оо
00 00 00
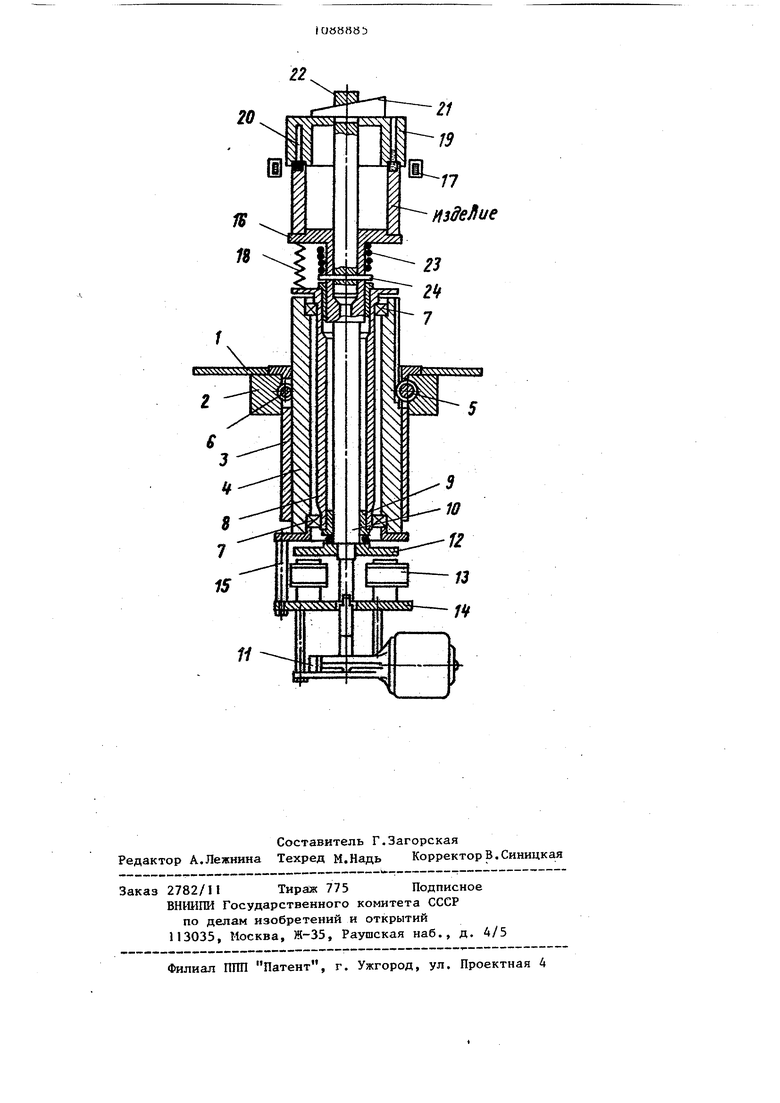
ел 1 Изобретение относится к технологии машиностроения, и частности, к устройствам для нанесения металлических покрытий ИГ) порошковых материалов, и может быть использовано для упрочнения торцовых поверхностей изделий и восстановления их в процессе ремонта. Известно устройство для электроконтактной наплавки торцовых уплотнений. Уплотнение устанавливают на нижней контактной плите машины рель ефной сяарки. Кольцевую рабЪчую камеру, соответствующую размерам наплавляемого пояска, образуют внутреннее и наружное кольца из термостойкого электроизоляционного материала. В камеру помещают порошок, через который пропускают ток с помощью медного электрода. Уплотнение расплава осуществляют перемещением верхней контактной плиты .Г13. К недостаткам указанного устройства относятся возможность брака из делий вследствие образования радиальных трещин и необходимость применения дополнительного технологического стального кольца для устранения припекания порошка к рабочей поверхности электрода. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для нанесения покрытия из металлического порошка на изделие, содержащее корпус, узел вращения с полым приводным валом, зажимное приспособ ление, вибратор и источник нагрева Вибратор, выполнен в виде электромагнитов, установленных на плите, и диска, смонтированного на одном из концов приводного вала, а зажимное приспособление соединено с другим концом приводного вала и выполнено Б виде кольцевого биметаллического элемента L2 } Недостатокi известного устройства заключается в том, что порошок в процессе нагрева дает усадку на 30-40%у в результате чего при окон чательной механической обработке и делия приходится снимать дополнительный припуск основного материал что влечет за собой непроизводител ньтй расход металла и увеличивает трудоемкость процесса изготовления изделия. Цель изобретения - снижение вре мени на последующую механическую 852 обработку изделия путем уменьшения припусков. Поставленная цель достигается .тем, что устройство для нанесения покрытия из металлического порошка на изделие, содержащее корпус, узел вращения с полым приводным валом, зажимное приспособление, вибратор и источник нагрева, снабжено из изоляционного материала с кольцевой щелью для размещения порошка, закрепленной на валу посредством подпружиненного штока и клина. На чертеже изображено устройство для нанесения покрытия из металлического порошка, на изделие общий вид, Устройство состоит из станины I с закрепленной на ней несущей плитой 2 и направляющей втулкой 3, в которой размещен корпус 4 с возможностью вертикального перемещения при noMonyi рейки, нарезанной на кор пусе 4, и шестерни 5, Корпус фиксируют в определенном положении при помощи тангенциального эксцентрикового зажима 6. В корпусе 4 на подшипниках качения 7 установлен шпиндель 8, внутрь которого запрессованы бронзовые втулки 9, на которых имеет возможность перемещаться в вертикальном направлении полый приводной вал 10, Последний „получает вращение .от двигателя, объединенного с редуктором 11. На нижнюю часть приводного вала 10 плотно насажен диск 12, притягиваемый вместе с приводным валом 10 к электромагни там 13 при подаче на них напряжения. Электромагниты 13 смонтирова-. ны на плите 14, присоединяемой к корпусу 4 посредством шпилек 15. Упрочняемое изделие устанавливают на площадку 16 приводного вала 10, Нагрев порощка, насыпанного в предварительно проточенную на изделии канавку, осуществляют с помощью индуктора 17 высокочастотной установки. Между приводным валом 10 и шпий делен 8 установлены пружины 18 для перемещения изделия вверх при отклю чении напряжения, подаваемого на электромагниты 13. Изделие закрывают крышкой 19,-выполненной из изоляционного неферромагнитного материала, с кольцевой щелью 20, образуемой двумя коаксиально pacпoлoжeнv ными втулками, соединенными в ве рхней части узкими перемычками, не мешающими засыпке порошка в щель. Крышку закрепляют посредством клина 21 и штока 22, упругоподжимаемого к крышке пружиной 23 через штифт 24. Устройство работает следующим образом. В изделии предварительно протачивают канавку глубиной, равной толщине упрочненного слоя. Изделие устанавливают на площадку 16 приводно го вала 10, закрывают крьщ1кой 19 и прижимают клином 21, входящим в клиновидный паз гатока 22, который при этом поднимается вверх, сжимая пружину 23 с помощью штифта 24, В кольцевую щель 20 засыпают дозу металлического порошка, который запол няет проточенную канавку на изделии и часть щели, располагаясь в ее нижней части. После этого вращением шестерни 5, взаимодействующей с рейкой, нарезанной на корпусе 4, последний поднимают на такую высоту, чтобы кольцевая канавка на изделии находилась на уровне индуктора высокочастотной установки. Б таком положении корпус 4 фиксируют тангенциальным эксцентриковым зажимом 6. Включают электродвигатель с редуктором 11, вращение от которого передается через полый приводной вал 10 изделию. Частота вращения принимается невысокой и составляет 0,1-0,15 1 /с с целью более ра номерного нагрева изделия. Затем включают нагрев изделия от индуктора ТВЧ и вибрацию изделия, осущес . за счет периодического притяжения электромагнитом 13 диска 12 плотно посаженного на приводной вал 10, на верхнем конце которого распо ложено изделие, закрытое крьшткой 19 Когда диск притянут к электромагнитам, площадка 16 сжимает пружины 18 при перемене направления тока электромагниты отпускают диск и пружины возвращают изделие в исходное положение. В электрической схеме электр магнита предусмотрен узел для регу- лирования амплитуды колебаний, например, изменением подаваемого напряжения. При нагреве изделия до те пературы 1020-1120 К, характеризую154 щейся интенсииной усадкой порошка, происходит полное заполнение проточки в изделии, при этом дополнительная доза порошка, необходимая для получения гладкой торцовой поверхности, подается из кольцевой щели крышки. Так как крьш1ка выполнена из изоляционного неферромагнитного материала она не нагревается от индуктора ТВЧ и не препятствует перемещению порошка в вертикальном направлении вплоть до полного израсходования порошка в кольцевой щели крьшки. После расплавления всей дозы порошка и заполнения кольцевой проточки отключают нагрев изделия, а вибрацию продолжают для повышения плотности нанесенного покрытия, снижения его пористости и измельчения структуры. После охлаждения изделия до 950-1000 К вибрацию отключают, корпус 4 опускают в нижнее положение, предварительно отпустив тангенциальный эксцентриковый зажим 6, при помощи шестерни 5. Затем корпус 4 фиксируют в нижнем положении зажимом 6, после чего вынимают клин 21, снимают крьш1ку 19 и изделие а устройства. Применение предлагаемого устройства, позволяет при изготовлении торцовых уплотнений центробежных насосов химического производства достигнуть экономии высоколегированной нержавеющую стали типа Х18Н9Т(в зависимости от размера уплотнений 80-130 г на одно изделие и повысить производительность процесса изготовления упрочненных уплотнений в 3 раза за счет снижения времени на механическую обработку с 25 до 8 мин, что обеспечивается уменьшением припусков. Качество покрытий высокое и при использовании порошка ПГ-СР4характеризуется следующими данньми: твердость 52-55 HRC; относительная износостойкость 3,5 (по сравнению со сталью 40Х, закаленной до твердости 42-45); пористость 2-3%; прочность сцепления слоя с основной 210-250 М1Г/м. Годовой экономический эффект от использования одного устройства составляет 2850 руб.
20
1i
из&е/1ие
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытия из металлического порошка на изделие | 1985 |
|
SU1252056A2 |
| Устройство для нанесения покрытия из металлического порошка на изделия | 1989 |
|
SU1699717A2 |
| Устройство для нанесения покрытий из металлических порошков | 1977 |
|
SU654693A1 |
| Устройство для нанесения покрытий из металлического порошка | 1983 |
|
SU1122425A1 |
| Установка для нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических изделий | 1987 |
|
SU1498590A1 |
| Устройство для нанесения металлического слоя на изделие | 1983 |
|
SU1180160A1 |
| Устройство для нанесения покрытий из металлического порошка | 1977 |
|
SU733864A1 |
| Способ нанесения порошковых покрытий на внутренние поверхности деталей и устройство для его осуществления | 1989 |
|
SU1719161A1 |
| Устройство для нанесения металлического слоя на изделие | 1983 |
|
SU1084116A2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2022713C1 |
УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ МЕТАЛЛИЧЕСКОГО ПОРОШКА НА ИЗДЕЛИЕ, содержащее корпус, узел вращения с полым приводным валом, зажимное приспособление, вибратор и источник нагрева, отличающееся тем, что, с целью снижения времени на последующую меха- г, Ническую обработку изделия путем уменьшения припусков, оно снабжено крышкой из изоляционного материала с кольцеЁой щелью для размещения порошка, закрепленной на валу посредством подпружиненного штока и клина,. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шрейбер Г.К.Кершенбаум В.Я, Батраков В.Н | |||
| и Смирнов Н.А | |||
| Усовершенствование электроконтактной наплавки торцовых уплотнений | |||
| - Сварочное производство,1975, № 11, с.33 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для нанесения покрытий из металлических порошков | 1977 |
|
SU654693A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ., ., | |||
