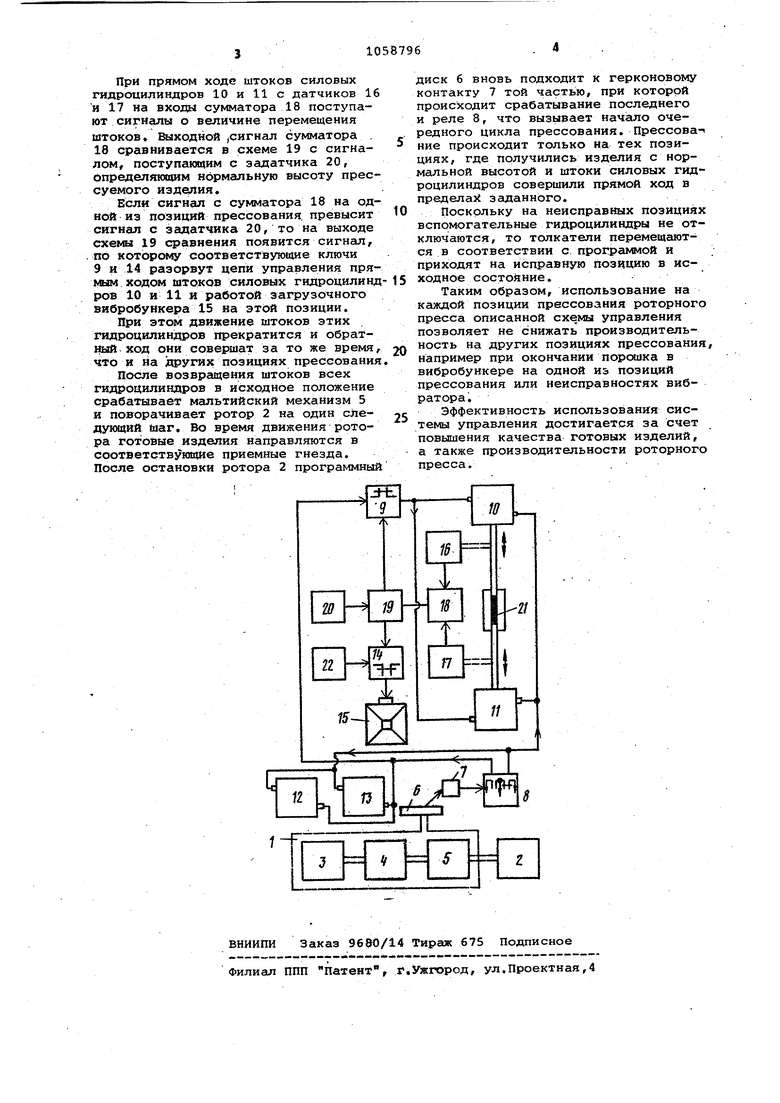
Изобретение относится к машиностроению, в частности к конструкции систем управления оборудованием для обработки давлением. Известна система управления гидравлической кузнечно-прессовой маши ной, преимущественно роторным прессом для прессования порошков, содер жащая элементы управления приводом рабочих органов и загрузочного бункера, а также сумматор и схему срав нения, связанные с задатчиком разме ра изделия, датчиками положения рабочих органов и блоком питания fj . Однако данная система характеризуется недостаточной точностью конт роля размера изделия, а также сни ением производительности за счет простоев машины при остальных обусловленных отклонением дозы исходного материала, Цель изобретения - повышение про изводительности и качества готовых изделий. Для достижения указанной цели система управления гидравлической кузнечно-прессовой машиной, преимущественно роторным прессом для прес сования порошкой, содержащая элемен ты управления приводом рабочих орга нов и загрузочного бункера, а также сумматор и схему сравнения, связанные с задатчиком размера изделия датчиками положения рабочих органов и блоком питания, снабжена шаговым сервоприводом рабочего ротора пресса, программным диском и герконовым контактом с исполнительным реле, элементы управления приводами рабоч органов и загрузочного бункера выполнены 3 виде самоблокирующих клю чей, датчики положения рабочих органов- - в виде датчиков хода штоков верхнего и нижнего силовых гидроцилн.ндров, причем шаговый -сервопривод выполнен в виде соединенных последойательно электродвигателя, редуктора с двумя выходными валами и мальтийского механизма, с которым сочленен основной выходной вал редуктора, а второй выходной вал последнего соединен с программным Диском,взаимодействующим с герконовым контактом, связанным с исполни тельным реле, при этом выходы датчиков хода штоков силовых гидроцилиндров соединены с сумматором, выход которого подключен ко входу скеьвл сравнения, другой вход которой связан с задатчиком размера изделия, а выход подключен к самоблокирующим ключам. На чертеже приведена блок-схема управления одной позицией прессования на роторном прессе. Шаговый сервопривод 1 рабочего ротора 2 состоит из электродвигател J, редуктора 4 и мальтийского механизма 5. Дополнительный вал редуктора 4 сочленен с программным диском 6, взаимодействующим с герконовым контактом 7, управляющим исполнительным реле 8. Реле 8 своими кон. тактами управляет работой самрблокирующего ключа 9 силовых гидроцилиндров 10, 11, а также вспомогательного гидроцилиндра 12- и гидроцилиндра 13 выталкивателя. Самоблокирующий ключ 14 управляет работой привода загрузочного бункера 15. Ход силовых .гидроцилиндров 10 и 11 контролируется датчиками 16 и 17, соединенными с входами сумматора 18, выход которого подключен ко входу схемы 19 сравнения на другой вход которой подключен задатчик 20 размера (высоты) готового изделия 21. Питание привода бункера 15 подается от блока 22 питания. Работа системы управления поясняется на примере действия шагово о.,1ривода роторного пресса с элементами управления одной рабочей, позицией пресса (остальные позиции роторного пресса оснащены такими же. элементами и функционируют аналогично). При включении шагового сервопривода 1 роторного пресса (предварительно загруженного порошком на соответствующих позициях) программный диск 6 через герконовый контакт 7 подает команду на исполнительное реле 8, которое переключает все гидроцилиндры на рабочий ход, |при этом цепи управления .обратным ходом всех гидроцилиндров отключаются. Шаговый сервопривод 1 за счет мальтийского механизма 5 поворачивает ротор пресса на угол, соответствующий повороту на поз. I (кроме позиций загрузки, прессования и выталкивания в прессе предусматриваются позиции смазки и холостого хода толкателей). Через заданное время, определяемое скоростью электродвигателя 3 и передаточным отношением редуктора 4, программный диск 6 поворачивается на угол, при котором срабатывает герконовый контакт 7 и опускается реле 8, размыкая цепь управления прямым ходом, и замыкается цепь управле ния обратным ходом всех гидроцилиндров. За время прямого и обратного хода на поз. Г смазывается прессформа 21 на поз. П в пресс-форму . 22 загружается порошок: на поз.Ш опускается верхний толкатель на минимальное расстояние к пресс-формеf на поз.IV происходит двухстороннее прессование порошка гидроцилиндрами 10 и 11 и на поз.V происходит выталкивание готового изделия 21 гидроцилиндром 13 выталкивателя.
При прямом ходе штоков силовых гидроцилиндров 10 и 11 с датчиков 16 и 17 на входы сумматора 18 поступают сигналы о величине перемещения штоков. Шлходной (Сигнал сумматора . 18 сравнивается в схеме 19 с сигналом, поступакнцим с эадатчика 20, определяющим нормальную высоту прессуемого изделия.
Если сигнал с сумматора 18 на одной из позиций прессования, превысит сигнал с задатчика 20, то на выходе схеквл 19 сравнения появится сигнал, по которому соответствующие ключи 9 и 14 разорвут цепи управления прямлм ходом штоков силовы х гидроцилиндров 10 и 11 и работой загрузочного вибробункера 15 на этой позиции.
При этом движение штоков этих гидроцилиндров прекратится и обратный ход они совершат за то же время, что и йа других позициях прессования
После возвращения штоков всех гидроцилиндров в исходное положение срабатывает мальтийский механизм 5 и поворачивает ротор 2 на один следующий шаг. Во время движения ротора готовые изделия направляются в соответствующие приемные гнезда. После остановки ротора 2 программный
диск 6 вновь подходит к герконовому контакту 7 той частью, при которой происходит срабатывание последнего и реле 8, что вызывает начало очередного цикла прессования. Прессование происходит только на тех позициях, где получились изделия с нормальной высотой и штоки силовых гидроцилиндров совершили прямой ход в пределах заданного.
0
Поскольку на неисправных позициях вспомогательные гидроцилиндры не отключаются, то толкатели перемещаются в соответствии с программой и приходят на исправную позицию в ис5ходное состойние.
Таким образом, использование на каждой позиции прессования роторного пресса описанной схемы управления позволяет не снижать производительность на других позициях прессования, например при окончании порошка в вибробункере на одной из позиций прессования или неисправностях вибратора.
Эффективность использования сис5темы управления достигается за счет повышения качества готовых изделий, а также производительности роторного пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный пресс для прессования порошковых материалов | 1979 |
|
SU935313A1 |
| РОТОРНАЯ ТАБЛЕТОЧНАЯ МАШИНА | 2004 |
|
RU2296053C2 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2044638C1 |
| Установка для прессования изделий из металлического порошка | 1985 |
|
SU1353574A1 |
| Роторная машина для прессования изделий из порошков | 1989 |
|
SU1613360A1 |
| Гидравлический пресс | 2016 |
|
RU2606413C1 |
| Роторная линия для прессования изделий из реактопластов | 1990 |
|
SU1781064A1 |
| Устройство для регулирования давления к механическим прессам | 1975 |
|
SU513884A1 |
| РОТОРНЫЙ АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1972 |
|
SU341683A1 |
| Линия для изготовления деталей | 1988 |
|
SU1666252A1 |
СИСТЕМА УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКОЙ КУЗНЕЧНО-ПРЕССОВОЙ МАШИ- НОЙ, преимущественно роторным прессом для прессования порошков, содержащая элементы управления приводом рабочих opiraHQB и загрузочного бункера, a также сумматор и схему сравнения, связанные с задатчиком размера изделия, датчиками положения рабочих органов и блоком питания, обличающаяся тем, что, с целью повьвиения производительности и качества готовых изделий, она снабжена, шаговым сервоприводом рабочего ротора процесса, программным диском и герконовьил контактом с исполнительным реле, элементы управления приводами рабочих органов и загрузочного бункера выполнены в виде самоблокирующих ключей, a датчики положения рабочих органов - в виде датчиков хода штоков верхнего и нижнего силовых гидроцилиндров, причем шаговый сервопривод выполнен в виде соединенных последовательно электродвигателя, редуктора с двумя выходными валами и мальтийского механизма, с которым сочленен основной выходной вал редуктора, a вто-§ рой выходной вал последнего соединен с программным диском, взаимо Л действующим с герконовым контакте, связанным с исполнительным реле, при этом выходы датчиков хода штоков силовых гидроцилиндров соединеa ны с сумматором,выход которого подч а ключен к входу схемы сравнения, другой вход которой связан с задатчиkoм размера изделия, a выход подключен к самоблокирующим ключам. 1СП СХ) :о э:
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматизированные литьевые машины и системы управления ими | |||
| Обзор НИИМАШ, серия С-3 Кузнечнопрессовое машиностроение | |||
| М., изд | |||
| НИИМАШ, 1980, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
