слитка, чем повышается коэффициент использованного металла и качества поверхности поковок.
Пример. Способ был опробован при изготовлении поковки опорного валка массой 59000 жг из стали марки 9ХФ. Сталь выполнена в основной мартеновской печи и отлита в слиток массой 97000 кг. Слиток в горячем состоянии был посажен в печь для нагрева под ковку. Ковку слитка производили под прессом усилием 10000 тс за два выноса. В первом выносе производили ковку цапфы под патрон из прибыльной части слитка на диаметр 1300 мм, длиной 1600 мм; при этом начальный участок прибыли длиной 120 мм не обжимают под патрон. Затем тело слИтка обжимают до диаметра 2050 мм, который соответствует большему диаметру прибыли, и в месте перехода прибыли .к телу слитка осуществляют надрубку по всему периметру на глубину 250 мм. После этого обжимают слиток на диаметр 1850 мм, производят обсечку данной его части и обжатие на
диаметр 1300 мм. Во втором выносе протягивают слиток на диаметр 1800 мм, производят протяжку бочки с утолщением на утяжку со стороны прибыли и подсечку, далее протяжку шеек до поковочных размеров. Температурный интервал ковки 1200-830° С. После отковки поковка была посажена в печь «а изотермический отжиг. Предлагаемый способ позволяет полностью иопользовать металл тела слитка,
что способствует повышению эффективности ,кузнечно-прессового производства, а также значительно улучшить качество в процессе изготовления и снизить брак по дефектам в виде продольных, поперечных
трещин и т. п.
Формула изобретения
Способ ковки крупных слитков, включающий подкатку прибыльной части слитка с оттяжкой хвостовика и последующую протяжку, отличающийся тем, что, с целью повышения коэффициента использования металла путем исключения возможности распространения продольных трещин из прибыли в тело слитка, хвостовик оттягивают из торцовой прибыльной части слитка на длине, равной 0,8-0,9 ее высоты, затем тело слитка, прилегающее к его прибыльной части, протягивают до диаметра прибыли, а на переходном от тела слитка к прибыли участке производят подрубку по всему периметру.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 247014, кл. В 21 J 1/06, 1968.
2.Брюханов А. Н. Ковка и объемная щтамповка. М., «Мащиностроение, 1975,
с. 87 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрических поковок | 1987 |
|
SU1442315A2 |
| Способ ковки валов | 1990 |
|
SU1761365A1 |
| Способ ковки полых поковок | 1986 |
|
SU1391791A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 1992 |
|
RU2025182C1 |
| Способ ковки поковок ступенчатых валов | 1989 |
|
SU1697972A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| Способ ковки поковок типа валов | 1991 |
|
SU1816242A3 |
| Способ ковки прокатных валков в режиме упрочнение-регламентированная пауза-разупрочнение | 1986 |
|
SU1468635A1 |
| Способ изготовления полых ступенчатых поковок | 1987 |
|
SU1505651A1 |