Изобретение относится к порошковой металлургии, в частности к устройствам для нанесения покрытия из металлического по- рбшка на изделия, и является усовершенствованием изобретения по авт. св. N 1252056.
Цель изобретения - повышение качества покрытия и производительности процесса.
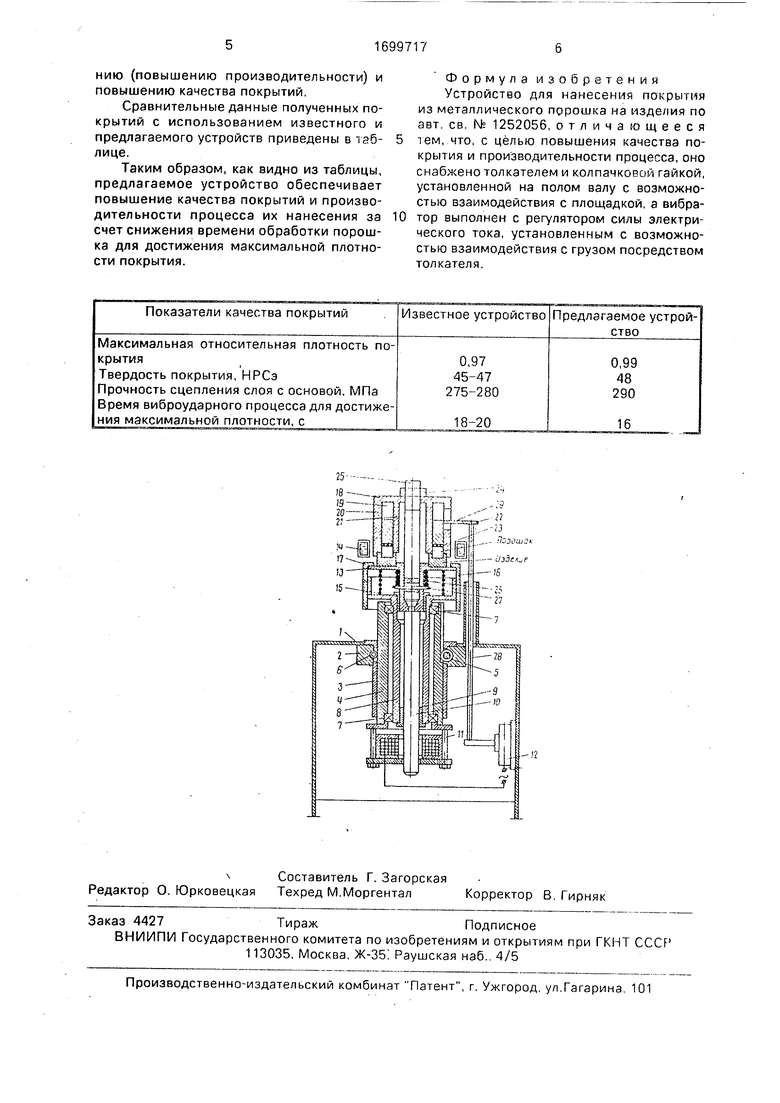
На чертеже показано устройство, общий вид в разрезе.
Устройство состоит из станины 1 с закрепленной на ней несущей плитой 2 и направляющей втулкой 3, в которой размещен корпус 4 с возможностью вертикального перемещения с помощью рейки, нарезанной на корпусе 4, и шестерни 5. Корпус фиксируют в определенном положении тангенциальным эксцентриковым зажимом 6. В
корпусе 4 на подшипниках 7 качения установлен шпиндель 8, внутрь которого запрессованы бронзовые втулки 9, на которых имеет возможность перемещаться в вертикальном направлении полый вал 10. Нижний конец полого вала 10 входит в соленоид 11, закрепленный на корпусе 4. Соленоид подключен к сети переменного электрического тока напряжением 220 В и 50 Гц посредством регулятора 12 электрического тока. Упрочняемое изделие устанавливают на площадку 13 полого вала 10. Нагрев порошка, насыпанного в предварительно проточенную на изделии канавку, осуществляют с помощью индуктора 14 высокочастотной установки. Между площадкой 13 полого вала 10 и шпинделем 8 установлена пружина 15 для облегчения пеО
о ю
Nj
ю
ремещения вверх изделия вместе с зажимным устройством и полым залом. Для первоначальной регулировки амплитуды колебаний используют колпачковую гайку
16,перемещающуюся по резьбе, нарезанной на верхнем конце шпинделя 8. За счет сжатия пружины 15, размещенной между площадкой 13 и шпинделем 8, изменяют ее жесткость. При постоянном значении электрического тока в соленоиде 11 и зазора между соленоидом и полым валом от жесткости пружины зависит амплитуда (перемещение полого вала вниз). Для ограничения перемещения изделия при его движении вверх гайка 16 имеет заплечики
17,в которые упирается площадка 13. Изделие закрывают крышкой 18, выполненной из изоляционного неферромагнитного материала, с кольцевой щелью 19, образуемой двумя коаксиально расположенными втулками 20 и 21, соединенными в верхней части узкими перемычками. В кольцевой щели расположен нагружающий элемент в виде груза 11 и изоляционной прокладки 23. Крышка 18 закреплена гайкой 24 на штоке 25, упруго поджимаемом к крышке пружиной 26 через штифт 27. Регулятор 12 силы электрического тока взаимодействует через толкатель 28 с рычагом 29, закрепленным на нагружающем элементе.
Устройство работает следующим образом.
В изделии протачивают предварительно канавку, равную глубине упрочненного слоя. В кольцевую щель 19 крышки 18, находящейся в перевернутом положении, помещают груз 22 и прокладку 23, после чего, на нее насыпают объемную дозу порошка и накрывают изделием. Всю сборку переворачивают, устанавливают на площадку 13 и заворачивают гайку 24 до отказа. При этом шток 25 поднимается, сжимая штиф- - том 27 пружину 26, и плотно прижимает крышку к изделию. Для компенсации температурных деформаций крышки и изделия в процессе нагрева гайку 24 отпускают на один оборот. После этого вращением шестерни 5, взаимодействующей с рейкой, на- резаиной на корпусе 4, последний поднимают на такую высоту, чтобы кольцевая канавка на изделии находилась на уровне индуктора 14 высокочастотной установки. В таком положении корпус 4 фиксируют тангенциальным эксцентриковым зажимом 6. Регулятором 12 электрического тока и гайкой 16 устанавливают необхоодимую величину колебаний детали, чтобы соблюдалось условие A / const( Гц), где А- амплитуда, V- частота колебаний.
Включают нагрев изделия от индуктора 14 и вибрацию изделия, осуществляемую за счет изменения направления электрического тока с частотой 50 Гц. При этом вме.сте с
полым валом 10 и изделием колеблется груз 22. При правильном подборе амплитуды и частоты колебаний при движении вверх изделие и груз в некоторой точке разъединяются, двигаются самостоятельно, а за0 тем встречаются в определенной точке, причем их контактирование происходит в виде удара. При нагреве изделия до температуре 0,8-0,95 т, пл. порошка происходит его интенсивное уплотнение, активируемое
5 вибрацией и ударами нагружающего элемента. В результате увеличивается усадка покрытия и нарушается соотношение между амплитудой и частотой колебаний. Это устраняется изменением величины
0 электрического тока, пропускаемого через соленоид, и жесткости пружины, что осуществляется с помощью толкателя, взаимодействующего с нагружающим элементом и воздействующего на регулятор 12
5 силы электрического тока. После полного уплотнения порошка отключают нагрев изделия, а вибрацию продолжают до температуры 950-1000 К. Затем отключают вибратор, корпус 4 с помощью шестерни 5 опускают в
0 нижнее положение, предварительно отпустив тангенциальный эксцентриковый зажим 6.
Корпус 4 фиксируют в нижнем положении тем же зажимом 6, отворачивают гайку
5 24, снимают крышку 18 и упрочненное изделие. После этого операции повторяются для нанесения покрытия на следующее изделие.
Колпачковая гайка 16 служит для регу0 лирования амплитуды колебаний в зависимости от габаритов (или веса) изделия в первоначальный момент виброударного процесса. Предварительно сжимая пружину 15, повышают ее жесткость, тем самым
5 уменьшают амплитуду колебаний при одном и том же значении электрического тока, подаваемого в соленоид электромагнита. При движении груза вв ерх эта же гайка ограничивает перемещение площадки 13 (а
0 следовательно, и изделия) в вертикальном направлении.
В процессе нанесения покрытия амплитуда изменяется автоматически за счет постоянной взаимосвязи груза через толка5 тель с регулятором силы электрического тока.
Устройство обеспечивает теоретическое соотношение амплитуды и частоты колебаний изделия в течение всего процесса припекания, что способствует его ускорению (повышению производительности) и повышению качества покрытий.
Сравнительные данные полученных покрытий с использованием известного и предлагаемого устройств приведены в таблице.
Таким образом, как видно из таблицы, предлагаемое устройство обеспечивает повышение качества покрытий и производительности процесса их нанесения за счет снижения времени обработки порошка для достижения максимальной плотности покрытия.
0
Формула изобретения Устройство для нанесения покрытия из металлического порошка на изделия по авт. св. Ns 1252056, отличающееся тем, что, с целью повышения качества покрытия и производительности процесса, оно снабжено толкателем и колпачковой гайкой, установленной на полом валу с возможностью взаимодействия с площадкой, а вибратор выполнен с регулятором силы электрического тока, установленным с возможностью взаимодействия с грузом посредством толкателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытия из металлического порошка на изделие | 1985 |
|
SU1252056A2 |
| Устройство для нанесения покрытия из металлического порошка на изделие | 1983 |
|
SU1088885A1 |
| Устройство для нанесения покрытий из металлических порошков | 1977 |
|
SU654693A1 |
| Установка для нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических изделий | 1987 |
|
SU1498590A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2022713C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1990 |
|
RU2021883C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРИЧЕСКИ ЗАРЯЖЕННЫХ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 1998 |
|
RU2149711C1 |
| Устройство для нанесения покрытий из порошковых материалов | 1979 |
|
SU880625A1 |
| Устройство для определения прочности бетона | 1988 |
|
SU1613928A1 |
| Установка для нанесения покрытий из металлического порошка на торцовые поверхности | 1986 |
|
SU1398991A1 |
Изобретение относится к устройствам для нанесения покрытия из металлического порошка на изделия. Цель - повышение качества покрытия и производительности процесса. В кольцевую щель 19 крышки 18 помещают груз 22 и прокладку 23, насыпают на нее порошок и накрывают изделие с проточенной канавкой. Вращением шестерни 5, взаимодействующей с рейкой на корпусе 4, корпус поднимают так, чтобы кольцевая канавка на изделии была на уровне индуктора 14. Регулятором электрического тока 12 и гайкой 16 устанавливают необходимую величину колебаний детали. Включают нагрев изделия и его вибрацию. При нагреве изделия до температуры 0,8-0,95 т. пл. порошка происходит его уплотнение и усадка покрытия, а соотношение между амплитудой и частотой колебаний нарушается. Это устраняется изменением величины тока и жесткости пружины с помощью толкателя, взаимодействующего с грузом 22 и воздействующего на регулятор 12. 1 ил., 1 табл. (Л С
| Авторское свидетельство СССР № 1083885, кл, В 22 F 7/04, 1983 | |||
| Устройство для нанесения покрытия из металлического порошка на изделие | 1985 |
|
SU1252056A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
