Изобретение относится к сварке пластмасс и может быть использовано при герметизации конца трубы из термопластов.
Целью изобретения является расширение технологических возможностей устройства и упрощение его конструкции.
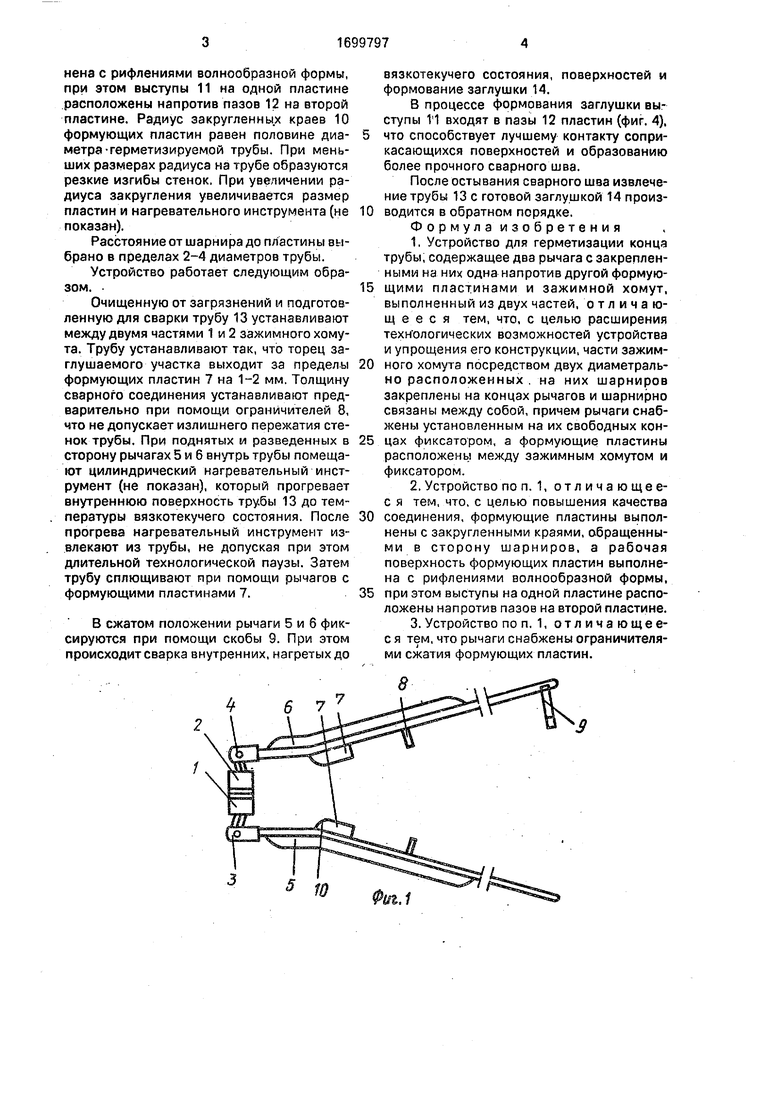
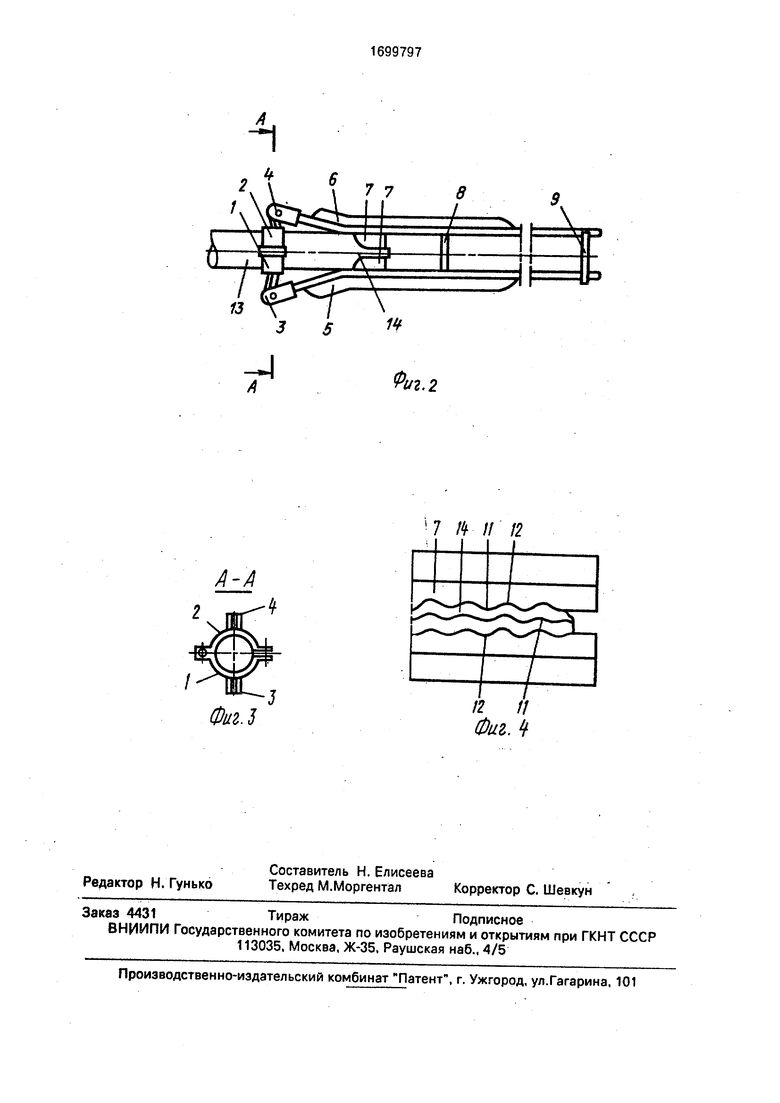
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - устройство в процессе сварки; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - формующие пластины.
Устройство для герметизации конца трубы содержит разъемный зажимной хомут, включающий верхнюю 1 и нижнюю 2 части, соединенные поворотным шарниром (не показан). На частях 1 и 2 диаметрально
противоположно расположены шарниры 3 и 4, в которые входят концы нижнего 5 и верхнего 6 рычагов. На внутренних поверхностях рычагов 5 и 6 напротив друг друга закреплены формующие пластины 7. Для ограничения зазора между сжатыми пластинами 7 служат ограничители 8. На свободных концах рычагов 5. 6 установлен фиксатор в виде скобы 9, обеспечивающий фиксацию рычагов в сжатом положении. Формующие пластины 7 расположены между зажимным хомутом и фиксатором и выполнены с закругленными краями 10, обращенными в сторону шарниров. Рабочая поверхность формующих пластин 7 выполч
ч
ч
Ч
нена с рифлениями волнообразной формы, при этом выступы 11 на одной пластине расположены напротив пазов 12 на второй пластине. Радиус закругленных краев 10 формующих пластин равен половине диа- метра-герметизируемой трубы. При меньших размерах радиуса на трубе образуются резкие изгибы стенок. При увеличении радиуса закругления увеличивается размер пластин и нагревательного инструмента (не показан).
Расстояние от шарнира до пластины выбрано в пределах 2-4 диаметров трубы.
Устройство работает следующим образом.
Очищенную от загрязнений и подготовленную для сварки трубу 13 устанавливают между двумя частями 1 и 2 зажимного хомута. Трубу устанавливают так, что торец заглушаемого участка выходит за пределы формующих пластин 7 на 1-2 мм. Толщину сварного соединения устанавливают предварительно при помощи ограничителей 8, что не допускает излишнего пережатия стенок трубы. При поднятых и разведенных в сторону рычагах 5 и 6 внутрь трубы помещают цилиндрический нагревательный инструмент (не показан), который прогревает внутреннюю поверхность трубы 13 до температуры вязкотекучего состояния. После прогрева нагревательный инструмент извлекают из трубы, не допуская при этом длительной технологической паузы. Затем трубу сплющивают при помощи рычагов с формующими пластинами 7.
В сжатом положении рычаги 5 и б фиксируются при помощи скобы 9. При этом происходит сварка внутренних, нагретых до
вязкотекучего состояния, поверхностей и формование заглушки 14.
В процессе формования заглушки выступы 11 входят в пазы 12 пластин (фиг. 4), что способствует лучшему контакту соприкасающихся поверхностей и образованию более прочного сварного шва.
После остывания сварного шва извлечение трубы 13 с готовой заглушкой 14 производится в обратном порядке,
Ф о р м у л а и з о б р е т е н и я
1.Устройство для герметизации конца трубы, содержащее два рычага с закрепленными на них одна напротив другой формующими пластинами и зажимной хомут, выполненный из двух частей, отличающееся тем, что, с целью расширения технологических возможностей устройства и упрощения его конструкции, части зажимного хомута посредством двух диаметрально расположенных . на них шарниров закреплены на концах рычагов и шарнирно связаны между собой, причем рычаги снабжены установленным на их свободных концах фиксатором, а формующие пластины расположены между зажимным хомутом и фиксатором.
2.Устройство по п. 1, отличающее- с я тем, что, с целью повышения качества соединения, формующие пластины выполнены с закругленными краями, обращенными в сторону шарниров, а рабочая поверхность формующих пластин выполнена с рифлениями волнообразной формы, при этом выступы на одной пластине расположены напротив пазов на второй пластине.
3.Устройство поп. 1, отличающее- с я тем, что рычаги снабжены ограничителями сжатия формующих пластин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ СВАРКИ ТЕРМОПЛАСТИЧНЫХЗАГОТОВОК | 1972 |
|
SU338401A1 |
| Устройство для сварки пластмассовых труб | 1988 |
|
SU1537563A1 |
| Устройство для формования отбортовки на конце трубы из термопластов | 1985 |
|
SU1310241A1 |
| ПЛОСКОЕ И НИЗКОЕ РАЗЛИВНОЕ УКУПОРОЧНОЕ УСТРОЙСТВО ДЛЯ КОМПОЗИТНЫХ УПАКОВОК ИЛИ ЕМКОСТЕЙ С ОТВЕРСТИЯМИ, ЗАКРЫТЫМИ ПЛОТНОЙ ПЛЕНКОЙ | 2004 |
|
RU2339556C2 |
| Устройство для контактной сварки труб из термопластов | 1985 |
|
SU1281436A1 |
| Устройство для сварки труб из термопластов | 1987 |
|
SU1454722A1 |
| Устройство для сварки труб изТЕРМОплАСТОВ | 1978 |
|
SU802051A1 |
| Цилиндровый замок | 1980 |
|
SU1149883A3 |
| ВНУТРЕННЕЕ УСТРОЙСТВО ДЛЯ ЗАЖИМА И СВАРКИ | 2019 |
|
RU2799963C2 |
Изобретение относится к сварке пластмасс и может быть использовано при герметизации конца трубы из термопластов. Цель изобретения - расширение технологических возможностей устройства и упрощение его конструкции. Для этого в устройстве для герметизации конца трубы части зажимного хомута посредством двух диаметрально расположённых на них шарниров закреплены на концах рычагов и шарнирно связаны между собой. Рычаги снабжены установленным на их свободных концах фиксатором. Формующие пластины расположены между зажимным хомутом и фиксатором. Кроме того, для повышения качества соединения формующие пластины выполнены с закругленными краями, обращенными в сторону шарниров. Рабочая поверхность формующих пластин имеет рифления волнообразной формы, при этом выступы на одной пластине расположены напротив пазов на другой пластине. Рычаги снабжены ограничителями сжатия формующих пластин. 2 з. п. ф-лы, 4 ил. С/
3
Фиг.1
7 # // К
/2 ft
Фиг. t
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для отладки программ | 1986 |
|
SU1363218A1 |
| Солесос | 1922 |
|
SU29A1 |
