Изобретение относится к области обработки металлов давлением, а также к горизонтальным гидравлическим прессам преимущественно большой мощности, предназначенным для производства сплошных и полых профилей различного поперечного сечения из черных или цветных металлов, как с применением, так и без применения технологической смазки инструмента.
Известна конструкция трубопрофильных прессов, в которых слиток подается на ось пресса между торцами контейнера и прессштемпеля и заталкивается в контейнер вместе с пресс-шайбой холостым ходом прессштемпеля. Однако такая конструктивная схема требует увеличения длины и соответственно веса пресса.
Известный пресс состоит из траверсы, главного рабочего цилиндра и плунжера, скрепленного с подвижной траверсой, контейнера передней траверсы с матричным узлом, колонн и станины.
Особенностью конструкции пресса является устройство, обеспечивающее передвижение пресс-штемпеля как независимо от подвижной траверсы, так и совместно с нею, выполненное в виде поршня, перемещаемого в расточке главного йлунжера под давлением рабочей жидкости.
Такая конструкция пресса имеет ряд существенных недостатков.
В связи с тем, что пресс-штемпель является одновременно штоком гидроцилиндра, он может иметь только один диаметр рабочей части, при этом исключается возможность применения пресс-штемпелей нескольких типоразмеров, необходимых для каждого пресса в зависимости от требуемых размеров
контейнеров. Кроме того, затрудняется прессование с технологической смазкой контейнера и прессование металлов, при котором происходит налипание прессуемого материала на пресс-штемпель, вызываюшее повышенный износ уплотнений пресс-штемпеля в поршневом цилиндре.
Значительно повышается сложность изготовления и эксплуатации узлов труднодоступного поршневого цилиндра, расположенного в расточке плунжера главного рабочего цилиндра.
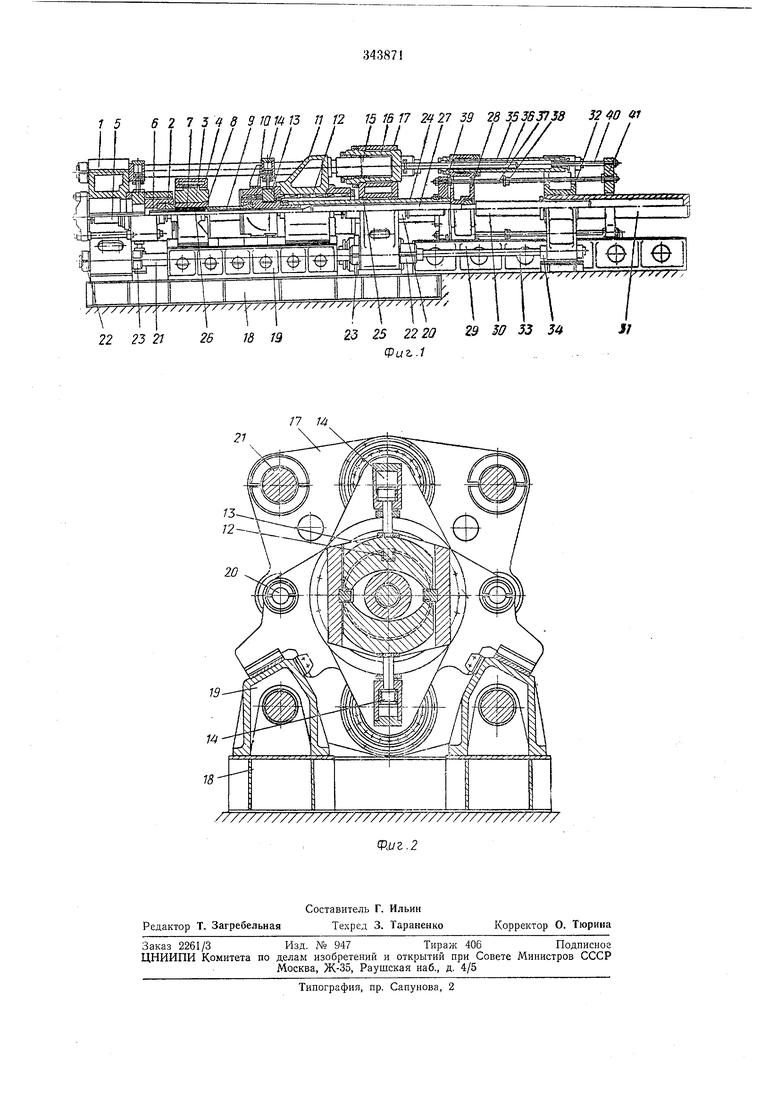
Поршневой цилиндр, выполненный в расточке Плунжера главного рабочего цилиндра, практически исключает возможность размещения специального привода прошивной иглы, необходимой для прессования полых профилей, а ограниченный длиной плунжера ход поршневого цилиндра значительно за3мощью прошивной иглы, жестко связанной с пресс-штемпелем. Цель изобретения - расширение сортамента прессуемых изделий. Предлагаемая конструкция имеет следую-5 щие особенности: сменный пресс-штемпель закрепляется на головке, жестко фиксируемой в подвижной траверсе затвором (фиксатором), образованным двумя полукольцами (ригелями), входящими во внешнюю кольце-ю вую проточку на головке и воспринимающими усилие рабочих цилиндров пресса. Головка центрируется относительно оси пресса шпонками, закрепленными в полости подвижной траверсы и входящими в пазы.15 Перемещения головки пресс-щтемпеля относительно подвижной траверсы производится при открытых затворах по шнонкам специальным приводом, скрепленным с цилиндровой траверсой. .20 Наружная полая штанга, скрепленная с головкой пресс-штемпеля, центрируется относительно оси пресса во втулках цилиндровой траверсы, а внутренняя штанга с прикрепленной к ней прошивной иглой - во втулках на-25 ружной полой щтанги. На фиг. 1 изображен описываемый пресс, вид сбоку с частичным разрезом по продольной оси; на фиг. 2 - затвор подвижной тра-30 версы, разрез, перпендикулярный к оси пресса. Описываемый пресс содержит переднюю траверсу 1, несущую матрицу 2, которая закрывает с одной стороны рабочую полость35 контейнера 3, установленного в коптейнеродержателе 4 с цилиндрами передвижения 5. Матрица имеет калиброванное отверстие, определяющее конфигурацию наружной поверхности изделия 6, изготовляемого из слит-40 ка 7, находящегося в полости контейнера. В ту же полость по другую сторону слитка 7 устанавливается пресс-шайба 8, передвигаемая пресс-штемпелем 9, закрепленным на переднем торце цилиндрической голов-45 ки 10. Головка 10 центрируется в подвижной траверсе 11 шпонками 12, которые одновременно служат направляющими при перемещениях ее внутри подвижной траверсы 11. Головка 10 фиксируется относительно ука-50 занной траверсы затвором, состоящим из двух полуколец /3 с цилиндрами 14 передвижения. Подвижная траверса перемещается вдоль оси пресса по направлению к передней траверсе плунжерами 15 главных рабочих55 цилиндров 16, монтируемых в неподвижной цилиндровой траверсе 17, установленной на залитой в фундамент опорной раме 18. Подвижная траверса и контейнеродержатель перемещаются вдоль оси пресса по направляю-60 щим 19, а передняя траверса по направляющим, укрепленным на опорной раме. 4 принимается колоннами 2} через переднюю цилиндровую траверсу и наружные гайки 22. Внутренние гайки 23 обеспечивают постоянный контакт траверс с гайками. Головка жестко скреплена с наружной полой штангой 24, имеющей направляющие втулки 25, установленные в цилиндровой траверее. Прошивная игла 26, формирующая внутреннюю полость прессуемого изделия, проходит через слиток, пресс-щайбу и может в зависимости от требований технологии либо жестко скрепляться с пресс-штемпелем, либо проходить через него и закрепляться на внутренней штанге 27, направляемой в штанге 24 и жестко скрепленной с подвижной поперечиной 28, являющейся одновременно одним из двух упоров, ограничивающих движение прошивной иглы относительно пресс-штемпеля, Перемещение поперечины 28 по направляющим 29 вдоль оси пресса в направлении передней траверсы осуществляется плунжером 30 рабочего цилиндра 31 привода головки, Цилиндр 31 устанавливается в неподвижной траверсе 32, соединенной с цилиндровой траверсой колоннами 33 при помощи гаек 34. Перемещение поперечины 28 в обратном направлении осуществляется цилиндрами 35 возвратного хода головки, плунжеры 36 которых жестко связаны с цилиндровой траверсой, а сами цилиндры скреплены с подвижной траверсой и совместно с нею передвигаются под давлением рабочей жидкости. Узлы крепления и передвижения прессштемпеля 9 и прошивной иглы 26 могут быть выполнены в трех вариантах, I. Если прошивная игла 26 должна образовать с пресс-штемпелем 9 неподвижное соединение, то штанга 24 головки 10 может быть выполнена сплошной, скрепленной непосредственно с подвижной поперечиной 28, а щтанга 27 иглы 26 при этом будет отсутствовать. 2. Если прошивная игла 26 должна быть связана со штангой 27, то в этом случае штанга 24 головки 10 скрепляется с поперечиной 28 таким образом, чтобы имелась возможность их взаимного перемещения относительно друг друга. При движении поперечины 28 вперед по направлению к контейнеру она, упираясь под действием плунжера 30 в торец щтанги 24, будет совместно со щтангой двигаться в указанном направлении, а при обратном ходе поперечины 28 штанга 24 будет перемещаться в том же направлении под действием плунжеров 36, усилие которых передается от цилиндров 35 щтанге 24 через тяги 37, гайки 38, являющиеся вторым упором, ограничивающим движение оправки относительно пресс-щтемпеля, поперечину 28 и траверсу 39, скрепленную со щтангой 24. 3. Третий вариант отличается от первых двух тем, что в днища возвратных цилинПри этом варианте оказывается возможным производить совместные холостые перемещения пресс-штемпеля 9 и иглы 26 полностью из него выдвинутой при открытом затворе, состоящем из двух полуколец 13 с цилиндрами 14 передвижения и независимые перемещения иглы 26 от пресс-щтемпеля 9 при закрытом затворе.
Работа пресса происходит в следующем порядке.
Усилие прессования может создаваться одним цилиндром 31 привода иглы 26, двумя главными рабочими цилиндрами 16 или всеми тремя вместе. Цилиндр 31 передает усилие через плунжер 30, поперечину 28, штангу 24 на головку 10. Цилиндры 16 передают усилие через плунжеры 15, траверсу 11, полукольца 13 затвора также на головку 10. Затем рабочее усилие через пресс-штемпель 9, пресс-шайбу 8 и слиток 7 передается на матрицу 2 и воспринимается передней траверсой /.
Далее рабочее усилие передается от передней траверсы 1 через гайки 22 и 34 -я колонны 21 и 33 на цилиндровые траверсы 17 и 32 и замыкается на цилиндрах 16 и 31.
На фиг. 1 пресс показан в исходном положении перед совершением рабочего хода, для выполнения которого в цилиндры 16 и 31 подается рабочая жидкость. Траверса 11 движется по направляющим 19, и скрепленный с ней пресс-штемпель 9 продвигает прессшайбу 5 через рабочую полость контейнера 3, вытесняя металл слитка 7 в кольцевой зазор между матрицей 2 и иглой 26. При этом получается полое изделие 6, поперечное сечение которого соответствует указанному кольцевому зазору.
После совершения рабочего хода прессштемпель 9 производит выпрессовку из контейнера 3 остатка от слитка 7 (пресс-остатка) и пресс-шайбы 8. По окончании указанных операций цилиндры 20 возвращают траверсу 11с. пресс-штемпелем 9 в исходное положение, а пресс-шайба 8 отделяется от пресс-остатка и передается на механизм, задающий ее на ось пресса (на чертежах не показан).
После этого полукольца 13 затвора разводятся цилиндрами 14 и пресс-штемпель 9 с выдвинутой из него иглой 26 и головкой 10 перемещается цилиндрами 35 вдоль оси пресса внутрь подвижной траверсы // по направляющим щпонкам 12 на столько, чтобы игла 26 освободила пространство, необходимое
для выдачи пресс-шайбы 8 на ось пресса. Затем пресс-шайба 8 устанавливается на ось пресса и холостым ходом цилиндра 31 головка 10, пресс-штемпель 9 и игла 26 подаются
вперед по направлению к передней траверсе / по шпонкам 12, игла 26 входит в отверстие пресс-шайбы 8, механизм, ее задавший, убирается с оси пресса, и пресс-шайба 8 остается надетой на иглу 26. Далее в пространстве между контейнером 3 и подвижной траверсой // производится смазка иглы 26, отведение ее с пресс-шайбой 8 и пресс-штемпелем 9 внутрь траверсы 11, подача нового слитка на ось пресса в освободившееся пространство между контейнером 3 и траверсой 11, затем при помощи цилиндра 31 совершается холостой ход вперед иглы 26 с прессшайбой 8, пресс-штемпелем 9, головкой 10 по шпонкам 12.
При этом игла 26 проходит через отверстие в слитке 7, а пресс-шайба 8, надетая на иглу 26 до упора в пресс-штемпель 9 заталкивает слиток 7 в рабочую полость контейнера 3. По завершении указанного хода полукольца 13 закрывают затвор с помощью цилиндров 14, после чего пресс займет исходное положение (перед началом прессования, см. фиг. 1,2).
30
Предмет изобретения
1.Горизонтальный гидравлический пресс, содержащий смонтированные на станине переднюю траверсу, на которой соосно установлены матрица и контейнер, подвижную траверсу с пресс-штемпелем и подвижную поперечину, взаимодействующую с рабочим цилиндром и прошивной иглой, закрепленной на штанге, а также затвор, фиксирующий
положение пресс-штемпеля относительно подвижной траверсы, отличающийся тем, что, с целью расширения сортамента прессуемых изделий, он снабжен установленной на подвижной траверсе с возможностью перемещения относительно ее в осевом направлении от самостоятельного привода головкой, на одном конце которой смонтирован упомянутый пресс-штемпель, а другой конец посредством полой штанги связан с подвижной поперечиной, при этом штанга с прошивной иглой пропущены через полую штангу.
2.Пресс по п. 1, отличающийся тем, что затвор выполнен в виде двух регулируемых полуколец, концентрично охватывающих головку подвижной траверсы. 75 6 2 7 9101413 П /-/ y//y/ / /Y/ / 22 23 2i 26 Id т 12 15 IS 17 2427 59 28 352BJJS8 3240 fl 23 25 2220 29 W 33 34 . 
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ ТРУБОПРОФИЛЬНЫЙ ПРЕСС | 1972 |
|
SU360127A1 |
| Устройство для скальпирования заготовок | 1980 |
|
SU995964A1 |
| ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1970 |
|
SU268137A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ НАЛОЖЕНИЯ АЛЮМИНИЕВЫХ ОБОЛОЧЕК НА КАБЕЛЬ | 1966 |
|
SU183072A1 |
| Вертикальный гидравлический пресс | 1991 |
|
SU1802798A3 |
| ПРОШИВНОЕ УСТРОЙСТВО ГОРИЗОНТАЛЬНОГО ГИДРАВЛИЧЕСКОГО ПРЕССА | 1971 |
|
SU435030A1 |
| ПРУТКОВО-ПРОФИЛЬНЫЙ ПРЕСС | 2001 |
|
RU2231408C2 |
| Гидравлический прошивной пресс | 1976 |
|
SU664845A1 |
| Горизонтальный гидравлическийТРубОпРОфильНый пРЕСС | 1979 |
|
SU820963A1 |
| Устройство для обратного прессования изделий | 1976 |
|
SU612726A1 |
21
