Изобретение относится к машиностроению, а именно к зубчатым передачам и способам их образования.
Известен способ образования зубчатых передач посредством обката заготовок сопрягаемых колес инструментом реечного типа с исходным производящим контуром (ИПК), содержащим линии головок и ножек, расположенные по обе стороны делительной прямой и состоящие из последовательно соединенных отрезков прямых и дуг окружностей. Отметим, что следует отличать исходный контур зубчатых колес и ИПК инструмента, зубцы которого «…очерчены по впадинам исходного контура». См. Литвин Ф.Л. Теория зубчатых зацеплений. - М.: Наука, 1968. 584 с. Стр.227-239, 252-254, 269-271, 350-352.
Для эвольвентных зубчатых передач и зубчатых передач М.Л.Новикова параметры ИПК стандартизованы и заложены в конструкции стандартного инструмента. Линии головок и ножек расположены по обе стороны делительной прямой и состоят из последовательно соединенных отрезков прямых и дуг окружностей. Постоянные параметры и простые очертания ИПК обеспечили высокую технологичность и широкое распространение способа. См. ГОСТ 13755-81. Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические эвольвентные. Исходный контур. М.: Изд-во стандартов, 1981. 4 с. и ГОСТ 15023-76. Передачи Новикова с двумя линиями зацепления. Исходный контур. М.: Изд-во стандартов, 1976. 3 с.
Технологические возможности известного способа ограничены эффектом подрезания, заострения и интерференции зубьев образуемых колес. С уменьшением числа зубьев уменьшается диаметр делительной окружности и возрастает угол обката одного зуба. Это приводит к внедрению ИПК инструмента в ранее сформированные участки профиля, недопустимому уменьшению толщины ножки или заострению зуба. Чтобы предотвратить ослабление и искажение профиля, ИПК смещают радиально относительно делительной окружности колеса. Величина радиального смещения определяется расстоянием между делительной прямой и делительной окружностью колеса. Радиальное смещение фиксирует на ИПК положение начальной прямой станочного зацепления. Рационально подобранные радиальные смещения обеспечивают удовлетворительные свойства зацепления: отсутствие подрезания, заострения и интерференции зубьев, их гарантированное перекрытие и нагрузочную способность. Однако стандартные ИПК не позволяют образовать передачи с числом зубьев одного из колес меньше 8, увеличить нагрузочную способность, уменьшить вибрацию и шум.
При образовании эвольвентной зубчатой передачи угол зацепления и коэффициент перекрытия зубьев формируют как функции стандартных технологических параметров ИПК и его радиальных смещений. Линейные параметры ИПК и его смещения принято выражать через безразмерные коэффициенты в долях модуля. Коэффициенты радиального смещения ограничены областью допустимых значений, которую для каждого сочетания зубьев называют блокирующим контуром. Выбор коэффициентов радиального смещения, не входящих в блокирующий контур, приводит к подрезанию, заострению или интерференции зубьев. Ограничения технологических параметров не позволяют получить рациональные значения конструктивных параметров зубчатых колес, что необходимо для увеличения нагрузочной способности, уменьшения вибрации и шума передач.
В частности, теоретический предел коэффициента перекрытия зубьев, образованных стандартным ИПК, не превышает 1.981, что соответствует зацеплению двух реек. Так как реечное зацепление не является передачей, то реальные значения коэффициента перекрытия всегда меньше предельного. См. Теория механизмов. Под ред. В.А.Гавриленко. Учебное пособие для втузов. М.: Высшая школа. 1973. 511 с. Стр.242. Таким образом, известный способ не позволяет образовать эвольвентную передачу с гарантированным двухпарным зацеплением и обеспечить соответствующее улучшение ее свойств.
Наиболее близок к предлагаемому изобретению способ образования эвольвентных зубчатых передач, в котором решена обратная задача - переменные технологические параметры ИПК и коэффициенты радиального смещения определяют как функции конструктивных параметров сопрягаемых зубчатых колес. См. авторское свидетельство СССР №299682, 05.08.1968, F16H 1/00. Способ получил развитие в последующих трудах его автора. См. Булгаков Э.Б. Зубчатые передачи с улучшенными свойствами. Обобщенная теория и проектирование. - М.: Машиностроение, 1974. - 264 с., стр.165-175, 244, 245. Булгаков Э.Б. Теория эвольвентных зубчатых передач. - М.: Машиностроение, 1995. - 320 с. Стр.251-259.
В ИПК этого способа линии головок и ножек также расположены по обе стороны делительной прямой и состоят из последовательно соединенных отрезков прямых и дуг окружностей. Угол профиля и высота зуба ИПК являются переменными. Их определяют как функции конструктивных параметров при условии отсутствия подрезания и заострения зубьев в станочном зацеплении. В общем случае коэффициенты высоты двух специальных ИПК и их радиальных смещений выбирают по следующим соотношениям:


где индексы 1 и 2 относятся к шестерне и колесу соответственно; параметры ИПК: α1,2 - угол профиля, hl1,2 - коэффициент высоты зуба, x1,2 - коэффициент радиального смещения; конструктивные параметры сопрягаемых зубчатых колес: z1,2 - число зубьев; αa1.2 - угол профиля на окружности вершин, αl1,2 - угол профиля в точке сопряжения с переходной кривой, θ1,2 - угол профиля на окружности пересечения разноименных профилей зуба.
Отметим, что источники, описывающие способ, приводят коэффициенты линейных параметров в долях диаметра основной окружности. В целях применения общепринятых терминов и обозначений в настоящем описании все коэффициенты линейных параметров приведены в долях модуля, в том числе и в соотношениях (1), (2).
В известном способе конструктивные параметры: θ1,2, αa1.2, αl1,2, обеспечивающие рациональные значения угла зацепления и коэффициента перекрытия в передаче, определяют методами теории эвольвентных зубчатых передач. Углы профиля α1,2 определяют по известным соотношениям для станочных зацеплений, исключая подрезание и заострение зубьев.
Способ позволяет образовать эвольвентные передачи с улучшенными свойствами по показателям нагрузочной способности, вибрации и шума, а также передачи с многопарным зацеплением и предельно малыми числами зубьев, например z1,2.=3.
Недостаток способа заключается в его низкой технологичности. Переменные технологические параметры ИПК α1.2 и hl1,2 исключают применение стандартного инструмента для всех сочетаний зубьев. На практике для сокращения номенклатуры инструмента используют групповые ИПК и групповой инструмент для близких чисел зубьев с отступлением от рациональных конструктивных параметров, что ограничивает технологические возможности способа и применение передач с улучшенными свойствами.
Известные способы образования эвольвентных зубчатых передач противоположны по достигаемому результату. В первом способе в интересах технологичности применяют стандартный, т.е. недорогой, распространенный инструмент, и получают передачи с невысокими потребительскими свойствами. Во втором способе в интересах улучшения потребительских свойств передачи применяют нестандартный, т.е. более дорогой специальный инструмент.
Первый способ не применяется при создании высококачественных машин и практически вытеснен из таких отраслей, как авиастроение и автомобилестроение. Применение второго способа связано с дополнительными затратами на производство специального инструмента.
При образовании зубчатых передач М.Л.Новикова выбор геометрических показателей зацепления также ограничен стандартными технологическими параметрами ИПК и допустимыми значениями коэффициентов его радиального смещения. В этих передачах ножка зуба не подрезается, поскольку имеет вогнутый профиль, «… однако в процессе обкатки толщина ее опасного сечения при малом числе зубьев зубчатого колеса может существенно уменьшиться». См. Короткий В.И., Онишков Н.П., Харитонов Ю.Д. Зубчатые передачи Новикова. Достижения и развитие. - М.: Изд-во «Машиностроение - 1». 2007. 384 с. Стр.48, 49-61. Способ не позволяет достичь возможных показателей нагрузочной способности передач М.Л.Новикова.
Известен способ образования передач М.Л.Новикова ступенчатым ИПК, в которых линии головки и ножки смещены в противоположные стороны от оси симметрии контура зуба для увеличения толщины ножек зуба колеса. См. авторское свидетельство СССР №735855, 28.06.1967, F16H 1/18. Такой ИПК имеет малые радиусы дуг головки и ножки. Способ позволяют увеличить прочность зубьев на излом при некотором снижении контактной прочности. Однако ступенчатые ИПК усложняют изготовление инструмента и искажают образуемый профиль при малых числах зубьев.
Наиболее близок к предлагаемому изобретению способ образования передач М.Л.Новикова посредством обката заготовок сопрягаемых колес инструментом реечного типа с ИПК, содержащим линии головок и ножек, расположенные по обе стороны делительной прямой и состоящие из последовательно соединенных отрезков прямых и дуг окружностей. См. Короткий В.И., Онишков Н.П., Харитонов Ю.Д. Зубчатые передачи Новикова. Достижения и развитие. - М.: Изд-во «Машиностроение - 1». 2007. 384 с. Стр.31, рис.3. Способ не применяются для образования передач с числом зубьев одного из колес менее 10, ввиду подрезания головки и/или недопустимого уменьшения толщины ножки зуба.
Настоящее изобретение направлено на исключение эффектов подрезания, заострения, интерференции и недопустимого уменьшения толщины зубьев при образовании зубчатых передач посредством обката заготовок колес ИПК с постоянными параметрами. Задача решается для всех сочетаний зубьев сопрягаемых колес, включая передачи с предельно малыми числами зубьев, например z1,2=3.
Технический результат от использования изобретения - расширение технологических возможностей образования зубчатых передач с улучшенными свойствами по показателям нагрузочной способности, вибрации и шума. Снижаются затраты на производство зубчатых передач с улучшенными свойствами за счет применения универсального инструмента с постоянными параметрами ИПК. Имеется возможность стандартизации ИПК инструмента для зубчатых передач с улучшенными свойствами.
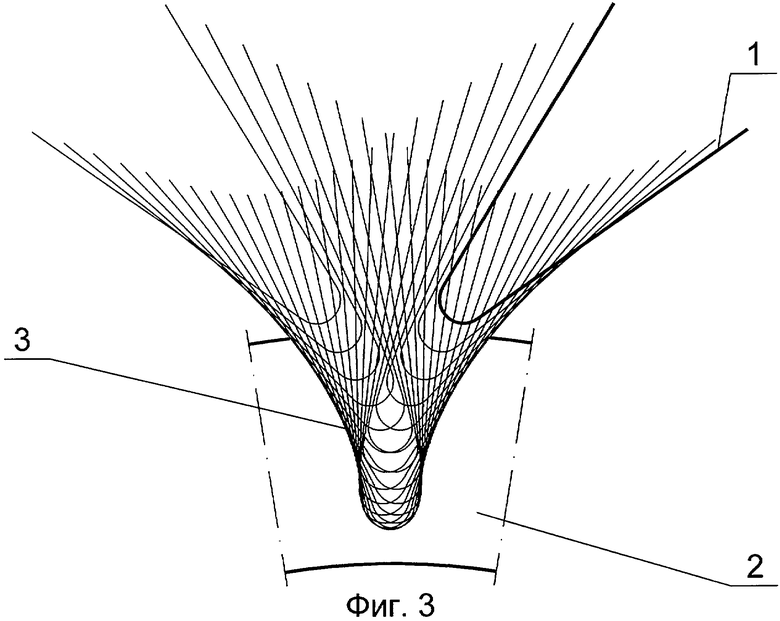
В изобретении предложен способ образования зубчатых передач, включающий обкат заготовок сопрягаемых колес инструментом реечного типа с ИПК, содержащим линии головок и ножек, расположенные по обе стороны делительной прямой и состоящие из последовательно соединенных отрезков прямых и дуг окружностей, отличающийся тем, что обкат заготовок колес выполняют в двух позициях ИПК и/или заготовки. Обкатом заготовки колеса в первой позиции образуют боковые профили одной стороны зубьев. Необходимую толщину зубьев и рациональные параметры передачи обеспечивают настройкой второй позиции обката путем тангенциального или углового смещения ИПК и/или заготовки. Обкатом во второй позиции образуют боковые профили противоположной стороны зубьев.
Раздельное образование противоположных профилей в двух позициях уменьшает угол обката одного зуба на величину углового смещения позиций, что исключает недопустимое заострение и уменьшение толщины зубьев.
Варианты предлагаемого способа для эвольвентных передач и передач М.Л.Новикова представлены ниже и рассматриваются в торцовом сечении зубчатых колес. При использовании способа для косозубых эвольвентных передач и передач М.Л.Новикова приведенные в описании соотношения следует относить к торцовым сечениям, а коэффициенты линейных параметров считать заданными в долях торцового модуля ИПК. При необходимости перехода к параметрам нормального сечения следует воспользоваться известными соотношениями из указанных выше источников, а также см. Передачи зубчатые. ГОСТ 16530-83, ГОСТ 16531-83, ГОСТ 16532-70. М.: Изд.-во стандартов, 1983. 120 с.
Вариант способа для образования эвольвентных зубчатых передач с улучшенными свойствам. Способ по основному варианту, отличающийся тем, что постоянные параметры ИПК инструмента и коэффициенты смещения определяют по следующим соотношениям:








где: индексы 1 и 2 относятся соответственно к параметрам шестерни и колеса, параметры ИПК: α - угол профиля; εr - коэффициент перекрытия в зацеплении двух одинаковых ИПК; ρa - коэффициент радиуса дуги головки; ρf - коэффициент радиуса дуги ножки; ha - коэффициент высоты головки; hf - коэффициент высоты ножки; x1,2 - коэффициент радиального смещения; у1.2 - коэффициент тангенциального смещения; φ1,2 - угловое смещение, эквивалентное тангенциальному смещению; n - число шагов в смещении: 0, 1, 2…n; конструктивные параметры сопрягаемых зубчатых колес: z1.2 - число зубьев; θ1,2 - угол профиля на окружности пересечения противоположных профилей зуба; α11,2 - угол профиля зуба в точке сопряжения с переходной кривой.
Выбором параметров из соотношений (3)…(7) формируют ИПК с постоянными параметрами и обеспечивают в зацеплении двух одинаковых ИПК высокий коэффициент перекрытия εr при достаточной стойкости инструмента. Постоянные параметры ИПК инструмента определены его собственными технологическими свойствами и не являются функциями конструктивных параметров сопрягаемых зубчатых колес. Значения конструктивных параметров θ1,2, αa1.2, αl1,2, обеспечивающие рациональные значения угла зацепления и коэффициента перекрытия, как и в прототипе, определяют методами теории эвольвентных зубчатых передач.
Радиальное смещение x1,2 (8) гарантирует отсутствие подрезания, а тангенциальное смещение y1,2 (9) обеспечивает необходимую толщину зуба и конструктивные параметры сопрягаемых зубчатых колес. Тангенциальное смещение может быть заменено эквивалентным угловым смещением φ1,2 (10).
Предлагаемый способ исключает применение специального и группового инструмента для образования эвольвентных зубчатых передач с улучшенными свойствами. Передачу образуют универсальным инструментом с постоянными параметрами ИПК, чем достигают улучшение технологичности и сокращение затрат на инструмент.
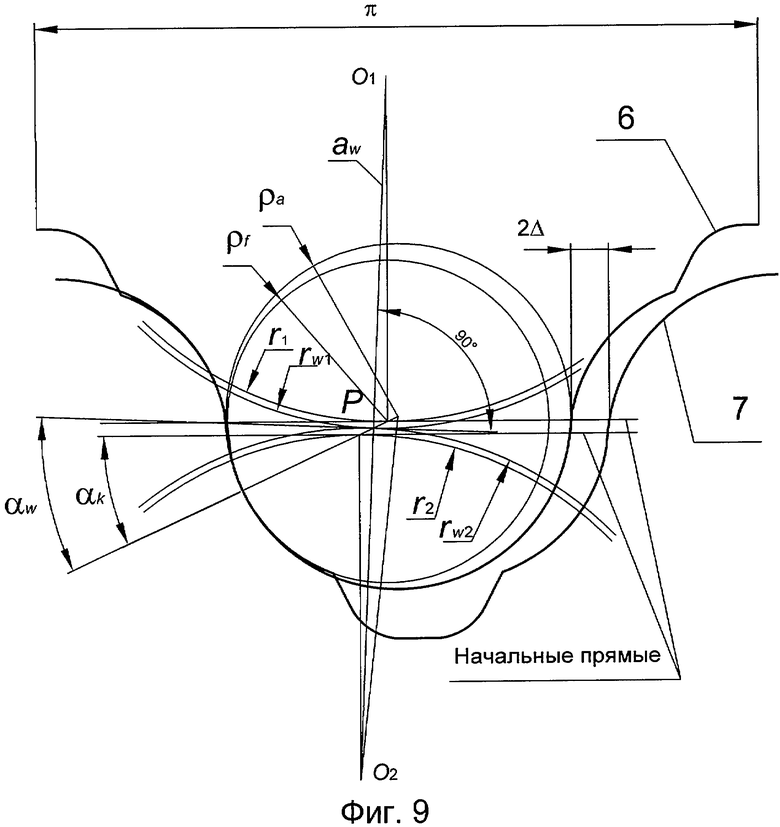
Вариант способа для образования зубчатых передач М.Л.Новикова с двумя линиями зацепления. Способ по основному варианту, отличающийся тем, что головка ИПК сформирована дугой окружности, симметричной относительно оси контура зуба. Дуга головки сопрягается с отрезками наклонных прямых. Начальная прямая станочного зацепления зафиксирована в точках сопряжения. Центры дуг ножек расположены на начальной прямой в пределах половины шага от оси симметрии зуба ИПК. Параметры исходного производящего контура, коэффициенты смещения и параметры передачи определяют по следующим соотношениям:











где: индексы 1 и 2 относятся к параметрам шестерни и колеса соответственно; параметры ИПК: αa - угол профиля в точках сопряжения; αf - угол наклона радиуса дуги ножки в точке соединения с отрезком наклонной прямой; αk - угол профиля в точке контакта; αb - угол профиля в основании; ρa - коэффициент радиуса дуги головки; ρf - коэффициент радиуса дуги ножки; ha - коэффициент расстояния между точками сопряжения и делительной прямой; Δ - коэффициент разности половин толщины зуба ИПК по делительной и начальной прямой; параметры смещения ИПК: x - постоянный коэффициент радиального смещения; y1,2 - коэффициент тангенциального смещения; φ1,2 - угловое смещение, эквивалентное тангенциальному смещению; n=0, 1, 2…n - число шагов в смещении; параметры передачи: z1,2 - число зубьев; αw - угол зацепления; aw - коэффициент межосевого расстояния передачи; da1,2 - коэффициенты диаметра вершин; c - коэффициент радиального зазора.
Соотношения (11), …, (18) определяют постоянные параметры ИПК и коэффициенты смещения, исключающие подрезание головки, уменьшение толщины ножки и повышение прочности для всех сочетаний зубьев в зацеплении. Соотношения (17), (18) получены из условий равной толщины зубьев сопрягаемых колес по хорде делительной окружности. Соотношение (18) определяет угловое смещение, эквивалентное тангенциальному смещению (17). В соотношениях (17) и (18) для первого применения «±» знак «+» относят к колесу, а знак «-» к шестерне.
Для зубчатых колес, выполненных из разных материалов и с большой разницей чисел зубьев, коэффициент тангенциального смещения может быть определен из условий равнопрочности зубьев колеса и шестерни.
Соотношения (19)…(21) определяют связь параметров ИПК и передачи, образованной предлагаемым способом.
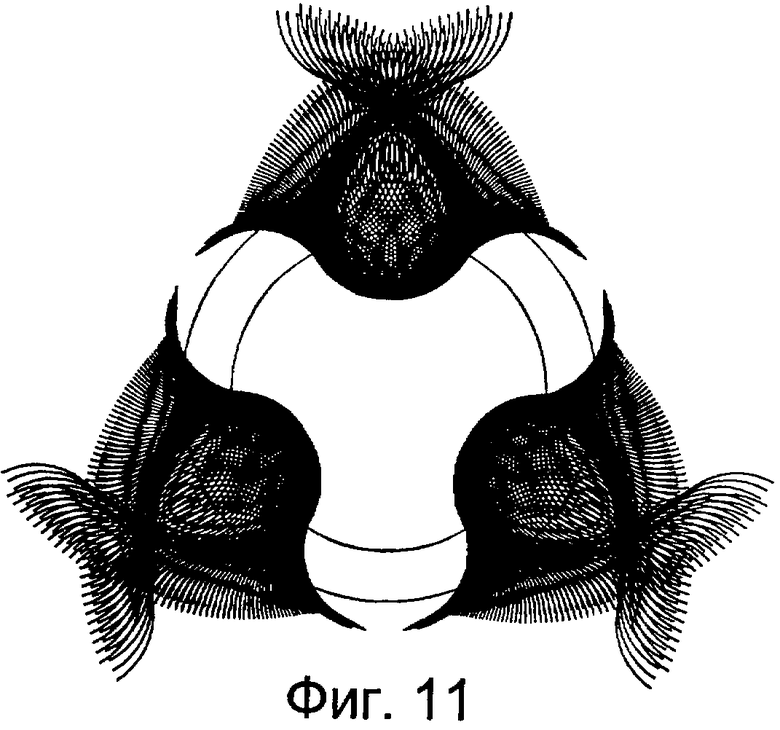
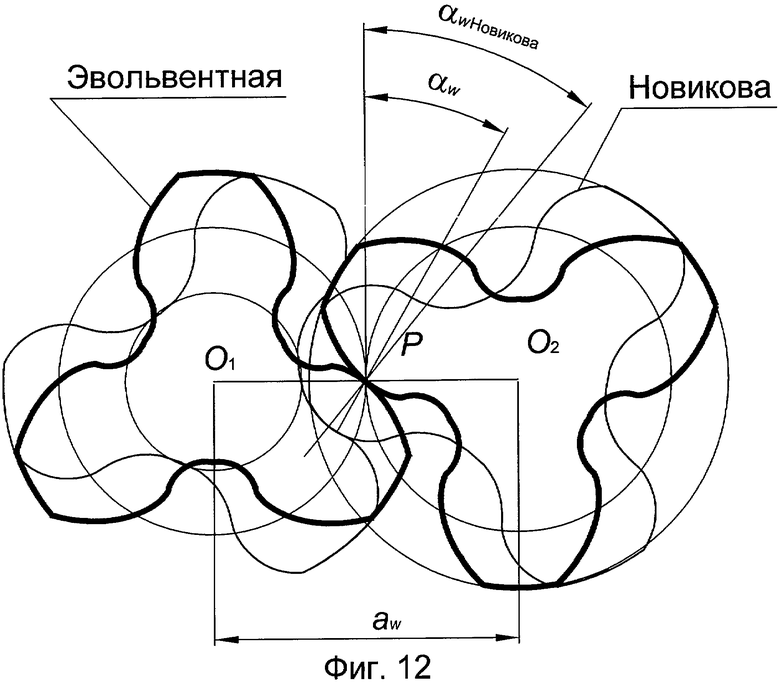
На фиг.1 представлен вариант ИПК для эвольвентных зубчатых передач; на фиг.2 - вариант ИПК для зубчатых передач М.Л.Новикова; на фиг.3 - схема профилирования эвольвентных зубьев в первой позиции; на фиг.4 - схема профилирования эвольвентных зубьев в первой и второй позициях; на фиг.5 - позиции ИПК при последовательном обкате заготовки одним инструментом; на фиг.6 - позиции ИПК при параллельном обкате заготовки двумя инструментами; на фиг.7 - зубчатое колесо, образованное способом двухпозиционного обката для z1,2=20; на фиг.8 - область существования эвольвентного зацепления для z1,2=20; на фиг.9 - схема зацепления передачи М.Л.Новикова и сопрягаемых колес с ИПК для z1,2=3; на фиг.10 - схема профилирования зубьев эвольвентной передачи для z1,2=3; на фиг.11 - схема профилирования зубьев передачи М.Л.Новикова для z1,2=3; на фиг.12 - совмещены изображения эвольвентной передачи и передачи М.Л.Новикова на общем межосевого расстоянии при z1,2=3. Для упрощения обозначений условно принято, что модуль равен 1, а его обозначения не приводятся.
На фигурах показаны: ИПК 1, заготовка 2, противоположные боковые профили зубьев 3 и 4, ИПК 5 инструмента для параллельного обката противоположных профилей зубьев, ИПК 6 и 7 для образования передач М.Л.Новикова.
Способ реализуется следующим образом.
Определяют постоянные параметры ИПК и коэффициенты смещения. Для эвольвентных зубчатых передач по соотношениям (3), …, (9), для передач М.Л.Новикова по соотношениям (11), …, (18). Основные параметры передачи М.Л.Новикова получают из соотношений (19), (20), (21). Для передачи М.Л.Новикова предпочтительные значения коэффициентов линейных параметров составляют:



ИПК инструмента 1 и заготовку колеса 2 устанавливают в первой позиции, обеспечивая радиальное смещение с коэффициентом x1,2, и движением обката образуют одноименные, например левые, боковые профили 3 зубьев, см. фиг.3. Необходимую толщину зубьев и рациональные параметры передачи обеспечивают настройкой второй позиции обката путем тангенциального или углового смещения ИПК или заготовки. Движением обката образуют противоположные, например правые, боковые профили 4 зубьев, см. фиг.4. Тангенциальное смещение y1,2 может быть заменено эквивалентным угловым смещением φ1,2.
На фиг.5 показаны позиции обката для образования зубчатых передач ИПК одного инструмента. На фиг.6 показаны позиции обката для образования зубчатых передач ИПК 1 и 5 двух инструментов. Они установлены с коэффициентом радиального смещения x1,2 и относительным угловым смещением φ1,2. По этой схеме обкат заготовки колеса может производиться параллельно двумя инструментами.
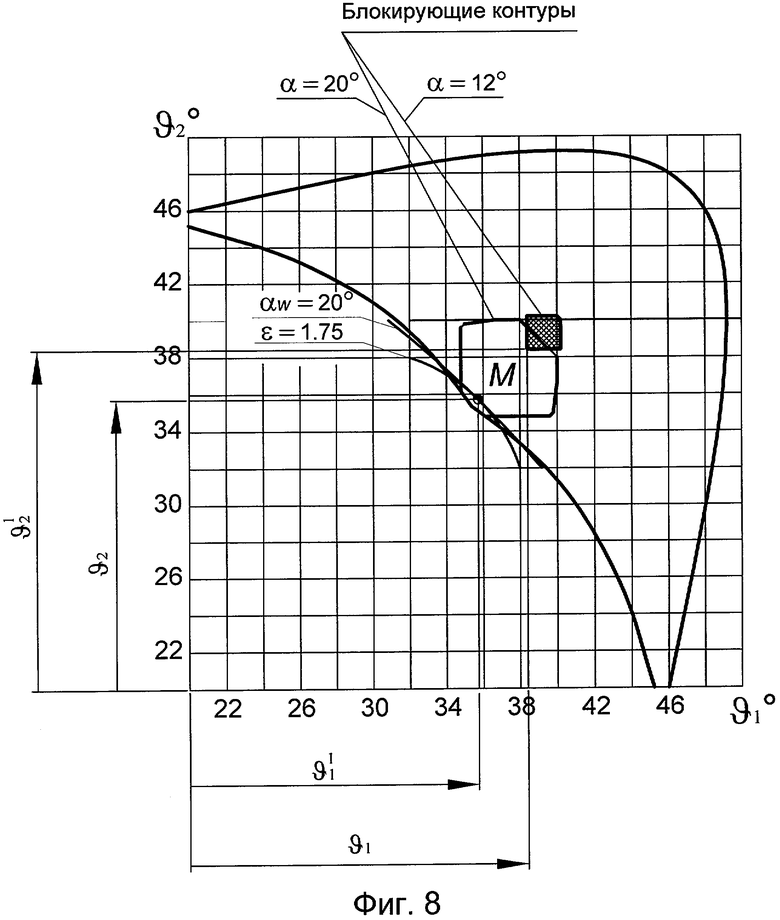
Пример образования эвольвентной зубчатой передачи с улучшенными свойствами. На фиг.7 показано зубчатое колесо эвольвентной передачи, образованной предлагаемым способом. Передача имеет одинаковые числа зубьев сопрягаемых колес z1,2=20 и соответствует точке M области существования зацепления, см. фиг.8. Область существования зацепления известна из теории эвольвентных зубчатых передач. См. Булгаков Э.Б., Васина Л.М. Эвольвентные зубчатые передачи в обобщающих параметрах. Справочник по геометрическому расчету. М.: Машиностроение, 1978 г. Стр.127, рис.63.
На область существования зацепления нанесены блокирующие контуры стандартного ИПК с углом профиля 20° и варианта предлагаемого ИПК с углом профиля 12°. В точке M с координатами θ1,2 касаются изолинии угла зацепления αw=20° и коэффициента перекрытия ε=1.8. При равных углах зацепления стандартный ИПК позволяет получить лишь ε=1.56. Для получения большего коэффициента перекрытия по координатам θ1,2 и соотношениям (8), (9) и (10) определяют коэффициенты и углы смещения.
В первой позиции обката образуют зубья с параметрами:  :
:

Во второй позиции образуют зубья с необходимыми параметрами θ1,2. Из соотношений (8) и (10) следует, что угловое смещение позиций составляет:

Так как по основной окружности половина угловой толщины зуба равна inν ϑ1,2, то из (26) следует, что сущность двухпозиционного обката заключается в возможности произвольного изменения толщин сопрягаемых зубьев и достижении их рационального сочетания.
Возможности предлагаемого способа не ограничены блокирующим контуром. Область применения предлагаемого ИПК с учетом тангенциального смещения включает блокирующий контур стандартного ИПК. При этом достигается увеличение коэффициента перекрытия.
На фиг.9 показана схема образования передачи М.Л.Новикова. На схеме совмещены два станочных и рабочее зацепление. ИПК 6 и 7 показаны в первой позиции обката каждого колеса. Заготовки колес с центрами в точках O1 и O2 обкатывают по делительным окружностям с радиусами r1 и r2 и начальным прямым ИПК. Коэффициент радиального смещения x принят постоянным для всех чисел зубьев. Расстояние между ИПК по начальной прямой в обкате разных колес соответствует сумме тангенциальных смещений сопрягаемых колес и равно 2Δ, что следует из (17). Зубчатые колеса входят в рабочее зацепление с полюсом P по начальным цилиндрам с радиусами rw1 и rw2, с межосевым расстоянием aw и углом зацепления αw.
Промышленная применимость предлагаемого изобретения подтверждена в зуборезных операциях машиностроительного производства.
Способ может быть использован на предприятиях, оснащенных зубообрабатывающим оборудованием.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2009 |
|
RU2404030C1 |
| ИЗМЕЛЬЧИТЕЛЬ БАРАБАННЫЙ | 2005 |
|
RU2312707C2 |
| ЭВОЛЬВЕНТНАЯ ЗУБЧАТАЯ ПЕРЕДАЧА | 1999 |
|
RU2160858C1 |
| ПЛАНЕТАРНАЯ ПЕРЕДАЧА С ВНЕЦЕНТРОИДНЫМ ЦИКЛОИДАЛЬНЫМ ЗАЦЕПЛЕНИЕМ ПЕТРОВСКОГО | 2021 |
|
RU2766626C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭВОЛЬВЕНТНЫХ ЗВЕЗДОЧЕК | 1997 |
|
RU2110374C1 |
| СПОСОБ ХРУСТАЛЕВА Е.Н. ПОВЫШЕНИЯ КОНТАКТНОЙ И ИЗГИБНОЙ ВЫНОСЛИВОСТИ ЭВОЛЬВЕНТНОГО ЗУБЧАТОГО ЗАЦЕПЛЕНИЯ И ЭВОЛЬВЕНТНОЕ ЗУБЧАТОЕ ЗАЦЕПЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2703094C2 |
| ОРТОГОНАЛЬНАЯ ДВУХМОДУЛЬНАЯ ЧЕРВЯЧНАЯ ПЕРЕДАЧА | 1999 |
|
RU2159370C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭВОЛЬВЕНТНЫХ ЗВЕЗДОЧЕК ДЛЯ ЗУБЧАТЫХ ЦЕПЕЙ | 2006 |
|
RU2314900C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |






Способ включает обкат заготовок сопрягаемых колес инструментом реечного типа с исходным производящим контуром (ИПК), содержащим линии головок и ножек, расположенные по обе стороны делительной прямой и состоящие из последовательно соединенных отрезков прямых и дуг окружностей. Для расширения технологических возможностей за счет исключения эффектов подрезания, заострения, интерференции и недопустимого уменьшения толщины зубьев обкат заготовок колес выполняют в двух позициях исходного производящего контура и/или заготовки. Обкатом заготовки колеса в первой позиции образуют боковые профили одной стороны зубьев, необходимую толщину зубьев и рациональные параметры передачи обеспечивают настройкой второй позиции обката путем тангенциального или углового смещения ИПК или заготовки. Обкатом во второй позиции образуют боковые профили противоположных сторон зубьев. 12 ил.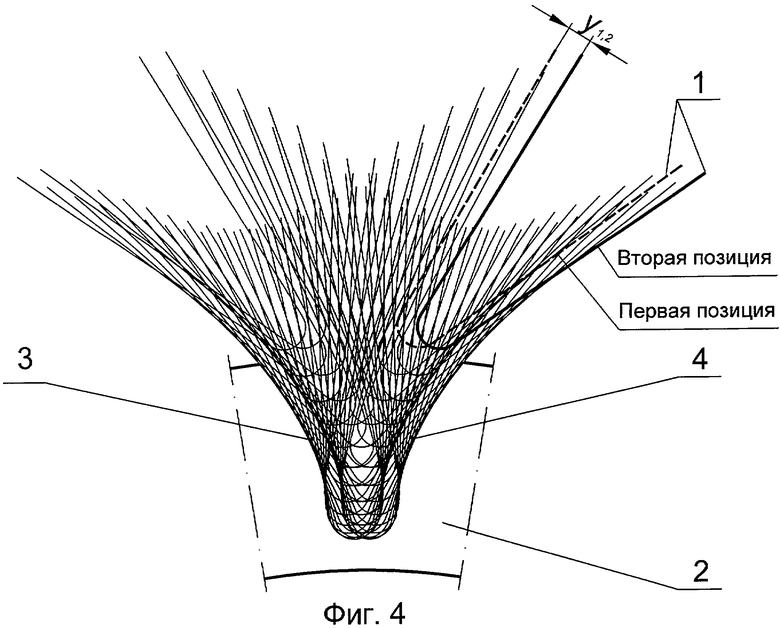
Способ образования зубчатых передач, включающий обкат заготовок сопрягаемых колес инструментом реечного типа с исходным производящим контуром (ИПК), содержащим линии головок и ножек, расположенные по обе стороны делительной прямой и состоящие из последовательно соединенных отрезков прямых и дуг окружностей, отличающийся тем, что обкат заготовок колес выполняют в двух позициях исходного производящего контура и/или заготовки, обкатом заготовки колеса в первой позиции образуют боковые профили одной стороны зубьев, необходимую толщину зубьев и рациональные параметры передачи обеспечивают настройкой второй позиции обката путем тангенциального или углового смещения ИПК или заготовки, обкатом во второй позиции образуют боковые профили противоположных сторон зубьев.
| КОРОТКИН В.И | |||
| и др | |||
| Зубчатые передачи Новикова | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Зубчатая передача | 1967 |
|
SU735855A1 |
| Способ обработки зубьев цилиндрических колес | 1983 |
|
SU1712082A1 |
| ЭВОЛЬВЕНТНАЯ ЗУБЧАТАЯ КОРРИГИРОВАННАЯ ПЕРЕДАЧА ВНУТРЕННЕГО ЗАЦЕПЛЕНИЯ | 1991 |
|
RU2025614C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭВОЛЬВЕНТНЫХ ЗВЕЗДОЧЕК | 2003 |
|
RU2243068C1 |
| СПОСОБ УПРАВЛЕНИЯ ПИТАНИЕМ И СИСТЕМА ДЛЯ УСТРОЙСТВА, ГЕНЕРИРУЮЩЕГО АЭРОЗОЛЬ, С ПИТАНИЕМ ОТ БАТАРЕИ | 2018 |
|
RU2758174C2 |

