Изобретение относится к машиностроению, в частности к устройствам обеспечения безопасной эксплуатации прессового оборудования.
Целью изобретения является расширение функциональных возможностей и повышение надежности работы путем контроля рабочих параметров.
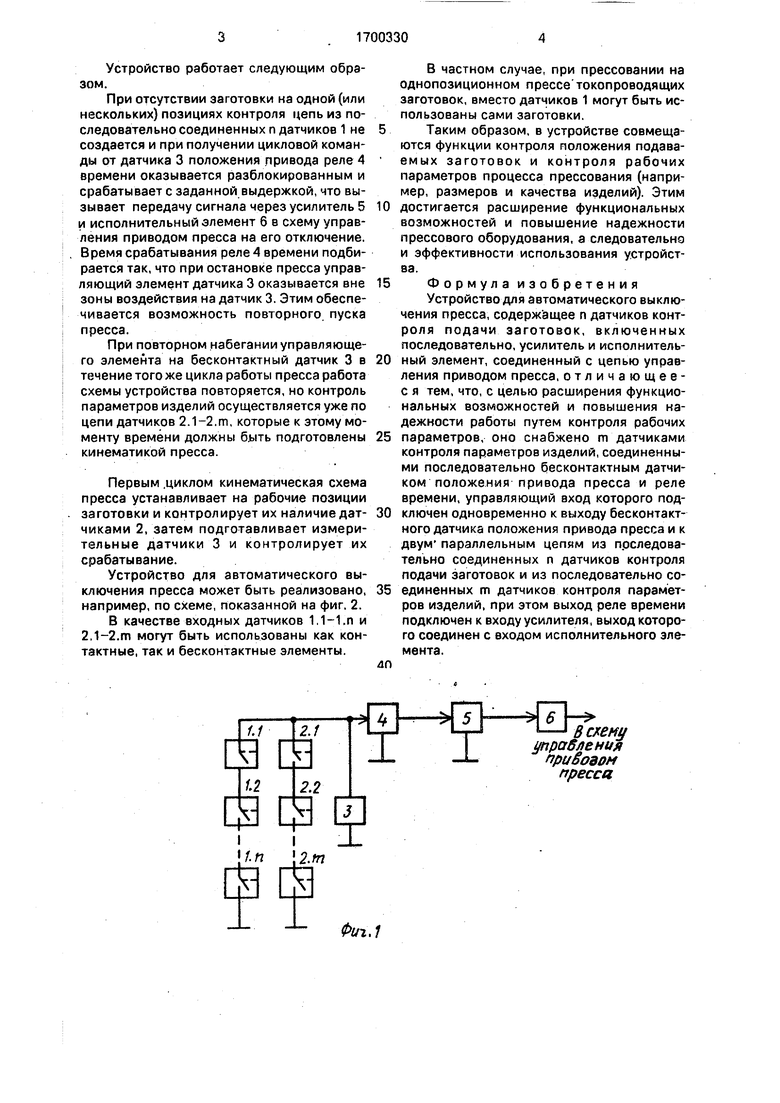
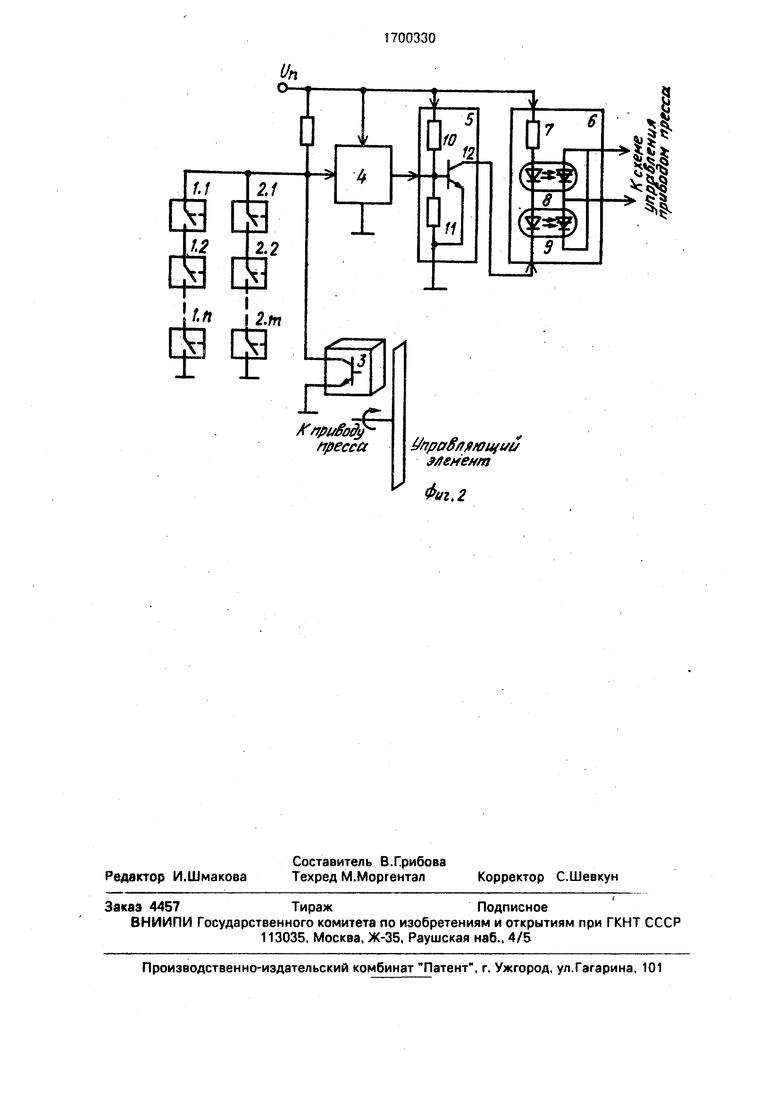
На фиг. 1 приведена блок-схема .устройства; на фиг. 2 - схема с использованием бесконтактного выключателя серии ВПБ.
Устройство для автоматического выключения пресса содержит последовательно соединенные п датчиков 1.1-1.П контроля подачи заготовок, m последовательно соединенных датчиков 2.1-2.т контроля параметров изделий, бесконтактный датчик 3 положения привода пресса, реле 4 времени , усилитель 5 и исполнительный элемент 6, выходы которого подключены к цепи управления приводом пресса.
Исполнительный элемент 6 выполнен бесконтактным на резисторе 7 и оптронах 8 и 9. Усилитель 5 состоит из резисторного делителя 10. 11 и транзистора 12.
XI
О О
СО
ы о
Устройство работает следующим образом.
При отсутствии заготовки на одной (или нескольких) позициях контроля цепь из последовательно соединенных п датчиков 1 не создается и при получении цикловой команды от датчика 3 положения привода реле 4 времени оказывается разблокированным и срабатывает с заданной выдержкой, что вызывает передачу сигнала через усилитель 5 и исполнительный элемент 6 в схему управления приводом пресса на его отключение. Время срабатывания реле 4 времени подбирается так, что при остановке пресса управляющий элемент датчика 3 оказывается вне зоны воздействия на датчик 3. Этим обеспечивается возможность повторного, пуска пресса.
При повторном набегании управляющего элемента на бесконтактный датчик 3 в течение того же цикла работы пресса работа схемы устройства повторяется, но контроль параметров изделий осуществляется уже по цепи датчиков 2.1-2.т, которые к этому моменту времени должны быть подготовлены кинематикой пресса.
Первым .циклом кинематическая схема пресса устанавливает на рабочие позиции заготовки и контролирует их наличие датчиками 2, затем подготавливает измерительные датчики 3 и контролирует их срабатывание.
Устройство для автоматического выключения пресса может быть реализовано, например, по схеме, показанной на фиг. 2.
В качестве входных датчиков 1.1-1.П и 2.1-2.т могут быть использованы как контактные, так и бесконтактные элементы.
В частном случае, при прессовании на однопозиционном прессе то коп ро водящих заготовок, вместо датчиков 1 могут быть использованы сами заготовки.
Таким образом, в устройстве совмещаются функции контроля положения подаваемых заготовок и контроля рабочих параметров процесса прессования (например, размеров и качества изделий). Этим
достигается расширение функциональных возможностей и повышение надежности прессового оборудования, а следовательно и эффективности использования устройства.
Ф о р м у л а и з о б р е т е н и я
Устройство для автоматического выключения пресса, содержащее п датчиков контроля подачи заготовок, включенных последовательно, усилитель и исполнительный элемент, соединенный с цепью управления приводом пресса, отличающее- с я тем, что, с целью расширения функциональных возможностей и повышения надежности работы путем контроля рабочих
параметров, оно снабжено m датчиками контроля параметров изделий, соединенными последовательно бесконтактным датчиком положения привода пресса и реле времени, управляющий вход которого подключей одновременно к выходу бесконтактного датчика положения привода пресса и к двум параллельным цепям из последовательно соединенных п датчиков контроля подачи заготовок и из последовательно соединенных m датчиков контроля параметров изделий, при этом выход реле времени подключен к входу усилителя, выход которого соединен с входом исполнительного элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выключения пресса-автомата с горизонтальным перемещением ползуна при невыбросе изделия из штампа | 1983 |
|
SU1184698A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКОВОГО МАТЕРИАЛА | 1991 |
|
RU2009792C1 |
| Устройство для управления автоматизированным прессовым оборудованием | 1983 |
|
SU1131678A1 |
| Устройство для контроля работы прессового оборудования | 1984 |
|
SU1243005A1 |
| Устройство для остановки пресса при невыдаче отштампованной заготовки | 1984 |
|
SU1318428A1 |
| Устройство для контроля работы прессового оборудования | 1981 |
|
SU995105A1 |
| Устройство для изготовления деталей из пруткового материала | 1990 |
|
SU1759508A1 |
| Система электропитания | 1986 |
|
SU1410229A1 |
| Система управления гидравлической кузнечно-прессовой машиной | 1982 |
|
SU1058796A1 |
| Устройство двуручного управления прессом | 1986 |
|
SU1355829A1 |
Изобретение относится к машиностроению и, в частности, к устройствам обеспечения безопасной эксплуатации прессового оборудования. Цель изобретения - расширение функциональных возможностей и повышение надежности устройства в работе путем контроля рабочих параметров. Для этого в устройстве используются две группы последовательно соединенных датчиков: одна состоит из п датчиков и контролирует наличие и правильное положение подаваемых заготовок, а другая - из m датчиков и контролирует рабочие параметры процесса штамповки, например размеры и качество готовых изделий. Обе группы пит датчиков подключены параллельно к управляющему входу реле времени, к которому подключен также выход датчика положения привода пресса. Выход реле времени через усилитель подсоединен к исполнительному элементу, включенному в цепь управления приводом пресса. В момент контроля определенным датчиком положения привода пресса вход реле времени должен быть заблокирован последовательно соединенными датчиками п или последовательно соединенными датчиками m (в зависимости от цикла контроля). При наличии контрольного сигнала ненормального состояния от одного из датчиков группы п или m блокирование входа реле времени нарушается, последнее срабатывает и исполнительный элемент подает команду на отключение пресса. 2 ил. сл С
1-П 2.т
Фт.1
Управляющий мемент
Фиг.2
| Устройство для защиты многопозиционных прессов | 1984 |
|
SU1165845A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
