Изобретение относится к обработке металлов давлением, а именно к получению поковок из бесприбыльных слитков.
Цель изобретения - снижение себестоимости изготовления поковок за счет локализации в осевой зоне дефектного металла усадочной раковины при удалении последней.
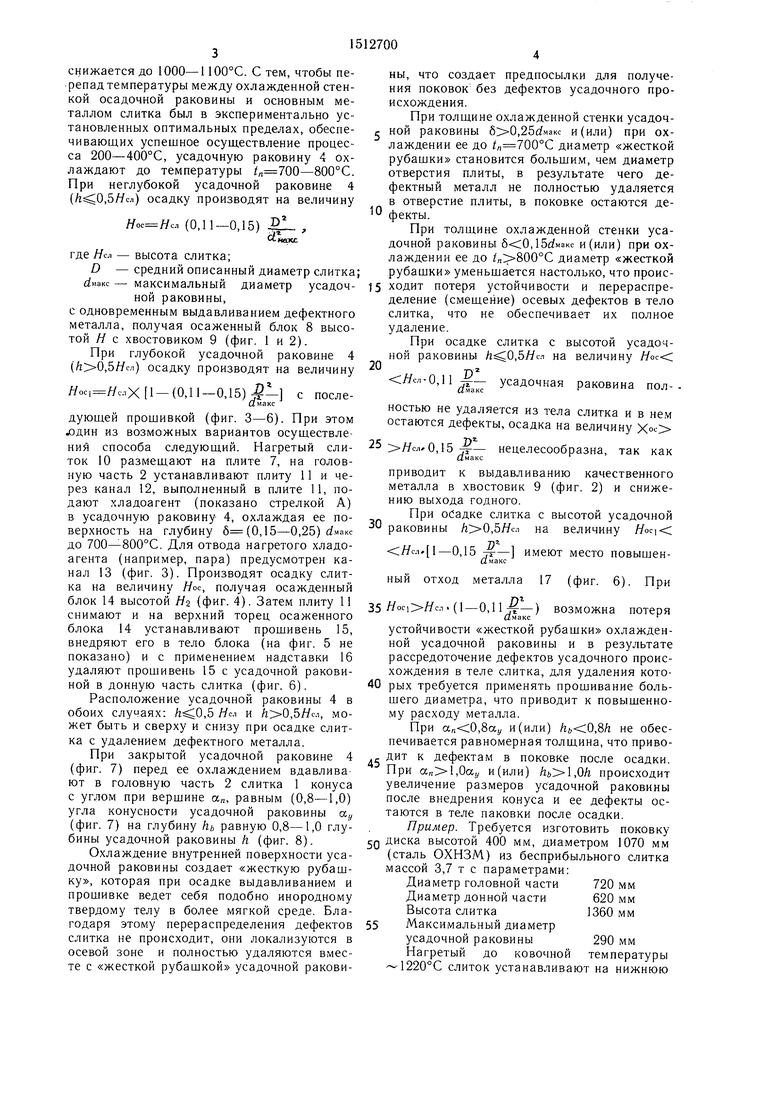
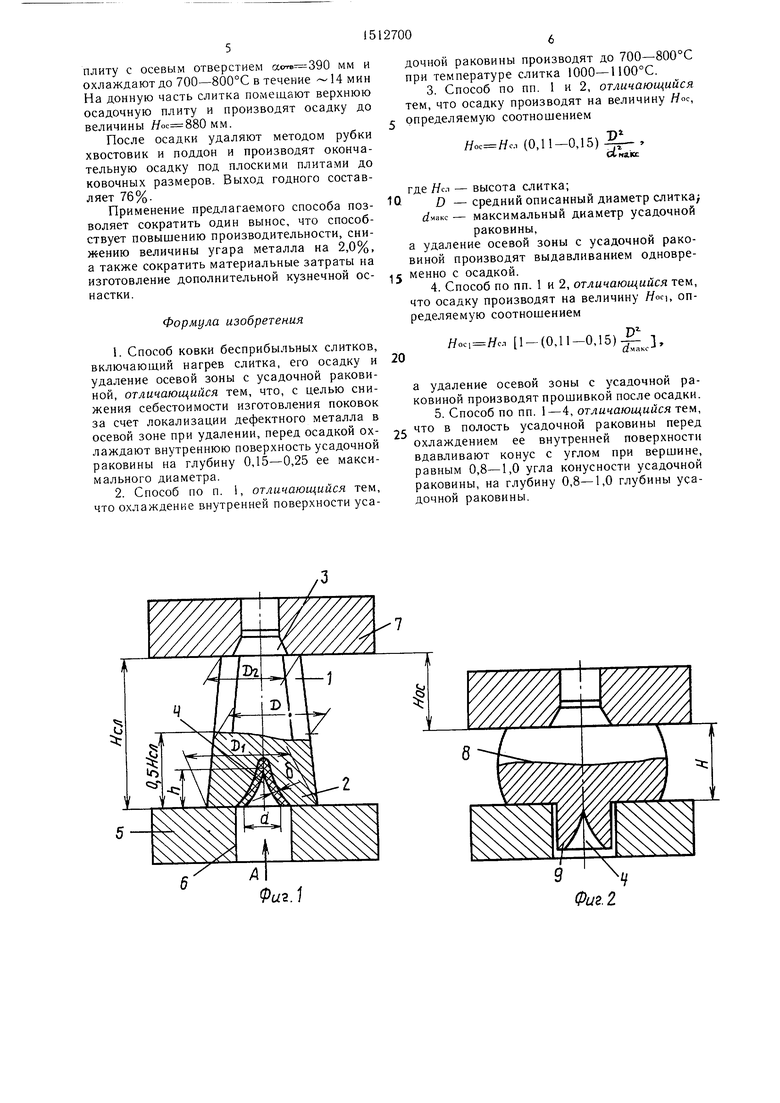
На фиг. 1 показано положение слитка с усадочной раковиной, глубина которой меньше половины его высоты, перед осадкой; на фиг. 2 - положение слитка после осадки; на фиг. 3 - положение слитка с усадочной раковиной, глубина которой больше половины его высоты; на фиг. 4 - положение слитка после осадки; на фиг. 5 и 6 - слиток соответственно до и после прошивки; на фиг. 7 и 8 - слиток с закрытой
усадочной раковиной соответственно до и после вдавливания конуса.
Способ осушествляют следующим образом.
Нагретый бесприбыльный слиток 1 с головной 2 и донной 3 частями и с усадочной раковиной 4 (максимальный диаметр ймакс, высота h) устанавливают на осадочную плиту 5 с осевым отверстием бив полость усадочной раковины 4 подают охлаждающее рабочее тело, например воду (показано на фиг. 1 стрелкой А). Тем самым охлаждают усадочную раковину 4 на глубину б (0,15- 0,25) с(макс, где - максимальный диаметр усадочной раковины. При нагреве слитка в печи до 1200-1240°С в процессе выдачи ее из печи, транспортировки, установки на осадочные плиты 6 и 7 и охлаждении усадочной раковины 4 температура его
сл
ьо
снижается до 1000-1100°С. С тем, чтобы перепад температуры между охлажденной стенкой осадочной раковины и основным металлом слитка был в экспериментально установленных оптимальных пределах, обеспечивающих успешное осуществление процесса 200-400°С, усадочную раковину 4 охлаждают до температуры /„ 700-800°С. При неглубокой усадочной раковине 4 (,5//сл) осадку производят на величину
. (0,11где Ясл - высота слитка;
D - средний описанный диаметр слитка; й(макс - максимальный диаметр
ной раковины,
с одновременным выдавливанием дефектного металла, получая осаженный блок 8 высотой Я с хвостовиком 9 (фиг. 1 и 2).
При глубокой усадочной раковине 4 (,5Ясл) осадку производят на величину
Ясс,(0,11-0,15) - с послеа макс
ны, ЧТО создает предпосылки для получения поковок без дефектов усадочного происхождения.
При толидине охлажденной стенки усадоч- с ной раковины ,25rf.v.aKc и (или) при охлаждении ее до /л 700°С диаметр «жесткой рубашки становится большим, чем диаметр отверстия плиты, в результате чего дефектный металл не полностью удаляется в отверстие плиты, в поковке остаются де- фекты.
При толщине охлажденной стенки усадочной раковины , и (или) при охлаждении ее до „ 800°С диаметр «жесткой рубашки уменьшается настолько, что проис- усадоч- 15 ходит потеря устойчивости и перераспределение (смешение) осевых дефектов в тело слитка, что не обеспечивает их полное удаление.
При осадке слитка с высотой усадочной раковины ,5Ясл на величину
20
Яс
-011 -
Ймакс
усадочная раковина полностью не удаляется из тела слитка и в нем остаются дефекты, осадка на величину
ностью не удаляется из тела слитка и в нем остаются дефекты, осадка на величину
ток
ную часть 2 устанавливают плиту 11 и через канал 12, выполненный в плите 11, подают .хладоагент (показано стрелкой А) в усадочную раковину 4, охлаждая ее поверхность на глубину 6 (0,15-0,25) до 700 800°С. Для отвода нагретого хладо- агента (например, пара) предусмотрен канал 13 (фиг. 3). Производят осадку слитка на величину Ясс, получая осажденный блок 14 высотой Н 2 (фиг. 4). Затем плиту 11 снимают и на верхний торец осаженного блока 14 устанавливают прошивень 15, внедряют его в тело блока (на фиг. 5 не показано) и с применением надставки 16 удаляют прошивень 15 с усадочной раковиной в донную часть слитка (фиг. 6).
Расположение усадочной раковины 4 в обоих случаях: ,5 Ясл и ,5Ясл, может быть и сверху и снизу при осадке слитка с удалением дефектного металла.
дующей прошивкой (фиг. 3-6). При этом лдин из возможных вариантов осушествле- НИИ способа следуюший. Нагретый ели- 25 //ел,0,15 тз- нецелесообразна, так как 10 размешают на плите 7, на голов-
приводит к выдавливанию качественного
металла в хвостовик 9 (фиг. 2) и снижению выхода годного.
При оСадке слитка с высотой усадочной
30
раковины ,5Ясл на величину Нж
ni
;Ясл.1-0,15 jr- имеют место повышенД макс
ный ОТХОД металла 17 (фиг. 6). При
35Яос,Ясл.(1-0,)
имакс
возможна
потеря
устойчивости «жесткой рубашки охлажденной усадочной раковины и в результате рассредоточение дефектов усадочного происхождения в теле слитка, для удаления кото- 40 рых требуется применять прошивание большего диаметра, что приводит к повышенному расходу металла.
При ,8а,, и (или) ,8/г не обеспечивается равномерная толшина, что привоПри закрытой усадочной раковине 4 . Дит к дефектам в поковке после осадки.
(фиг. 7) перед ее охлаждением вдавлива ют в головную часть 2 слитка 1 конуса с углом при вершине а„, равным (0,8-1,0) угла конусности усадочной раковины а (фиг. 7) на глубину hb равную 0,8-1,0 глубины усадочной раковины h (фиг. 8).
Охлаждение внутренней поверхности усадочной раковины создает «жесткую рубашку, которая при осадке выдавливанием и прошивке ведет себя подобно инородному твердому телу в более мягкой среде. Благодаря этому перераспределения дефектов слитка не происходит, они локализуются в осевой зоне и полностью удаляются вместе с «жесткой рубашкой усадочной раковиПри ,0ау и(или) hb,Qh происходит увеличение размеров усадочной раковины после внедрения конуса и ее дефекты остаются в теле паковки после осадки.
Пример. Требуется изготовить поковку 5Q диска высотой 400 мм, диаметром 1070 мм (сталь ОХНЗМ) из бесприбыльного слитка массой 3,7 т с параметрами:
Диаметр головной части 720 мм Диаметр донной части620 мм
Высота слитка1360мм
55 Максимальный диаметр
усадочной раковины290 мм
Нагретый до ковочной температуры 1220°С слиток устанавливают на нижнюю
При осадке слитка с высотой усадочной раковины ,5Ясл на величину
20
Яс
-011 -
Ймакс
усадочная раковина полностью не удаляется из тела слитка и в нем остаются дефекты, осадка на величину
//ел,0,15 тз- нецелесообразна, так как
При оСадке слитка с высотой усадочной
30
раковины ,5Ясл на величину Нж
ni
;Ясл.1-0,15 jr- имеют место повышенД макс
ный ОТХОД металла 17 (фиг. 6). При
35Яос,Ясл.(1-0,)
имакс
возможна
потеря
устойчивости «жесткой рубашки охлажденной усадочной раковины и в результате рассредоточение дефектов усадочного происхождения в теле слитка, для удаления кото- 40 рых требуется применять прошивание большего диаметра, что приводит к повышенному расходу металла.
При ,8а,, и (или) ,8/г не обеспечивается равномерная толшина, что привоДит к дефектам в поковке после осадки.
При ,0ау и(или) hb,Qh происходит увеличение размеров усадочной раковины после внедрения конуса и ее дефекты остаются в теле паковки после осадки.
Пример. Требуется изготовить поковку диска высотой 400 мм, диаметром 1070 мм (сталь ОХНЗМ) из бесприбыльного слитка массой 3,7 т с параметрами:
Диаметр головной части 720 мм Диаметр донной части620 мм
Высота слитка1360мм
Максимальный диаметр
усадочной раковины290 мм
Нагретый до ковочной температуры 1220°С слиток устанавливают на нижнюю
плиту с осевым отверстием мм и охлаждают до 700-800°С в течение - 14 мин На донную часть слитка помещают верхнюю осадочную плиту и производят осадку до величины мм.
После осадки удаляют методом рубки хвостовик и поддон и производят окончательную осадку под плоскими плитами до ковочных размеров. Выход годного составляет 76%.
Применение предлагаемого способа позволяет сократить один вынос, что способствует повышению производительности, снижению величины угара металла на 2,0%, а также сократить материальные затраты на изготовление дополнительной кузнечной оснастки.
Формула изобретения
1. Способ ковки бесприбыльных слитков, включающий нагрев слитка, его осадку и удаление осевой зоны с усадочной раковиной, отличающийся тем, что, с целью снижения себестоимости изготовления поковок за счет локализации дефектного металла в
дочной раковины производят до 700-800°С при температуре слитка 1000-1100°С.
3. Способ по пп. 1 и 2, отличающийся тем, что осадку производят на величину Яос, определяемую соотнощением
.1 (0,11-0,15)
Р1
cLna
где Нел - высота слитка;
10 D -средний описанный диаметр слитка; ймакс - максимальный диаметр усадочной
раковины,
а удаление осевой зоны с усадочной раковиной производят выдавливанием одновре- 5 менно с осадкой.
4.Способ по пп. 1 и 2, отличающийся тем, что осадку производят на величину ffoq, определяемую соотнощением
.п 1 -(0,11-0,15)- 1,
Дмакса удаление осевой зоны с усадочной раковиной производят прошивкой после осадки.
5.Способ по пп. 1-4, отличающийся тем.
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поковок | 1981 |
|
SU979015A1 |
| Способ получения поковок из бесприбыльных слитков | 1988 |
|
SU1699694A1 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| Способ изготовления крупногабаритных бесшовных труб | 1980 |
|
SU946769A1 |
| Способ изготовления бесшовных крупногабаритных труб | 1980 |
|
SU902965A1 |
| Способ изготовления крупногаба-РиТНыХ бЕСшОВНыХ ТРуб | 1978 |
|
SU799885A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Прибыльная надставка | 1983 |
|
SU1222401A1 |
| Способ ковки поковок дисков с осевым отверстием | 1988 |
|
SU1641498A1 |
| Способ изготовления буртовых валов | 1988 |
|
SU1590185A1 |

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении поковок из бесприбыльных слитков. Цель изобретения - снижение себестоимости изготовления поковок за счет локализации в осевой зоне дефектного металла усадочной раковины при удалении последней. Перед осадкой слитка охлаждают внутреннюю поверхность его усадочной раковины на глубину σ = (0,15...0,25).Dмакс, где Dмакс - максимальный диаметр усадочной раковины, до температуры TN=700...800°С при температуре основной массы слитка 1000...1100°С. При глубине усадочной раковины H≤0,5Hсл, где Hсл - высота слитка, осадку производят на величину Hос=Hсл(0,11...0,15).D2/D2макс, где D - средний описанный диаметр слитка, одновременно с выдавливанием усадочной раковины. При глубине усадочной раковины H*98Нсл производят сначала осадку на величину Hос1 = Hсл[1-(0,11...0,15).D2/D2макс], а затем прошивку. При закрытой усадочной раковине перед ее охлаждением производят вдавливание конуса с углом αN=(0,8...1,0)Αу где αу - угол конусности усадочной раковины, на глубину Hв = (0,8...1,0)H. Способ позволяет локализовать дефекты в осевой зоне и полностью удалить их вместе с "жесткой рубашкой" усадочной раковины. 4 з.п.ф-лы. 8 ил.
осевой зоне при удалении, перед осадкой ох-25 ® полость усадочной раковины перед
лаждают внутреннюю поверхность усадочнойохлаждением ее внутренней поверхности
раковины на глубину 0,15-0,25 ее макси-вдавливают конус с углом при вершине,
мального диаметра.равным 0,8-1,0 угла конусности усадочной
А
Фи2.1
Фиг. 2
Фиг.З
15
Фиг. 5
ФигМ
Фи.6
Фиг.1
ФагВ
| Охрименко Я | |||
| М | |||
| Технология кузнечно- штамповочного производства | |||
| - М.: Машиностроение, 1976, с | |||
| Одноколейная подвесная к козлам дорога | 1919 |
|
SU241A1 |
| Ударно-вращательная врубовая машина | 1922 |
|
SU126A1 |
