1
Изобретение относится к сварке пластмасс, а именно к устройствам для сварки труб из термопластичных полимерных материалов.
Цель изобретения - повышение качества сварного соединения.5
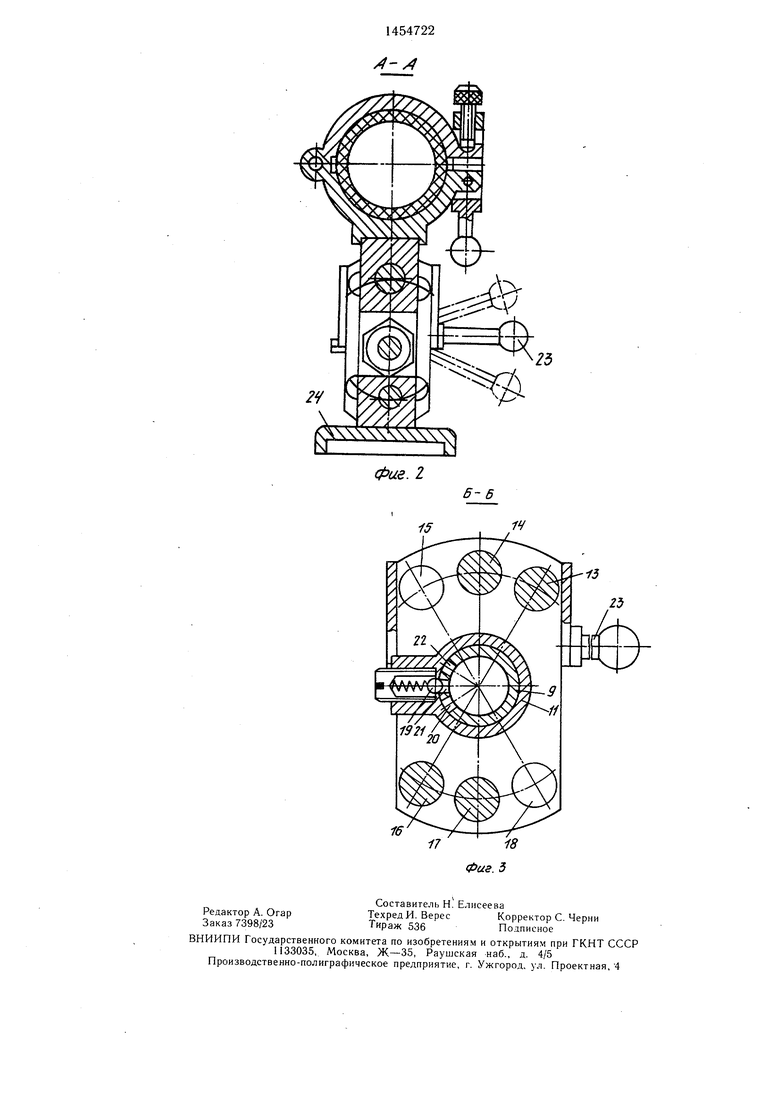
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство для сварки труб из термопластов содержит зажимной хомут 1, установ- 10 ленный на неподвижном кронштейне 2, в котором закреплены направляющие 3 и 4, и зажимной хомут 5, смонтированный на кронштейне 6, подвижно установленной на направляющих. Устройство содержит также -. механизм перемещения и сжатия труб, включающий винт 7, который шарнирно установлен в кронштейне 2, снабжен приводным маховиком 8 и соединен с трубчатой гайкой 9, неподвижно закрепленной в кронштейне 6. На свободный конец гайки, выполненный с 20 резьбой, навинчена резьбовая втулка 10, опирающаяся при вращении на кожух 11, установленный на гайке с возможностью осевого перемещения и поорота. Кожух снабжен фланцем 12, в котором на дуге окружности, пересекающей ось направляющей 3, расположены три регулируемых стопора 13-- 15, а на дуге окружности, пересекающей ось направляющей 4, расположены три регулируемых стопора 16-18. В кожухе установлен подпружиненный фиксатор 19, последовательно взаимодействующий с тремя выполненными в гайке 9 продольными прорезями 20-22 в момент расположения одной из пар стопоров 13 и 16, 14 и 17 и 15 и 18 напротив торцов направляющих 3 и 4. Для поворота кожуха служит рычаг 23. Неподвижный кронштейн 2 соединен с опорной рамой 24. Устройство содержит также нагреватель 25.
Устройство работает следующим образом При настройке устройства вначале обеспечивают одновременность контакта стопо- рог 13 и 16 с торцами направляющих 3 и 4 при перемещении подвижного кронщтейна, затем задают такое взаимное положение стопоров чтобы стопоры 14 и 17 располагались ниже стопоров 13 и 16 соответственно на величину перемещения труб при оплавлении, а стопоры 15 и 18 - ниже стопоров 14 и 17
сд
4
Ю
Ю
Соответственно на величину толщины нагревателя 25 плюс величина перемещения труб |ри осадке. Величины перемещения труб при Оплавлении и осадке устанавливаются в за- йисимости от материала, диаметра и толщи- 5 яы стенки свариваемых труб по результатам Экспериментально задаваемых данных, обеспечивающих высокую прочность сварного ива и минимальные размеры грата. В исходном положении устройства кронщтейн 6 на- :(;одится в крайнем правом положении, а 5тулка 10 отведена вправо от кожуха 11, соторый фиксируется в позиции расположе- шя стопоров 13 и 16 напротив направляю- цих 3 и 4 соответственно.
В зажимных хомутах закрепляют свари- заемые трубы 26 и 27 таким образом, чтобы лежду их торцами был обеспечен зазор, достаточный для ввода нагревателя 25. С по- лощью маховика 8 зажимают нагреватель
15
ке, обеспечивается плоскопараллельность то рцов труб и равномерное проплавление стенок по всему периметру торцов. Вращением маховика 8 трубу 27 отводят от нагревателя, выводят нагреватель из зоны сварки и обратным вращением маховика осуществляют стыковку труб 26 и 27 и их осадку до упора стопоров 15 и 18 в направляющие 3 и 4.
Осуществляемые в процессе оплавления и осадки заданные величины перемещения труб, а следовательно, и усилия сварки не зависят от действий оператора.
Формула изобретения
Устройство для- сварки труб из термопластов, содержащее зажимные хомуты один из которых смонтирован на неподвижном кронштейне с закрепленными в нем наМежду трубами, после чего вращением втул- ,„ правляющими, а другой - на кронщтейне I... 10„„,„,,„ 11 г, -.,,,,0 .ппприжнп vcTflHORjieHHOM на направляющих
и 10 поджимают кожух 11 до упора стопо- ров 13 и 16 в направляющие 3 и 4 и далее |с помощью рычага 23 поворачивают кожух среднее фиксированное положение, при iKOTOpOM напротив направляющих 3 и 4 располагаются стопоры 14 и 17. По мере нагре- |в а торцов труб с помощью маховика 8 выби- 1рают зазор между направляющими и сто- порами и в таком положении задают выдерж- JKy времени для обеспечения необходимой |глубины проплавления торцов труб. В кон- |це этапа оплавления рычагом 23 поворачи- |вают кожух 11 в крайнее фиксированное по- |ложение, при котором напротив направляю- щих располагаются стопоры 15 и 18. ; Таким образом, на этапе оплавления труб устраняются возможные зазоры в сты26У Н
25
30
2
подвижно установленном на направляющих и механизм перемещения и сжатия труб включающий шарнирно закрепленный в не подвижном кронштейне винт, на котором ус тановлена трубчатая гайка, смонтированная в подвижном кронщтейне и выполненная с наружной резьбой на свободном конце, на котором установлены с возможностью осе вого перемещения кожух и резьбовая втул ка, отличающееся тем, что, с целью повыше ния качества сварного соединения, кожух установлен на трубчатой гайке с возможно стью поворота и снабжен подпружиненным фиксатором и фланцем с тремя парами ре гулируемых стопоров, установленных с воз можностью попарного контакта с торцами н правляющих.
27
ке, обеспечивается плоскопараллельность то рцов труб и равномерное проплавление стенок по всему периметру торцов. Вращением маховика 8 трубу 27 отводят от нагревателя, выводят нагреватель из зоны сварки и обратным вращением маховика осуществляют стыковку труб 26 и 27 и их осадку до упора стопоров 15 и 18 в направляющие 3 и 4.
Осуществляемые в процессе оплавления и осадки заданные величины перемещения труб, а следовательно, и усилия сварки не зависят от действий оператора.
Формула изобретения
Устройство для- сварки труб из термопластов, содержащее зажимные хомуты, один из которых смонтирован на неподвижном кронштейне с закрепленными в нем направляющими, а другой - на кронщтейне ппприжнп vcTflHORjieHHOM на направляющих
„ правляющими, а другой - на кронщтейне ппприжнп vcTflHORjieHHOM на направляющих
5
0
подвижно установленном на направляющих, и механизм перемещения и сжатия труб, включающий шарнирно закрепленный в неподвижном кронштейне винт, на котором установлена трубчатая гайка, смонтированная в подвижном кронщтейне и выполненная с наружной резьбой на свободном конце, на котором установлены с возможностью осевого перемещения кожух и резьбовая втулка, отличающееся тем, что, с целью повышения качества сварного соединения, кожух установлен на трубчатой гайке с возможностью поворота и снабжен подпружиненным фиксатором и фланцем с тремя парами регулируемых стопоров, установленных с возможностью попарного контакта с торцами направляющих.
2
27
10
фаг. 1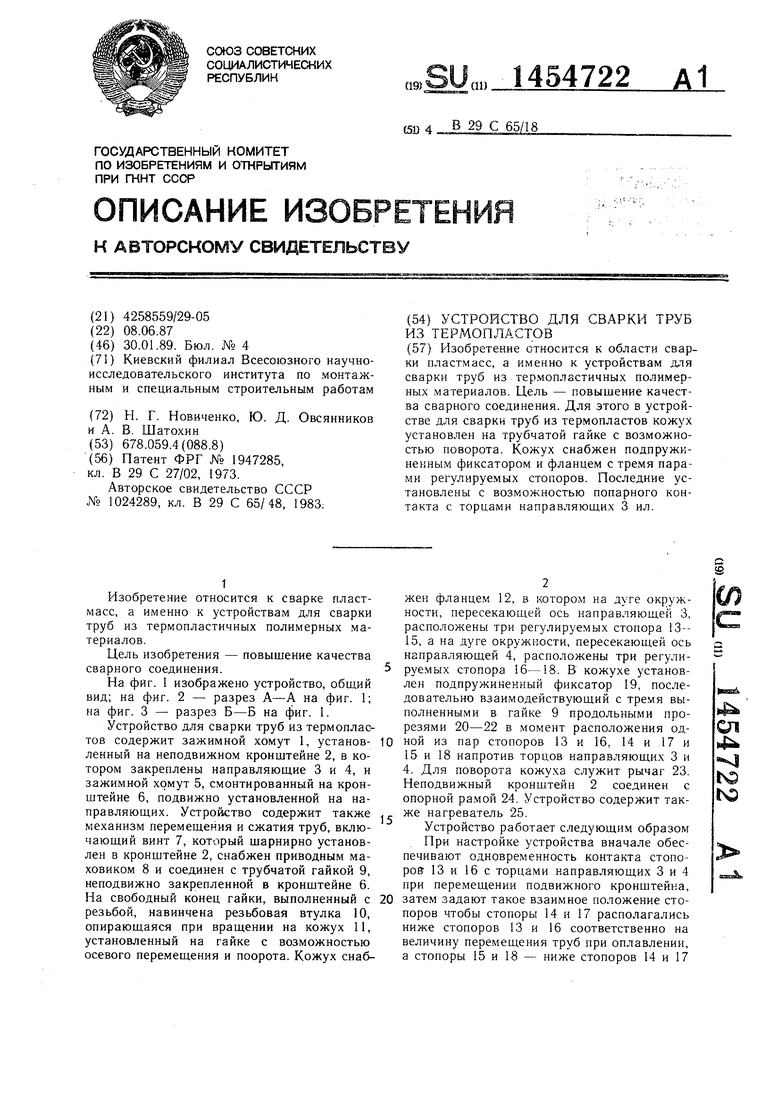

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб из термопластов | 1988 |
|
SU1597291A1 |
| Устройство для сварки труб из термопластов | 1982 |
|
SU1065230A1 |
| Устройство для сварки пластмассовых труб | 1981 |
|
SU1024289A1 |
| Устройство для сварки труб из термопластов | 1985 |
|
SU1364491A1 |
| Установка для сварки пластмассовых труб | 1983 |
|
SU1141006A1 |
| Устройство для сварки труб изТЕРМОплАСТОВ | 1978 |
|
SU802051A1 |
| Устройство для сварки труб из термопластов | 1980 |
|
SU886397A1 |
| Устройство для сварки труб из термопластов | 1989 |
|
SU1694410A1 |
| Устройство для сварки пластмассовых труб | 1986 |
|
SU1451046A1 |
| Устройство для контактной сварки труб из термопластов | 1977 |
|
SU740513A1 |
Изобретение относится к области сварки пластмасс, а именно к устройствам для сварки труб из термопластичных полимерных материалов. Цель - повышение качества сварного соединения. Для этого в устройстве для сварки труб из термопластов кожух установлен на трубчатой гайке с возможностью поворота. Кожух снабжен подпружиненным фиксатором и фланцем с тремя парами регулируемых стопоров. Последние установлены с возможностью попарного контакта с торцами направляющих 3 ил.
фиг. 2
17
| Патент ФРГ № 1947285, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сварки пластмассовых труб | 1981 |
|
SU1024289A1 |
| Солесос | 1922 |
|
SU29A1 |
