7в
IS
i
О)
СА
;о
00
тие корпуса вентиля 7 вводят приспособление для формирования порошкового слоя. Через вертикальный канал 19 стержня 17 засьтается порошок, который по наклонным каналам распределяется по всей кольцевой полости. После загрузки порошка включаются пнев- моцнлиндры, перемещающие траверсу /i прижимом вниз по направляющим. При этом прижим входит в соприкосновение с крьшпсой 26, в результате чего захваты прижима охватывают крышку 26 и подготавливают установку к удалению приспособления для формирования порошкового слоя из корпуса вентиля. При достижении траверсой заданного нижнего положениявключается вибратор и индукционный нагрев. При этом порошок, находящийся под действием давления вибрации и температуры, фо мируется в монолитный слой и припе- Лается к корпусу вентиля..5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытий из металлического порошка на торцевые поверхности | 1980 |
|
SU1018806A1 |
| Устройство для нанесения покрытий из порошка | 1980 |
|
SU917909A1 |
| Устройство для нанесения покрытия из металлического порошка на изделие | 1983 |
|
SU1088885A1 |
| Устройство для нанесения покрытий из металлических порошков | 1988 |
|
SU1622085A1 |
| Способ нанесения порошковых покрытий на внутренние поверхности деталей и устройство для его осуществления | 1989 |
|
SU1713743A1 |
| Способ нанесения порошковых покрытий на внутренние поверхности деталей и устройство для его осуществления | 1989 |
|
SU1719161A1 |
| Устройство для формирования функциональных покрытий из порошкового материала на торцевой поверхности металлической детали двухсторонним прессованием | 2020 |
|
RU2761060C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2017586C1 |
| Устройство для нанесения покрытий из металлических порошков | 1984 |
|
SU1166894A1 |
| Устройство для нанесения покрытий из металлических порошков на поверхности полых изделий типа тел вращения | 1985 |
|
SU1284695A1 |
Изобретение относится к устрой- ствам для нанесения покрытий из металлического порошка иа торцовые поверхности. Цель изобретения - повьппе- ние производительности процесса. В приспособление устанавливают корпус вентиля 7 с подготовленным отверстием для нанесения покрытия. С помощью подъемного стола корпус вентиля 7 ,, подводят к индуктору ТВЧ. В отверс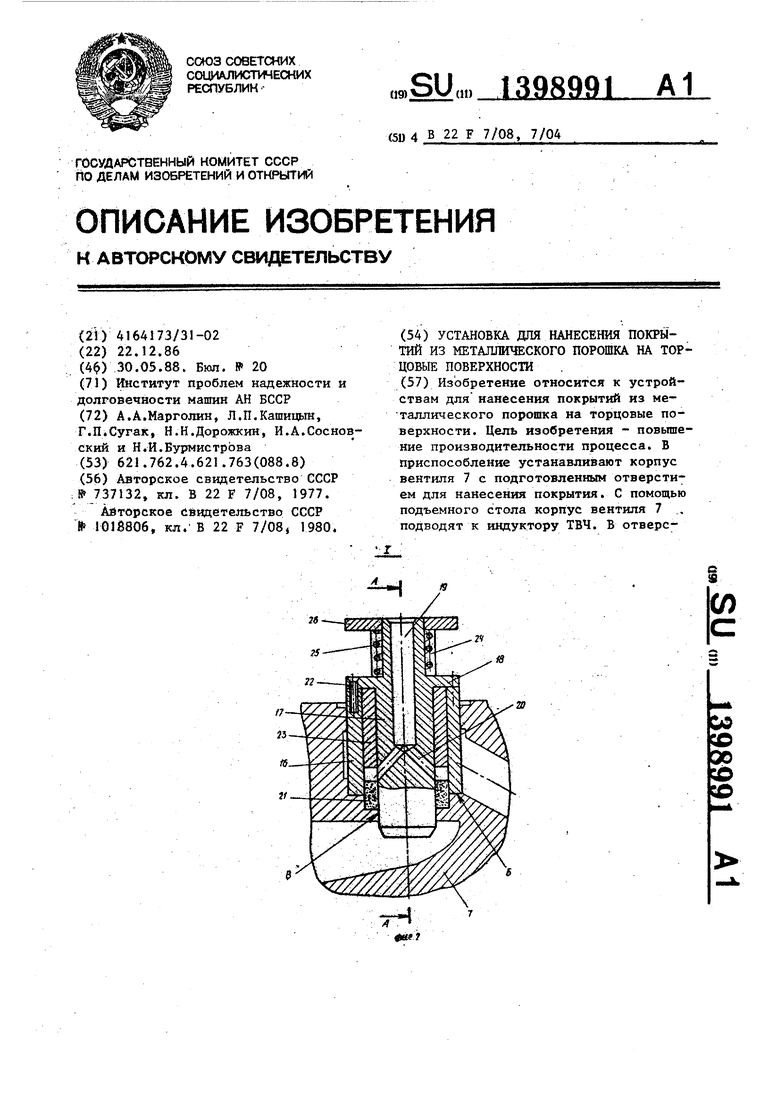
Изобретение отно-сит я к порошко- вой металлургии, в частности к устройствам, обеспечивающим нанесение покрытий из металлических порошков на торцовые поверхности отверстий корпусных деталей, и может быть использовано, например, для упрочнения и восстановления быстроизнапгивающих-. ся поверхностей седел вентилей, при- менявмых S химическом и энергетическом производствах,
. Цель изобретения - повышение производительности процесса.,
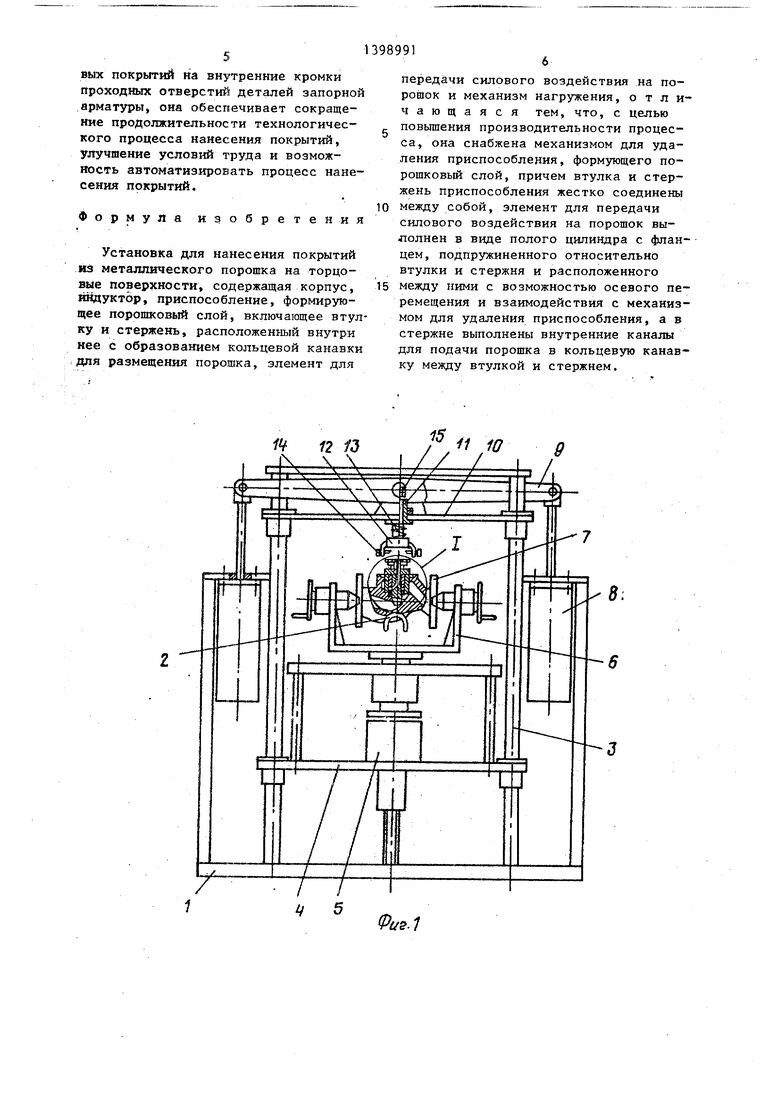
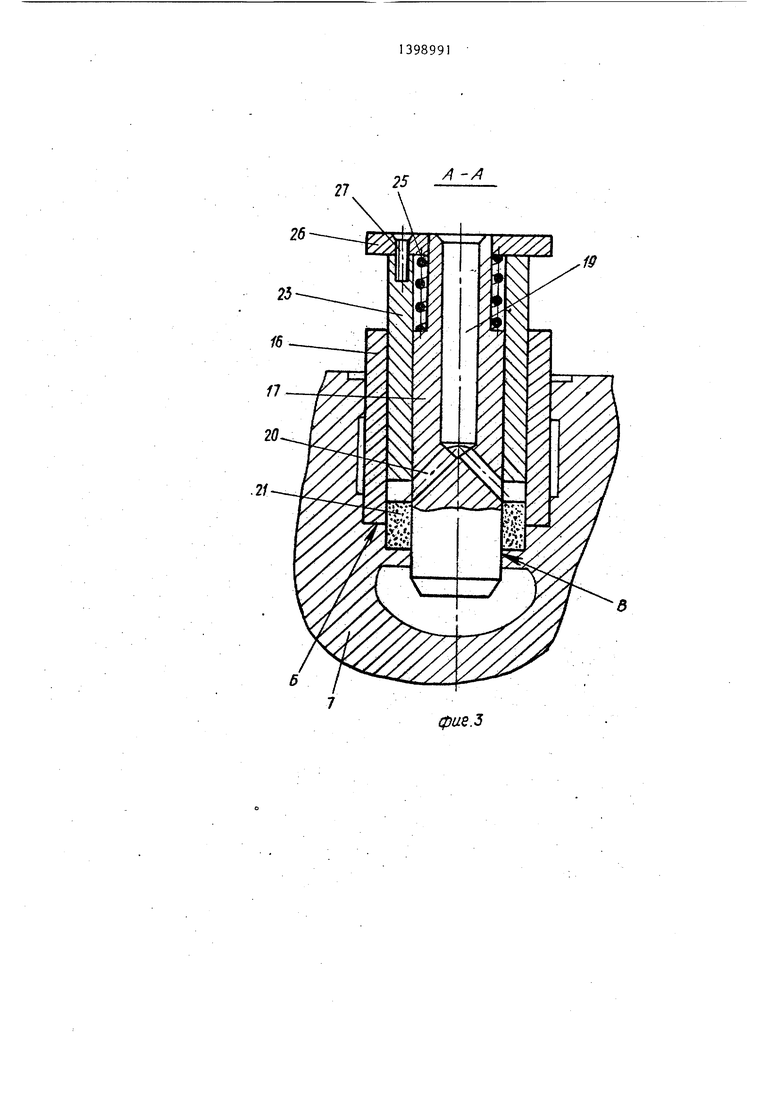
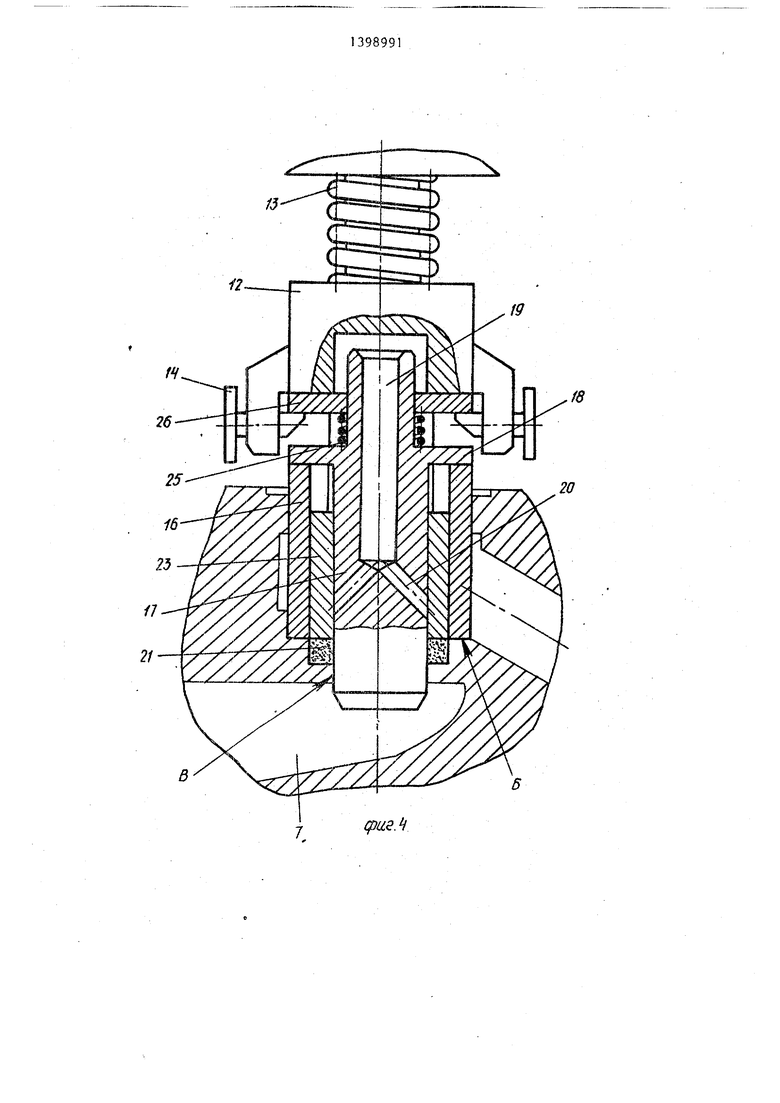
На фиг. 1 показана схема установки для нанесения покрытий; на фиг.2 - схема размещения порошка в кольцевой канавке корпуса вентиля и кольцевой канавке приспособления для формирования порошкового слоя, узел I на фиг.15 на фиг.З -: разрез А-А на фиг.2; на фиг.4 - положение пршкима механизма нагружения и элемента для передачи . .силового воздействия на порошок при , способления для формирования порошко
вого слоя после уплотнения порошка;
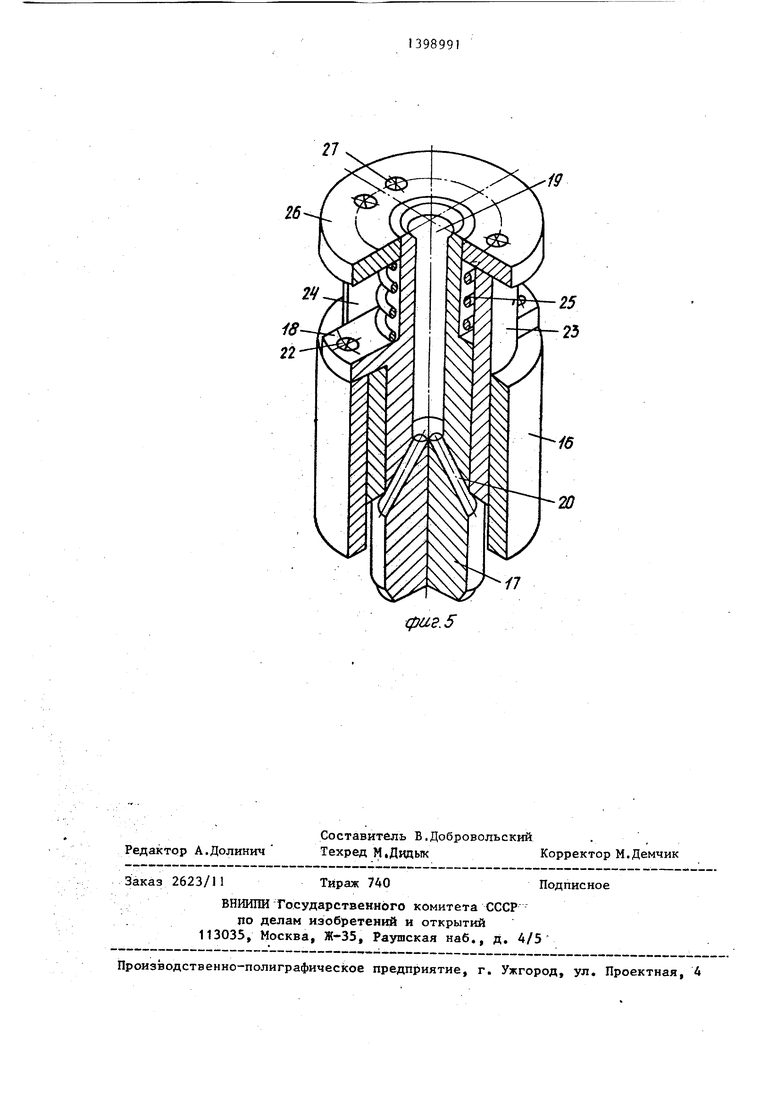
на фиг.5 - приспособление для формирования порошкового слоя.
Установка (фиг.1) состоит из корпуса 1, индуктора ТВЧ 2, направляю- щих стоек 3, подъемного стола 4 с вибратором 5, на столике которого установлено приспособление 6 для установки корпуса вент1; ля 7, механизма нагружения, состоящего из двух пнёв- моцилиндров 8, штоки которых для компенсации неравномерности хода шарнир- но соединены с коромыслами 9, которые, в свою очередь, шарнирно соеди
)
. 5
нены с траверсой 10 с установленной на ней направляющей втулкой 11. В направляющей втулке 11 размещен с возможностью перемещения вдоль оси прижим 12 с пружиной 13 и механизмом удаления приспособления для формирования порошкового слоя, выполненного в виде подпружиненных захватов 14, представляющих собой пластины со скосами. От вьшадания из направляющей втулки 11 прижим 12 удерживается гайками 15. В состав установки входит приспособление для формирования порошкового слоя (фиг.2,3j4,5), состоящее из втулки 16 и стержня 17 с фланцем 1.8 и внутренними каналами 19 и 20 для подачи порошка 21. Втулка 16 и стержень 17 соединены с помощью винтов 22. В качестве элемента для , передачи силового воздействия на порошок 21 используется полый цилиндр 23 с пазом 24, установленный faK, что фланец 18 стержня 17 размещается в пазу 24 цилиндра 23. Цилиндр 23 поджимается пружиной 25, размещенной между фланцем 18 стержня 17 и крьш1- кой 26, установленной на цилиндре 23 и закрепленной винтами 27.
Выполненная таким образом установка позволяет осуществлять загрузку порошка непосредственно в подготовленную полость обрабатываемой детали, удерживать требуемую дозу порошка в за;крытом объеме внутренних кромок проходного отверстия обрабатываемой детали, осуществлять механизированный процесс силового воздействия на порошок с одновременным разогревом
детали вихревыми токами и активированием процесса с помощью вибрации, механизированное удаление приспособления для формирования порошкового слоя из обработанной детали и обнажение слоя нанесенного покрытия, кроме того, представляется возможным aBTC-- матизировать процесс нанесения покрытия .
Устройство работает следующим образом.
В приспособление 6 для установки корпуса вентиля устанавливают корпус вентиля 7 с подготовленным отверстием для нанесения покрытия. С помощью подъемного столй 4 корпус вентиля 7 подводят к индуктору ТВЧ 2, обеспечивая требуемый зазор между корпусом 7 и индуктором ТВЧ 2.
В отверстие корпуса вентиля 7 вводят приспособление для формирования порошкового слоя, при этом стержень 17 входит в расточенное о-тверстие корпуса вентиля 7, а кольцевая канавка, образованная втулкой 16 и стержнем 17, совмещается с подготовленным отверстием корпуса вентиля 7 и образуется замкнутая кольцевая полость для . размещения порошка 21.
Через вертикальный канал 19 стержня 17 .с помощью дозатора (не показан) засыпается требуемая порция порошка 21, который по наклонным каналам 20 распределяется по всей кольцевой полости. После загрузки порошка 21 включаются пневмоцилиндры 8, которые перемещают траверсу 10 с прижимом I2 вниз по направляющим стойкам 3. В процессе движения траверсы 10 захваты 14 прижима 12 упираются в крьшжу 26 приспособления для формирования порошкового слоя и благодаря скосам раздвигаются, давая возможность прижиму 12 войти в соприкосновение с крьшкой 26, после чего захваты 14 под действием своих пружин возвращаются в исходное положение, захватив крышку -26 и подготовив установку к удалению приспособления для формирования порошкового слоя из корпуса вентиля 7. При дальнейшем движении траверсы 10 вниз прижим 12 через крышку 26 надавит на цилиндр 23, который также опускается пока не войдет в соприкосновение с порошком 21 и не уплотнит его, при этом п-ружяна 25 сжимается и плотно прижимает втулку I 6 к поверхности Б корпуса вентиля 7, предотвращая вьщавливание порошка между втулкой 16 и корпусом вентиля 7. Предотвращение выдавливания порошка 21 между стержнем 17 и поверхностью В отверстия корпуса вен- .ТШ1Я 7 обеспечивается тем, что стержень I 7 имеет наружный диаметр, обес0 печивающий размещение его в корпусе вентиля с зазором, меньшим чем размер частиц порошка 21. После уплотнения порошка 21 цилиндр 23 и соответ- ственно прижим 12 прекращают движе5 ние вниз, а траверса 10, продолжая опускаться, начинает сжимать пружину 13, жесткость которой больше жесткости пружины 25, но меньше жесткости пружин вибратора 5.
0 Система траверса 10 - прижим 12 - цилиндр 23 - порошок 21 - корпус вентиля 7 (фиг.4) находится под действием осевого усилителя, величина которого определяется величиной сжатия
5 пружины 13. Величина сжатия пружины
13зависит от крайнего нижнего положения траверсы 10, которое фиксируется конечными выключателями (не показаны) , подающими сигнал на прекраще0 ние перемещения.штоков пневмоцилинд- ров 8.
При достижении траверсой 10 заданного нижнего положения включается вибратор 5 и индукционный нагрев.
g При этом корпус вентиля 7 разогревается вихревыми токами, а порошок 21, находящийся под воздействием давления, вибрации и температуры, формируется в монолитный слой и припекается
0 к корпусу вентиття 7, Для защиты от припекания порошка на поверхностях стержня 17 и цилиндра 23, соприкасающихся с порошком 21, нанесено защитное покрытие, например, окиси хрома
5 или окиси алюминия.
После завершения процесса высокотемпературной обработки индукционный нагрев и вибратор 5 отключаются, а штоки пневмоцилиндров 8 поднимают
Q траверсу 10 с прижимом 12, захваты
14которого вынимают приспособление Для формирования порошкового слоя из корпуса вентиля 7, обнажая слой нанесенного покрытия.
55
Преимущество предлагаемой установки по сравнению с известным устройством заключается в том, что в случае ее применения для нанесения порошковы х покрытий на внутренние кромки проходных отверстий деталей запорной арматуры, она обеспечивает сокращение продолжительности технологического процесса нанесения покрытий, улучшение условий труда и возможность автоматизировать процесс нанесения покрытий.
Формула изобретения
Установка для нанесения покрытий из металлического порошка на торцовые поверхности, содержащая корпус, индуктор, приспособление, формируюее порошковый слой, включающее втулку и стержень, расположенный внутри нее с образованием кольцевой канавки ля размещения порошка, элемент для
fV 1215
передачи силового воздействия на порошок и механизм нагружения, отличающаяся тем, что, с целью
повышения производительности процесса, она снабжена механизмом для удаления приспособления, формующего по- рошковьй слой, причем втулка и стержень приспособления жестко соединены
между собой, элемент для передачи силового воздействия на порошок вы- лолнен в виде полого цилиндра с фланцем, подпружиненного относительно втулки и стержня и расположенного
между ними с возможностью осевого перемещения и взаимодействия с механизмом для удаления приспособления, а в стержне выполнены внутренние каналы для подачи порошка в кольцевую канавку между втулкой и стержнем.
9
Фи5.1
26
Л-х4
IS
фие.з
q)ijL5.i
Редактор А.Долинич
Составитель В.Добровольский Техред М.Дидык
Заказ 2623/11
Тираж 740
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, Д. 4/5
/7
фаг. 5
Корректор М.Демчик
Подписное
| Устройство для нанесения покрытий из металлических порошков на торцевые поверхности детали | 1977 |
|
SU737132A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для противопожарной защиты | 1982 |
|
SU1016806A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
