Изобретение относится к области сварки пластмасс, в частности к устройствам для контактной сварки труб из термопластов, и может найти применение при монтаже трубопроводов различного диаметра как в труднодоступных местах, так и в полевых условиях.
Целью изобретения является повышение качества сварки и упрощение обслуживания.
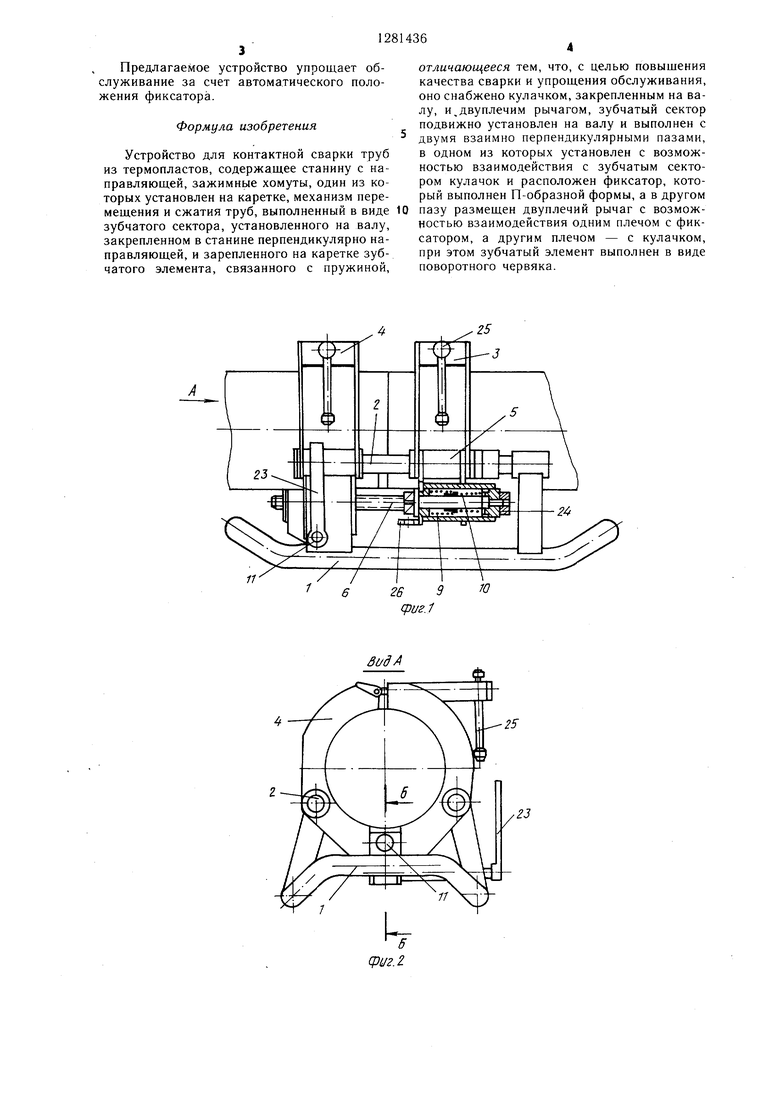
На фиг.1 изображено устройство, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.З; на фиг.5 - разрез Г-Г на фиг.4.
Устройство содержит станину 1 с закрепленными на ней направляющими 2, зажим- ны хомуты 3 и 4, один из которых - хомут 3 - установлен на каретке 5, а хомут 4 жестко закреплен на станине 1, механизм 6 перемещения и сжатия труб, выполненный в виде зубчатого сектора 7 и закрепленного на каретке 5 зубчатого элемента, выполненного в виде поворотного самотормозящегося червяка 8, связанного с пружинами 9 и 10. Зубчатый сектор 7 установлен на валу 11, закрепленном на станине 1 перпендикулярно направляющей 2. Устройство снабжено
вращением рычага 23 влево поворачивают вал 11 с кулачком 12, последний, взаимодействуя с зубчатым сектором 7, поворачивает его. От поворота зубчатого сектора 7 начинает поступательно перемещаться чер5 вяк 8 с хомутом 3 до тех пор, пока торцы свариваемых труб не прижмутся к нагревателю. При дальнейщем вращении рычага 23 создают необходимую нагрузку на торцы свариваемых труб. Нагрузка создается пру10 жинами 9 и 10, сжимаемыми червяком 8, и фиксируется фиксатором 18. Если необходимо создать нагрузку значительной величины на торцах свариваемых труб, а также более тонко ее откорректировать, то в этих случаях поворотом рукоятки 24 вращают чер 5 вяк 8, который ввинчивается в зафиксированный фиксатором 18 от проворота зубчатый сектор 7 и сжимает пружины 9 и 10, создающие необходимую нагрузку на торцах свариваемых труб при нагреве. Величина
2Q нагрузки определяется по шкале 26. Выдержав требуемое время оплавления, обратным вращением рычага 23 поворачивают вал 11 с кулачком 12, который за счет взаимодействия с плечом 20 рычага 14 поворачивает последний. При повороте рычага 14
кулачком 12, закрепленным посредством вин- 25 другое его плечом 19 отводит фиксатор 18
та 13 на валу 11, и двуплечим рычагом 14. Зубчатый сектор 7 подвижно установлен на валу 11 и выполнен с двумя взаимно перпендикулярными пазами 15 и 16. В пазу 15 установлен с возможностью взаимодействия с зубчатым сектором 7 кулачок 12 30 и расположен подпружиненный пружиной 17 фиксатор 18, который выполнен П-образной формы. В пазу 16 размешен двуплечий рычаг 14 с возможностью взаимодействия одним плечом 19 с фиксатором 18, а другим плечом 20 - с кулачком 12. На станине 1 жестко закреплен короб 21, снабженный по периферии зубчатой нарезкой 22, входящей во взаимосвязь с фиксатором 18. Внутри короба 21 свободно размещен червяк 8. Для быстрого подвода хомута 3 и создания контактного давления на торцах труб служит рычаг 23, жестко закреплённый на конце вала 11. Для создания дополнительного значительной величины контактного давления на торцах труб служит рукоятка 24, закрепленная на
35
40
из зацепления с зубчатой нарезкой 22 короба 21. При дальнейшем вращении рычага 23 поворачивается зубчатый сектор 7, вызывая поступательное перемещение зубчатого элемента 8 с хомутом 3. Свариваемые трубы разводят и нагреватель выводится из зоны сварки. Затем вращением рукоятки 23 приводят в действие механизм б перемещения и сжатия труб. От поворота зубчатого сектора 7 поступательно перемещается червяк 8 с хомутом 3 до соприкосновения торцов свариваемых труб. При дальнейщем вращении рычага 23 создают нагрузку на торцы труб, нагрузка создается пружинами 9 и 10, сжи- .маемыми червяком 8, и фиксируется фиксатором 18.
Для создания нагрузки значительной величины и ее корректировки вращением рукоятки 24 поворачивают червяк 8, который, ввинчиваясь в зафиксированный зубчатый сектор 7, сжимает пружины 9 и 10, создающие необходимую нагрузку на торцах свариконце червяка 8. Трубы в зажимных хому- 45 ваемых труб при режиме осадки. Нагрузка
фиксируется за счет самотормозящей системы: червяк 8 и сектор 7. Величина усилия определяется по шкале 26. После осадки трубы освобождают от хомутов 3 и 4, устройство извлекается из-под свариваемой трубы и переносится на новое место.
тах 3 и 4 закреплены винтовым соединением 25. Для определения нагрузки, задаваемой на данный технологический момент пружинами 9 и 10, на хомуте 3 закреплена связанная.с указателем червяка 8 шкала 25 нагрузки. Устройство укомплектовано нагре- вателем (не показан).
Устройство работает следующим образом.
В зажимные хомуты 3 и 4 помещают трубы из термопластов и закрепляют винтовым соединением 25. Между торцами труб уста- jj навливают нагреватель. Для подвода торцов труб к нагревателю с помощью механизма 6 перемещают хомут 3, для этого
Устройство повышает качество сварного соединения за счет возможности корректировки усилия сварки, а также позволяет производить сварку большого диапазона диаметров и толщин стенок труб за счет возможности создания дополнительного, значительной величины усилия пружин.
вращением рычага 23 влево поворачивают вал 11 с кулачком 12, последний, взаимодействуя с зубчатым сектором 7, поворачивает его. От поворота зубчатого сектора 7 начинает поступательно перемещаться червяк 8 с хомутом 3 до тех пор, пока торцы свариваемых труб не прижмутся к нагревателю. При дальнейщем вращении рычага 23 создают необходимую нагрузку на торцы свариваемых труб. Нагрузка создается пружинами 9 и 10, сжимаемыми червяком 8, и фиксируется фиксатором 18. Если необходимо создать нагрузку значительной величины на торцах свариваемых труб, а также более тонко ее откорректировать, то в этих случаях поворотом рукоятки 24 вращают червяк 8, который ввинчивается в зафиксированный фиксатором 18 от проворота зубчатый сектор 7 и сжимает пружины 9 и 10, создающие необходимую нагрузку на торцах свариваемых труб при нагреве. Величина
нагрузки определяется по шкале 26. Выдержав требуемое время оплавления, обратным вращением рычага 23 поворачивают вал 11 с кулачком 12, который за счет взаимодействия с плечом 20 рычага 14 поворачивает последний. При повороте рычага 14
другое его плечом 19 отводит фиксатор 18
другое его плечом 19 отводит фиксатор 18
из зацепления с зубчатой нарезкой 22 короба 21. При дальнейшем вращении рычага 23 поворачивается зубчатый сектор 7, вызывая поступательное перемещение зубчатого элемента 8 с хомутом 3. Свариваемые трубы разводят и нагреватель выводится из зоны сварки. Затем вращением рукоятки 23 приводят в действие механизм б перемещения и сжатия труб. От поворота зубчатого сектора 7 поступательно перемещается червяк 8 с хомутом 3 до соприкосновения торцов свариваемых труб. При дальнейщем вращении рычага 23 создают нагрузку на торцы труб, нагрузка создается пружинами 9 и 10, сжи- .маемыми червяком 8, и фиксируется фиксатором 18.
Для создания нагрузки значительной величины и ее корректировки вращением рукоятки 24 поворачивают червяк 8, который, ввинчиваясь в зафиксированный зубчатый сектор 7, сжимает пружины 9 и 10, создающие необходимую нагрузку на торцах свариваемых труб при режиме осадки. Нагрузка
Устройство повышает качество сварного соединения за счет возможности корректировки усилия сварки, а также позволяет производить сварку большого диапазона диаметров и толщин стенок труб за счет возможности создания дополнительного, значительной величины усилия пружин.
Предлагаемое устройство упрощает обслуживание за счет автоматического положения фиксатора.
Формула изобретения
отличающееся тем, что, с целью повышения качества сварки и упрощения обслуживания, оно снабжено кулачком, закрепленным на валу, и двуплечим рычагом, зубчатый сектор подвижно установлен на валу и выполнен с двумя взаимно перпендикулярными пазами, в одном из которых установлен с возможностью взаимодействия с зубчатым сектором кулачок и расположен фиксатор, который выполнен П-образной формы, а в другом
Устройство для контактной сварки труб из термопластов, содержащее станину с направляющей, зажимные хомуты, один из которых установлен на каретке, механизм перемещения и сжатия труб, выполненный в виде 10 пазу размещен двуплечий рычаг с возмож- зубчатого сектора, установленного на валу, ностью взаимодействия одним плечом с фик- закрепленном в станине перпендикулярно на- сатором, а другим плечом - с кулачком, правляющей, и зарепленного на каретке зуб- при этом зубчатый элемент выполнен в виде чатого элемента, связанного с пружиной, поворотного червяка.
отличающееся тем, что, с целью повышения качества сварки и упрощения обслуживания, оно снабжено кулачком, закрепленным на валу, и двуплечим рычагом, зубчатый сектор подвижно установлен на валу и выполнен с двумя взаимно перпендикулярными пазами, в одном из которых установлен с возможностью взаимодействия с зубчатым сектором кулачок и расположен фиксатор, который выполнен П-образной формы, а в другом
пазу размещен двуплечий рычаг с возмож- ностью взаимодействия одним плечом с фик- сатором, а другим плечом - с кулачком, при этом зубчатый элемент выполнен в виде поворотного червяка.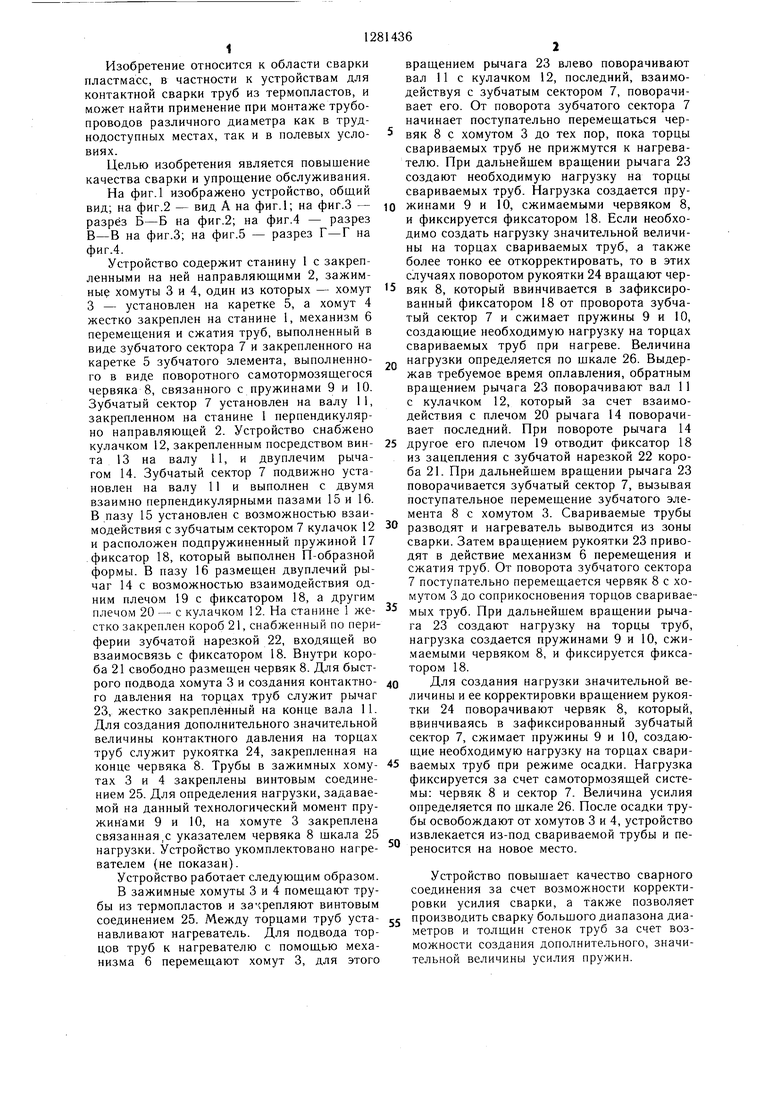
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки труб из термопластов | 1984 |
|
SU1229066A1 |
| Устройство для контактной сварки пластмассовых труб | 1981 |
|
SU1006253A1 |
| Установка для контактной сварки пластмассовых труб | 1976 |
|
SU650824A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Устройство для сварки труб из термопластов | 1989 |
|
SU1687443A1 |
| Устройство для сварки труб из термопластов | 1979 |
|
SU876472A1 |
| Устройство для сварки пластмассовых труб | 1989 |
|
SU1666339A1 |
| Устройство для сварки труб из термопластов | 1978 |
|
SU787178A1 |
| Устройство для электроконтактной резки | 1983 |
|
SU1115865A1 |
| Устройство для гибки деталей | 1985 |
|
SU1360849A2 |

Изобретение относится к устройствам для сварки термопластичных труб контактным нагревом. Целью изобретения является повышение качества сварки и упрощение обслуживания. Для этого механизм перемещения каретки, на которой закреплен зажимной хомут, выполнен в виде зубчатого сектора 7, установленного подвижно на валу 11, закрепленном в станине перпендикулярно направляющей. При этом зубчатый сектор 7 выполнен с двумя взаимно перпендикулярными пазами 15 и 16, в одном из которых установлен двуплечий рычаг 14, а в другом смонтированы кулачок 12 и фиксатор 18. Кулачок 12 и фиксатор 18 установлены с возможностью взаимодействия с зубчатым сектором 7, одно плечо рычага 14 имеет возможность взаимодействия с фиксатором 18, а другое - с кулачком 12. Зубчатый элемент, закрепленный на каретке, выполнен в виде поворотного червяка 8, который связан с пружиной. Для создания контактного давления на трубы на валу 1I жестко закреплен рычаг. Для создания дополнительного значительного контактного давления служит рукоятка, закрепленная на червяке 8. 5 ил. W 22 20 Б- Б ГС сх со 05 8 // Фиъ. 3
/Г
fuz.
18
Редактор Л. Гратилло Заказ 7159/13
Составитель И. Фролова
Техред И. ВересКорректор О. Луговая
Тираж 564Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое иредприятие, г. Ужгород, ул. Проектная, 4
фш.5
| Устройство для контактной сварки труб из термопластов | 1981 |
|
SU956283A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сварки труб из термопластов | 1982 |
|
SU1077807A1 |
| Солесос | 1922 |
|
SU29A1 |
