| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки шлицевых валов с прямобочным профилем | 1990 |
|
SU1813600A1 |
| Способ обработки шлицевых валов с прямобочным профилем | 1986 |
|
SU1414528A1 |
| Зацепление винтовой машины с асимметричными профилями зубьев ведущего и ведомого роторов | 1990 |
|
SU1733696A1 |
| ЗУБЧАТАЯ ПЕРЕДАЧА | 1991 |
|
RU2020337C1 |
| Инструмент для обработки зубьев червячных колес | 1986 |
|
SU1466862A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| ЭВОЛЬВЕНТНАЯ ЗУБЧАТАЯ ПЕРЕДАЧА | 1999 |
|
RU2160858C1 |
| СПОСОБ ОБРАЗОВАНИЯ ЗУБЧАТЫХ ПЕРЕДАЧ ДВУХПОЗИЦИОННЫМ ОБКАТОМ | 2009 |
|
RU2412026C2 |
| ЭВОЛЬВЕНТНОЕ ЗАЦЕПЛЕНИЕ | 1998 |
|
RU2151933C1 |
| ЦИЛИНДРИЧЕСКАЯ ПРЯМОЗУБАЯ ПЕРЕДАЧА С ПОЛУЭВОЛЬВЕНТНЫМИ ПРОФИЛЯМИ ЗУБЬЕВ | 2011 |
|
RU2481516C1 |
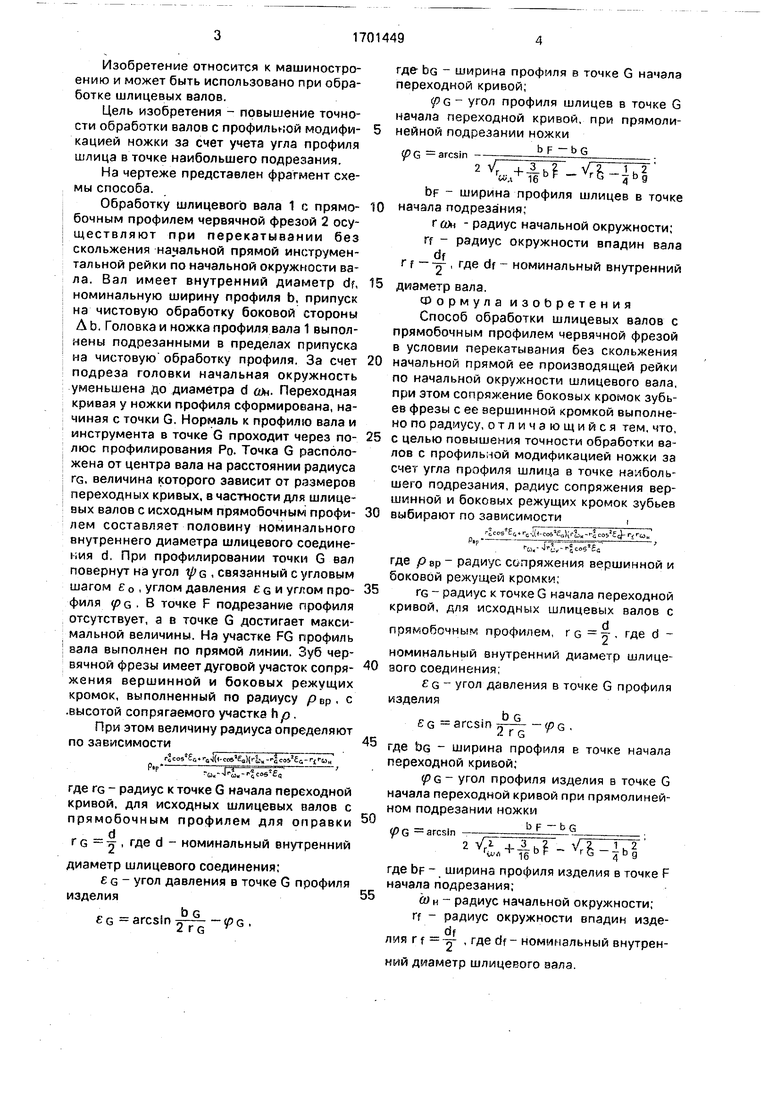
Изобретение относится к машиностроению и может быть использовано при обработке шлицевых валов. Цель изобретения - повышение точности обработки валов с профильной модификацией ножки за счет учета угла профиля шлица в точке наименьшего подрезания. Головка и ножка профиля вала 1 выполнены подрезанными в пределах припуска на чистовую обработку профиля. Начальная окружность уменьшена до диаметра d и)н. Переходная кривая у ножки профиля сформирована начиная с точки G, расположенной от центра вала на расстоянии гс. При профилировании точки G вал повернут на угол (р G . В точке F подрезание профиля отсутствует, а в точке G достигает максимальной величины. На участке FG профиль вала выполнен по прямой линии. Зуб червячной фрезы имеет дуговой участок сопряжения вершинной и боковых режущих кромок, выполненный по радиусу /9Вр. величина которого рассчитывается из математического соотношения. 1 ил. |сл Uraas
| Способ обработки шлицевых валов с прямобочным профилем | 1984 |
|
SU1313600A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
