Изобретение относится к металлообработке и инструментальному производству и является усовершенствованием изобретения по авт.св.№ 1217594
Цель изобретения - повЫшение стой кости обкатного инструмента путем компенсации уменьшения перейодных кривых у ножки шлицев увеличением радиуса сопряжения вершинной и боковых режущих кромок.
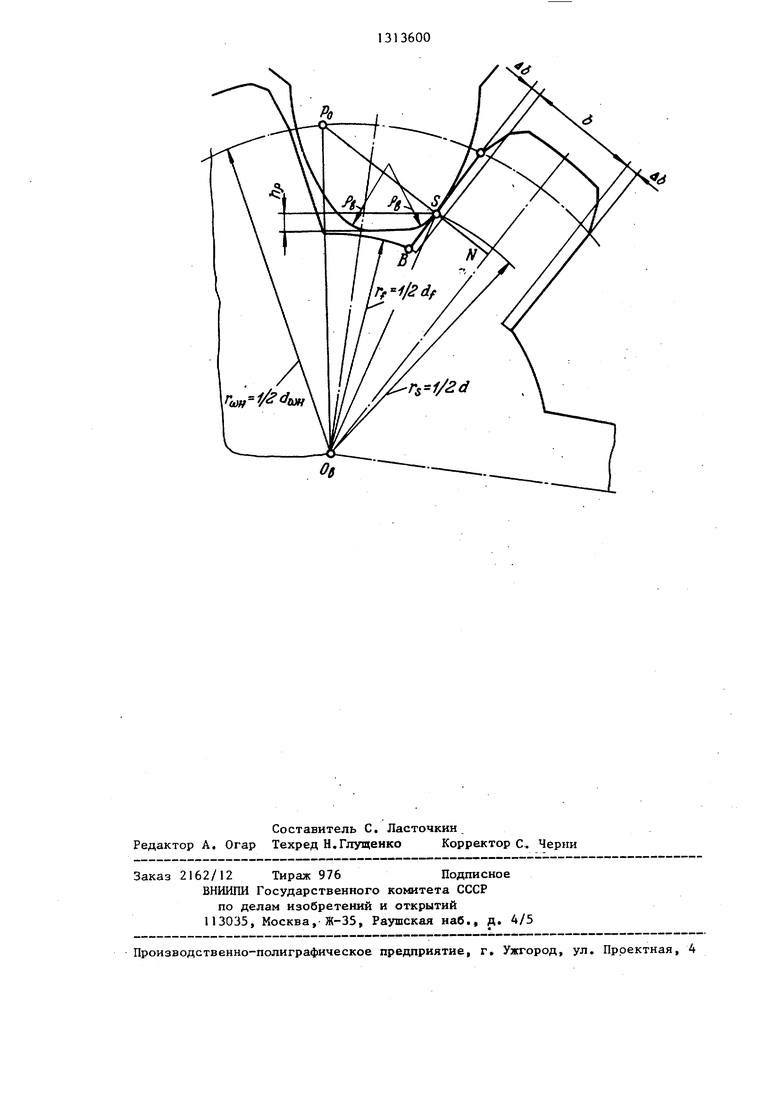
На чертеже представлена схема способа обработки.
Способ обработки пшицевых валов с прямобочным профилем червячной фрезой осуществляют при перекатывании без скольжения начальной прямой инструментальной рейки по начальной окружности шлицевого вала, Шлицевой вал имеет внутренний диаметр d,, номинальную ширину b шлицев,, припуск на чистовую обработку боковой стороны дЪ.Головка шлицев выполнена ; подрезанной в пределах припуска на чистовую обработку. За счет подреза головки начальная окружность уменьшена до диаметра d. Переходная кривая сформирована у ножки шлицев начиная с точки S. Размеры переходной кривой ограничены внутренним диаметром шлиЦевого соединения d. Нормаль проходит через точку S.
Фрезы при осуществлении предлагаемого способа, обеспечивают формирование профиля шлицев до ннутрен- него диаметра шлицевого соединения d, однако за счет изменения диаметра начальной окружности они позволяют выполнить сопряжение вершинной и боковых режущих кромок по увеличенному .радиусу р. Увеличение радиуса Of, компенсируют обкаткой вала по уменьшенной начальной ojcpyжнocти d, что позволяет повысить точность.
Величину радиуса р определяют из зависимости
2(d
UH
-44:
).
5
0
5
0
UH
i - b. где d - номинальный внутренний диаметр шлицевого соединения, мм;
уменьшенный диаметр начальной окружности, мм; внутренний диаметр шлицевого вала, мм;
ширина профиля шлицев в точке начала переходной кривой, мм b5 b+2ub,
где b - номинальная ширина шлицев,
мм;
2йЬ - припуск на чистовую обработку шлнцев, мм.
Формула изобретения
Способ обработки шлицевых валов с прямобочным профилем по авт.св. № 1217594, о тличающийся тем, что, с целью повышения стойкости обкатного инструмента путем компенсации уменьшения переходных кри- вых у ножки шлицев увеличением ра- диуса сопряжения вершиной и боковых режущих кромок, сопряжения боковых режущих кромок с вершинной производят по радиусу, который определяют из соотношения
ff
.4 blib -|d|j dlibj
4.
п п
-(d +bb
0
2(он ч н где d - номинальный внутренний
диаметр шлицевого соединения, мм;
уменьшенный диаметр начальной окружности, мм; внутренний диаметр шлицевого вала, мм;
ширина профиля шлицев в точке начала переходной кривой, мм.
WH
d. b
bs b+24b, где b - номинальная ширина шлицев,
мм;
2дЬ - припуск на чистовую обработку ш,пицевр мм;
0(, - радиус сопряжения вершинной и боковых режущих кромок.
Об
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки шлицевых валов с прямобочным профилем | 1986 |
|
SU1414529A1 |
| Способ обработки шлицевых валов с прямобочным профилем | 1990 |
|
SU1813600A1 |
| Способ обработки шлицевых валов с прямобочным профилем | 1986 |
|
SU1414528A1 |
| Способ обработки шлицевых валов с прямобочным профилем | 1989 |
|
SU1701449A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Способ обработки шлицевых валов с прямобочным профилем | 1984 |
|
SU1217594A1 |
| Шлицевая протяжка | 1990 |
|
SU1745444A1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 1998 |
|
RU2134184C1 |
| КОМБИНИРОВАННАЯ ДИСКОВАЯ МОДУЛЬНАЯ ФРЕЗА | 2011 |
|
RU2467839C2 |
Изобретение относится к области металлообработки и инструментального производства. Цель изобретения - повышение стойкости обкатного инструмента путем компенсации уменьшения переходных кривых у ножки шлицев увеличением радиуса сопряжения вершинной и боковых режуп нх кромок. Вершинную и боковые режуш;ие кромки зуба червячной фрезы выполняют сопрягающимися .по радиусу, который исключает выход переходных кривых у ножки шлицев за ном51нальный внутренний диаметр илицевого соединения. Величину радиуса сопряжения кромок определяют по зависимости Pj, (d -dun ,.);2(dco,- - ), гдер,- радиус сопряжения вершинной и боковых режущих кромок; d. - номинальный внутренний диаметр шлицевого соединения; d - уменьшенный диаметр начальной окружности; df - внутренний диаметр шлицевого вала; - ширина профиля шлицев в точке начала переходной кривой; b - номинальная ширина шлицев; 2ьЬ - припуск на чистовую обработку шлицев. 1 ил. S сл
| Способ обработки шлицевых валов с прямобочным профилем | 1984 |
|
SU1217594A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
