4 СЛ 1C
сх
Изобретение относится к металлообработке и инструментальному производству и может быть использовано при нарезании пшицевых изделий по методу центроидного огибания,
Целью изобретения является упрощение технологии изготовления валов яа 4
счет использования в формообразовании
прямой ЛИНИИф10.
На чертеже показана схема формирования шлицев по предлагаемому способу.
Исходный профиль плицевого вала ABCD, включающий головку и ножку, состоит из трех сопрягаемых участков:15 фасочного CD (с гарантированным размером фаски f, расположенного под углом Цг наклона к боковой стороне ВС), прямобопного бокового профиля ВС, дугового участка впадины АВ. Вал 20 имеет радиус г,, окружности выступов и радиус г г окружности впадин. 111ли1да имеют ширину h и припуск йЪ на чистовую обработку. Головку шлицев на участке FE выполняют по прямой. Точка 25 F перегиба профиля делит его на участки BF и FE, для которых проекция радиуса Гр на касательную к основному профилю BF будет совпадать с проекцией радиуса г г на касательную к моди- 30 фицированному профилю FE, а величина проекций для этих участков будет максимальной. Математически это условие определяется равенством
Грсоз р g max, (1) 35
где г г - радиус до точки F профиля
щлицев, мм;
с угол давления в точке F профиля шлицев, рад;40
. b + 2ЛЪ р arcsin ,
номинальная ширина шлицев, мм;
припуск на чистовую обработку 5 боковой стороны профиля шлицев, мм;
радиус до точки Е профиля шлицев, мм;
г р г у - f,
TIJ, - радиус окружности выступов
вала, мм;
- размер фаски, мм; р - угол давления в точке Е профиля.шлицев, рад;
Е arcsin 5
arctg
4b
S- - г и
cos 1
(4)
Приняв rpcos р t ахс и подставив формулы (2) - (4) в формулу (1), получим уравнение для расчета максимальной проекции
r cosrarcsin -- arctg
йЪ
ri b VE- Г -
MM КС
Зная величину ,K.c , можно определить размеры начальной окружности rjjj :
- - -I- Н
-(л),
г
MWKC
+ (.a
Шлицевые валы, вьтолненные по предлагаемому способу, обеспечивают формирование уменьшенных переходных кривых при простой форме головки, что упрощает их контроль. Формула изобретения
Способ обработки шлицевых валов с прямобочным профилем, Включающим головку и ножку, при котором начальную прямую инструментальной рейки перекатывают без скольжения по начальной окружности вала, максимально приближенной к впадине шлицев, отличающийся тем, что, с целью упрои1ения технологии изготовления валов, производят подрезание головки шлицев по прямой, положение которой определяют завис1гмостью
сои N
.Ь + 2йЬЛ 2 () + с„о1кс;
где Гц) - радиус начальной окружное-
Н
ти;
b - номинальная ширина шлицев; ЛЬ- npmiycK на чистовую обработку шлицев;
мыкс проекция радиуса, проходящего через начальную точку подрезания головки шлицев, нл касательн то к номинальному профилю,
t/w(MKC Е-COS (arcs in -- +
/- г ,
t а г с t к
Ь
),
ДАЫКчС
t радиус, проходящий через конечную точку подрезания головки шлицев;
где fо( радиус окружности выступов
вала; f - размер фаски.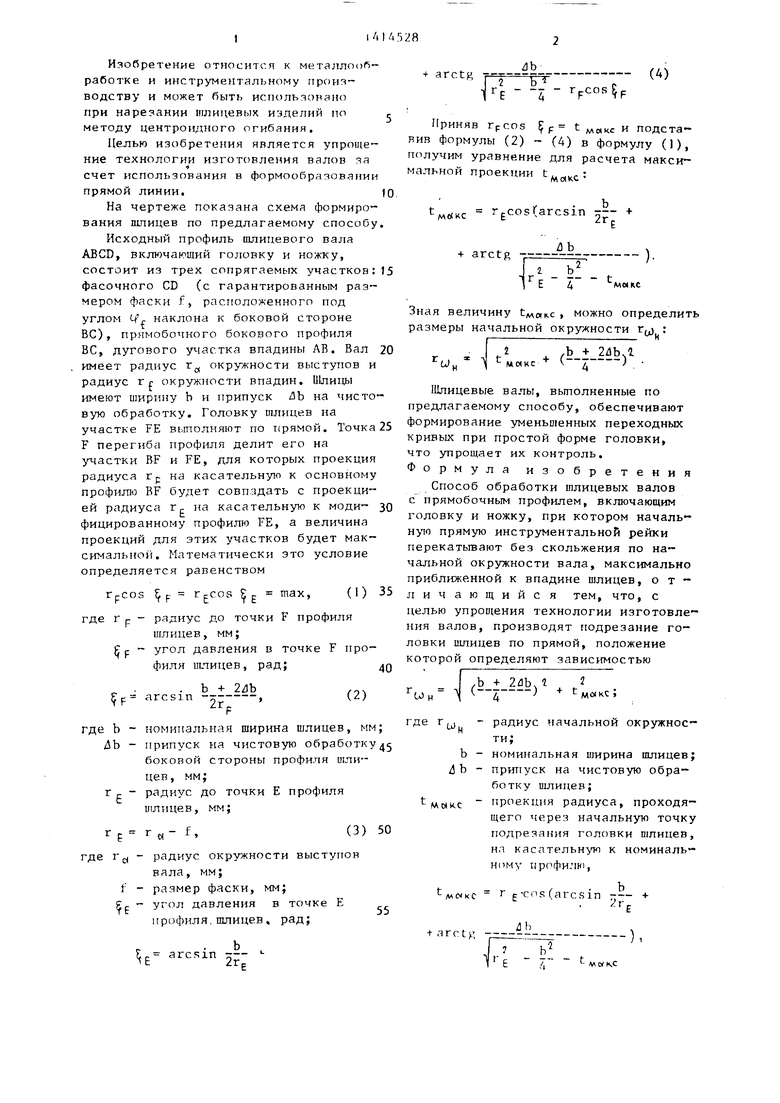
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки шлицевых валов с прямобочным профилем | 1990 |
|
SU1813600A1 |
| Способ обработки шлицевых валов с прямобочным профилем | 1986 |
|
SU1414529A1 |
| Способ обработки шлицевых валов с прямобочным профилем | 1984 |
|
SU1313600A2 |
| Способ обработки шлицевых валов с прямобочным профилем | 1984 |
|
SU1217594A1 |
| Способ обработки шлицевых валов с прямобочным профилем | 1989 |
|
SU1701449A1 |
| СПОСОБ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС | 1991 |
|
RU2043186C1 |
| Способ изготовления зубчатых колес с профильной модификацией зубьев | 1989 |
|
SU1683913A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| ГИПОИДНАЯ ПЕРЕДАЧА | 1991 |
|
RU2019762C1 |

Изобретение относится к металлообработке и инструментальному производству и может быть использовано при нарезании шлицевых изделий. Цель изобретения - упрощение технологии изготовления валов за счет использования в формообразовании прямой линии. Обработку шлицев валов с прямоточным профилем, включающим головку и ножку, осуществляют при условии перекатывания начальной прямой инструментальной рейки без скольжения по начальной окружности вала, максимально приближенной к впадине шлицев, , При этом подрезание головки пшицев вьтолняют по прямой, положение кото- рой определяется зависимостью Гц - т| 1/4(Ь + 2ДЬ) + I где г i радиус начальной окружности, мм; Ь номинальная ширина шлицев, мм; ЛЬ - припуск на чистовую обработку шлицев, мм; проекция радиуса к на чальной точке подрезания головки шли цев на касательную к номинальному , профилю, мм; аъ г + arctpj Г2 Ь ГГ 4 - t/waKC cos(arcsin t -, здесь Tg - § С/) радиус к конечной точке подрезания головки шпицев, мм; ГЕ Гд- f, где TO, - радиус окружности выступов вала, мм; f - размер фаски мм. I ил.
м
- f.
| Способ обработки шлицевых валов с прямобочным профилем | 1984 |
|
SU1217594A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
