Изобретение относится к металлургической промышленности, в частности к области производства сварных труб большого диаметра.
Цель изобретения - снижение расхода металла труб путем повышения качества начального участка шва и уменьшение обрези переднего конца труб.
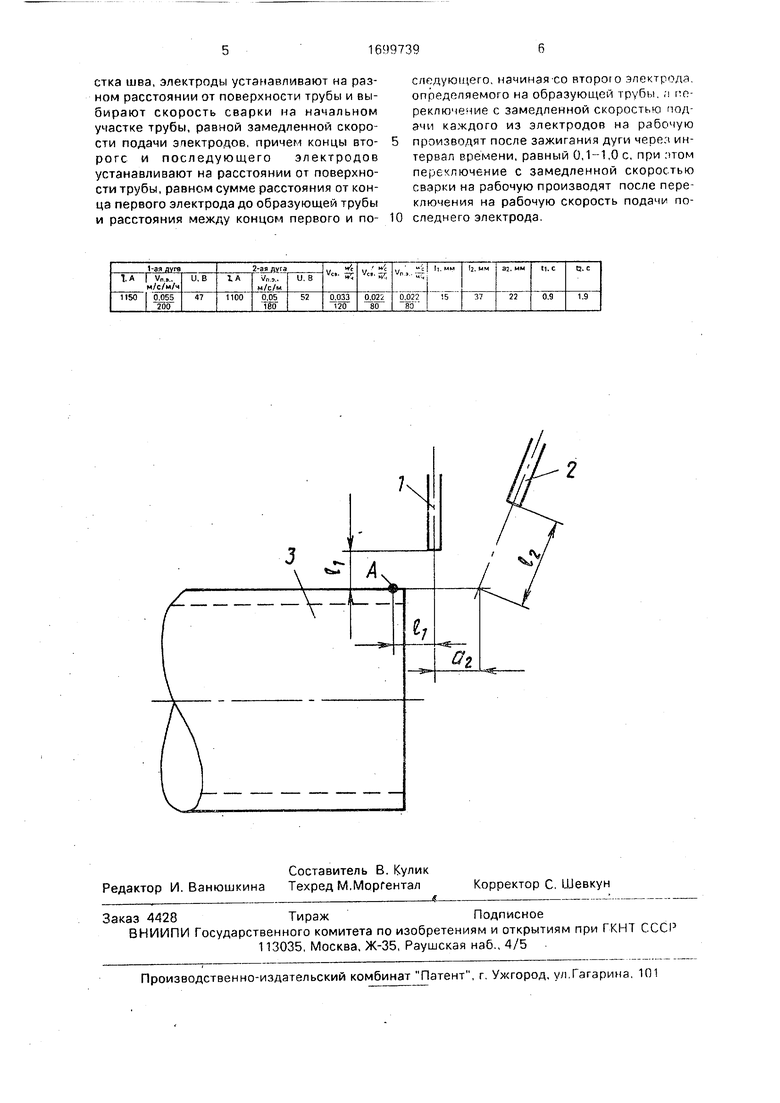
На чертеже представлена схема способа сварки.
Способ осуществляется следующим образом.
Перед началом сварки электроды 1 и 2 выставляют на расстояниях И и 2 от поверхности трубы 3 соответственно, В момент включения подачи электродов 1 и 2 с замедленной скоростью УПэ труба 3 движется также с замедленной скоростью VTp Vn.3. За время ti от момента включения подачи конец электрода 1 пройдет расстояние h и коснется в точке А поверхности трубы 3, которая за этот период времени также пройдет путь, равный И. Таким образом, зажигание дуги электрода 1 произойдет в точке А.
Если расстояние от конца электрода 2 до поверхности трубы 3 будет составлять 2 И Э2, где 32 - расстояние между концами электродов 1 и 2 в момент одновременного касания ими поверхности трубы 3, то он встретится с трубой 3 в точке А.
После касания электродом 1 поверхности трубы 3 и зажигания дуги происходит
о о о
VI
W
о
обгорание конца электрода и увеличение дугового промежутка. Поскольку скорость подачи электрода замедлена и не соответствует установленному значению напряжения холостого хода источника сварочного тока, длина дуги будет увеличиваться, а сварочный ток падать до полного обрыва дуги, Переключение с замедленной скорости подачи электрода на рабочую необходимо про- извести в период горения дуги, а промежуток времени от момента зажигания дуги до ее обрыва зависит от степени уменьшения скорости подачи электрода и режима сварки. Экспериментально установлено, что при рекомендуемом уменьшении скорости подачи электрода до 0,3-0,7 ее рабочего значения и в диапазоне режимов, применяемых при многодуговой сварке груб, время от момента касания электродом поверхности трубы и зажигания дуги до переключения с замедленной скорости подачи электрода на рабочую должно лежать в пределах 0,1-1,0 с. При переключении на рабочую скорость подачи раньше, чем через 0,1 с после касания электродом поверхности трубы, надежность устойчивого зажига- ния падает даже при значительном замедлении скорости подачи (Vn.s/ 0,.э.) и большом значении сварочного тока (1св 1300-1500 А). При переключении на рабочую скорость подачи позже, чем через 1,0 с после касания электродом поверхности трубы, вероятность обрыва дуги резко возрастает даже при малом замедлении скорости подачи (Уп.э/ 0,7УПэ.) и высоком рабочем падении напряжения на дуге (U 50-55 В).
Таким образом, переключение с замедленной скорости подачи электрода 1 на рабочую следует производить через (г-.т- +
Vn.s. 2 ,
+0,1...1,0), а с электрода 2 - через (Vn.3
после включения их подачи.
и -г-тг- - промежутки вреVn э.
+(0,1...1,0) с Здесь Э
мени, необходимые для того, чтобы электро- ды достигли поверхности трубы из исходного положения.
Способ можно осуществлять при любом количестве электродов, например при трех- дуговой и четырехдуговой сварке. При этом перед сваркой концы второго и последующих электродов должны быть выставлены на расстояниях от поверхности трубы, равных ь It + ап. где If, расстояние по оси п-го электрода от его конца до поверхности трубы, ап - расстояние от конца n-го электрода до конца первою п гродз на поверхности
0
5
0
5
0
5
0
5
0
5
трубы. Переключение с замедленной скорости подачи каждого из электродов на рабочую производят в этом случае через
+ () с после включения подачи
электродов, где v n э - скорость замедленной подачи электродов.
При этом зажигание всех дуг происходит в одной точке на поверхности трубы, что позволяет при любом количестве дуг по- пучить заданные геометрические параметры шва на очень малом расстоянии от его начала. Кроме того, второй и последующие электроды осуществляют электрический контакт не с холодным металлом, иногда покрытым окалиной и ржавчиной, а с жидким металлом сварочной ванны, образованной при зажигании дуг предшествующих электродов, что повышает до 100% вероятность зажигания дуг при первом контакте.
Замедление скорости сварки на начальном участке способствует надежности з.чжи- гания дуг и, кроме того, в еще большей степени уменьшает начальный участок шва, на котором его размеры не соответстпуют требованиям. Переключение с замедленной скорости сварки на рабочее значение следует производить не ранее, чем будет произведено переключение последнего электрода на рабочую скорость подачи. В противном случае не будет обеспечено зажигание всех электродов в одной точке трубы и будет увеличен некачественный участок шва, подлежащий обрезке.
Пример. Проводили сварку труб с толщиной стенки 12 мм на стане наружной сварки .
Режим двухдуговой сварки труб и параметры, определяющие начало процесса сварки, приведены в таблице.
Расстояния И и h обеспечивались реверсом электродов при окончании сварки предыдущей трубы.
Предлагаемый способ позволяет уменьшить длину начального участка шва, подлежащего обрезке в среднем с 70-90 до 30-40 мм.
Формула изобретения Способ многодуговой сварки плавящимися электродами, при котором в начале процесса сварки электроды одновременно подают с замедленной скоростью, а после зажигания дуг увеличивают скорость подачи электродов до рабочих значений, отличающийся тем, что, с целью снижения расхода металла при сварке труб из леродистых и низколегированных сталей путем повышения качества начального участка шва, электроды устанавливают на разном расстоянии от поверхности трубы и выбирают скорость сварки на начальном участке трубы, равной замедленной скорости подачи электродов, причем концы второго и последующего электродов устанавливают на расстоянии от поверхности трубы, равном сумме расстояния от конца первого электрода до образующей трубы и расстояния между концом первого и по
следующего, начиная-со второго электрода, определяемого на образующей трубы. ; переключение с замедленной скоростью подачи каждого из электродов на рабочую производят после зажигания дуги черел интервал времени, равный 0,1-1,0 с, при перечлючение с замедленной скоростью сварки на рабочую производят после переключения на рабочую скорость подачи последнего электрода.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| Способ сварки продольного шва труб большого диаметра | 1986 |
|
SU1428557A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ | 2005 |
|
RU2293001C1 |
| АГЛОМЕРИРОВАННЫЙ ФЛЮС МАРКИ 48АФ-59 ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ТРУБНЫХ СТАЛЕЙ КАТЕГОРИЙ Х90-Х100 | 2010 |
|
RU2442681C1 |
| Способ многодуговой сварки | 1976 |
|
SU689800A1 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ С КОМБИНИРОВАНИЕМ ЭТАПОВ МЯГКОГО И ГОРЯЧЕГО ПУСКОВ | 2010 |
|
RU2467845C2 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ С КОНТРОЛИРУЕМЫМ ПРИЛИПАНИЕМ ЭЛЕКТРОДА ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ | 2004 |
|
RU2270080C1 |
| Способ автоматической дуговой сварки | 1986 |
|
SU1329933A1 |
| Способ многодуговой сварки под флюсом | 1988 |
|
SU1532230A1 |
Изобретение относится к металлургической промышленности, в частности к производству сварных труб большого диаметра. Цель изобретения - снижение расхода металла труб из малоуглеродистых и низколегированных сталей путем повышения качества начального участка шва При многодуговой сварке плавящимися электродами в начале процесса сварки электроды устанавливают на разном расстоянии от поверхности трубы и подают их одновременно с замедленной скоростью. Скорость сварки на начальном участке трубы выбирают равной замедленной скорости подачи электродов, а после зажигания всех дуг скорость сварки увеличивают до рабочих значений. При этом перед началом сварки концы второго и последующего электродов устанавливают на расстоянии от поверхности трубы, равном сумме расстояния от конца первого электрода до поверхности трубы и расстояния между первым и последующим электродами. Переключение с замедленной скорости подачи каждого из электродов на рабочую производят через 0,1-1,0 с после зажигания дуги. Осуществление способ.з позволяет уменьшить длину начального шва, подлежащего обрезке в два раза. 1 ип., 1 табл. сл С
| Технология электрической сварки металлов и сплавов плавлением | |||
| / Под ред | |||
| Б.Е.Патона, 1974, с | |||
| Затвор для дверей холодильных камер | 1920 |
|
SU182A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
