Известны зубострогальные станки для обработки зубьев многовенцовых деталей, содержащие движущуюся возвратно-поступательно головку с резцами. Количество резцов в головках этих станков равно числу зубьев изделия, а профили совпадают с профилями впади и.
Предлагаемый зубострогальпый станок отличается от известных тем, что его многорезцовая головка снабжена копирами, кипематически связанными с механизмом подачи и взаимодействующими с резцами.
На таком станке можно обрабатывать зубья на нескольких венцах с разной конусностью.
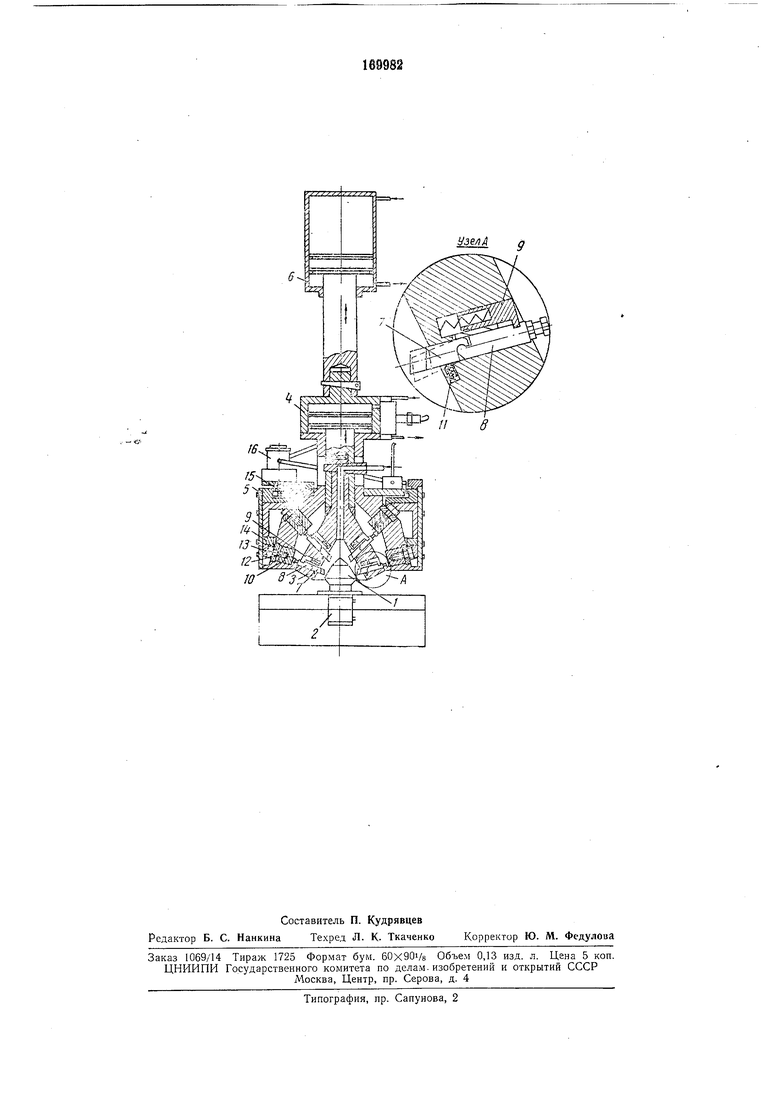
На чертеже показапа принципиальная схема станка.
Изделие / закрепляется па станке с помощью гидроцилиндра 2. Штосселю 3 сообщается возвратно-поступательное движение от гидроцилиндра 4. Для подвода резцовой головки 5 к изделию 1 и для ее отвода служит гидроцилиндр 6. В пазах щтосселя 3 установлены резцы 7, связанные подвижными соединениями с упорами 8.
Упоры 8 жестко скреплены с порщнями 9, которые служат для прижима упоров к копирам W. При возвратно-поступательном движении штосселя упоры скользят по копирам, благодаря чему резцам 7 сообщается дополнительное движеиие вдоль их осей. Это позволяет производить обработку зубьев па нескольких венцах с разной конусностью.
Резцы 7 связаны с упорами 8 так, что при рабочем ходе штосселя 3 вниз резцы опираЕогся на пего, а при холостом ходе щтосселя вверх резцы сплами тренпя перемещаются в нижнее положение. Благодаря этому при холостом ходе уменьшается треппе задних граней резцов о изделие. В крайнем верхнем положении штосселя резцы 7 возвращаются в рабочее положение под действием пружин //.
Копирам 0 через винты 12 сообщается движение вдоль их осей от конических зубчатых колес 13 и 14. Движение копиров передается резцам 7, благодаря чему осуществл5;ется подача резцов на врезание после каждого хода штосселя.
Зубчатым колесам 14 сообщается вращательное движение через зубчатое колесо 15 от гидродвигателя 16.
Предмет
и 3 о о р е т е и и я
станок для обработки
Зубострогальный зубьев многовенцовых деталей, например щарощек буровых долот, содержащий движущуюся возвратно-поступательно головку с резцами, количество которых равно числу зубьев изделия, а профили совпадают с профилями впадин, отличающийся тем, что, с целью обработкн зубьев на нескольких венцах с разной конусностью, головка с абжена копирами, кипемат11чески связанными с механизмом подачи и взаимодействующими с резцами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и станок для чернового и чистового нарезания зубчатых колес | 1939 |
|
SU61335A1 |
| Зубодолбежный станок | 1991 |
|
SU1779492A1 |
| Станок для контурного кругового строгания зубчатых деталей | 1981 |
|
SU1024188A1 |
| Зубообрабатывающий станок для изготовления крупномодульных колес внутреннего зацепления | 1983 |
|
SU1151389A1 |
| Зубодолбежный станок | 1984 |
|
SU1177091A2 |
| Зубодолбежный станок | 1984 |
|
SU1255314A1 |
| Станок для нарезания цилиндрических зубчатых колес | 1939 |
|
SU57481A1 |
| Зубодолбежный станок для нарезания цилиндрических, в частности, косозубых шестерен | 1948 |
|
SU75604A1 |
| Зубодолбежный станок | 1983 |
|
SU1093445A2 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2011 |
|
RU2475341C2 |