Изобретение относится к средствам автоматизации загрузки деталей в станки и может быть использовано в машиностроении и приборостроении для поштучной выдачи деталей со сложной формой боковой поверхности.
Целью изобретения является повышение надежности в работе при выдаче деталей со сложной формой боковой поверхности.
На чертеже показано устройство поштучной выдачи деталей в положении загрузки,
Устройство состоит из лотка-накопителя 1, установленного над шибером 2 с приемным гнездом 3 и основанием А, соосно установленных сопел 5 и 6, соосных выхлопных окон 7 и 8 и установленного над ними импульсного сопла 9, связанного через формирователь 10 единичных пневмоимпульсов с пневматическим конечным выключателем 11. Сопла 5Г 6 и 9 подключены к источнику 12 питания, Позициями 13 и 14 обозначены очередная и последующая детали соответственно. Нижняя часть приемного гнезда 3 сообщена вентиляционным каналом 15с атмосферой.
Устройство работает следующим образом,
В исходном положении (шибер находится в положении выгрузки, не показано) после подачи давления питания от источника 12 питания истекающие из сопел 5 и 6 струи воздуха образуют веерообразный результирующий поток. Часть этого потока, заполняя нижнюю часть лотка-накопителя 1 и истекая в атмосферу через выхлопные окна 7 и 8, создает пневмозатвор, который поддерживает столбик деталей, заполняющих лоток-накопитель 1.
Втюложении загрузки шибер 2 перемещается по основанию 4 до совмещения осей приемного гнезда 3 и лотка-накопителя 1.
При этом срабатывает пневматический конечный выключатель 11, подавая сигнал управления на формирователь 10 единичных пневмоимпульсов. На выходе последнего
по переднему фронту сигнала управления формируется пневмоимпульс, который подается в сопло 9 и создает в нем достаточную по мощности и направлению струю воздуха, которая воздействует на определенную поверхность очередной детали 13 (торец, поясок, проточку, буртик и др.) и простреливает ее через пневмозатвор в приемное гнездо 3 шибара 2, одновременно надежно отделяя ее от последующей детали
14. При этом веерообразный результирующий поток оказывает центрирующее воздействие на выдаваемую деталь 13 и способствует ее попаданию в верхнюю воронкообразную заборную часть приемного
гнезда 3. Вентиляционный канал 15 исключает образование слишком мощной воздушной подушки под деталью в нижней части приемного гнезда 3. Весь столбик деталей под действием силы тяжести смещается
вниз и зависает на пневмозатворе в положении, обеспечивающем поштучную выдачу следующей детали. Шибер 2 перемещается в положение выгрузки, после чего цикл повторяется.
Формула изобретения
Устройство поштучной выдачи деталей, содержащее основание, лоток-накопитель, шибер с гнездом, установленный с возможностью возвратно-поступательного перемещения, и источник подачи воздуха, отличающееся тем, что, с целью повышения надежности в работе при выдаче деталей со сложной формой боковой поверхности, устройство снабжено тремя соплами, два из
которых оппозитно установлены относительно продольной оси лотка-накопителя между последним и шибером, а третье встроено под углом в корпус лотка-накопи51701479.6
теля и связано с источником подачи воздухавозможностью взаимодействия с шибером,
посредством дополнительно введенного 45при этом в корпусе лотка-накопителя ниже
формирователя единичных импульсов и ко-упомянутого сопла по периферии выполненечного выключателя, расположенного сны окна.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи деталей | 1987 |
|
SU1463433A1 |
| Устройство для подачи деталей | 1983 |
|
SU1152098A1 |
| МНОГОКАНАЛЬНЫЙ РЕНТГЕНОРАДИОМЕТРИЧЕСКИЙ СЕПАРАТОР | 2010 |
|
RU2432206C1 |
| Устройство для накопления и поштучной выдачи цилиндрических заготовок | 1991 |
|
SU1787629A1 |
| Загрузочное устройство | 1977 |
|
SU643289A1 |
| Устройство для поштучной выдачи деталей | 1982 |
|
SU1063578A1 |
| Загрузочное устройство | 1983 |
|
SU1085759A1 |
| Устройство для пакетирования изделий с отверстиями | 1986 |
|
SU1337315A2 |
| Роботизированная линия горячей штамповки | 1985 |
|
SU1355454A1 |
| Загрузочное устройство | 1989 |
|
SU1705016A1 |
Изобретение относится к средствам автоматизации загрузки деталей в стенки и может быть использовано в машиностроении и приборостроении для поштучной выдачи деталей сложной формы. Целью изобретения является повышение надежности в работе устройства при выдаче деталей со сложной формой боковой поверхности. Устройство содержит лоток-накопитель 1, установленный над шибером 2 с приемным гнездом 3 и основанием 4, сопла 5 и 6, соос- ные выхлопные окна 7 и 8 и установленное над ними сопло 9, связанное через форми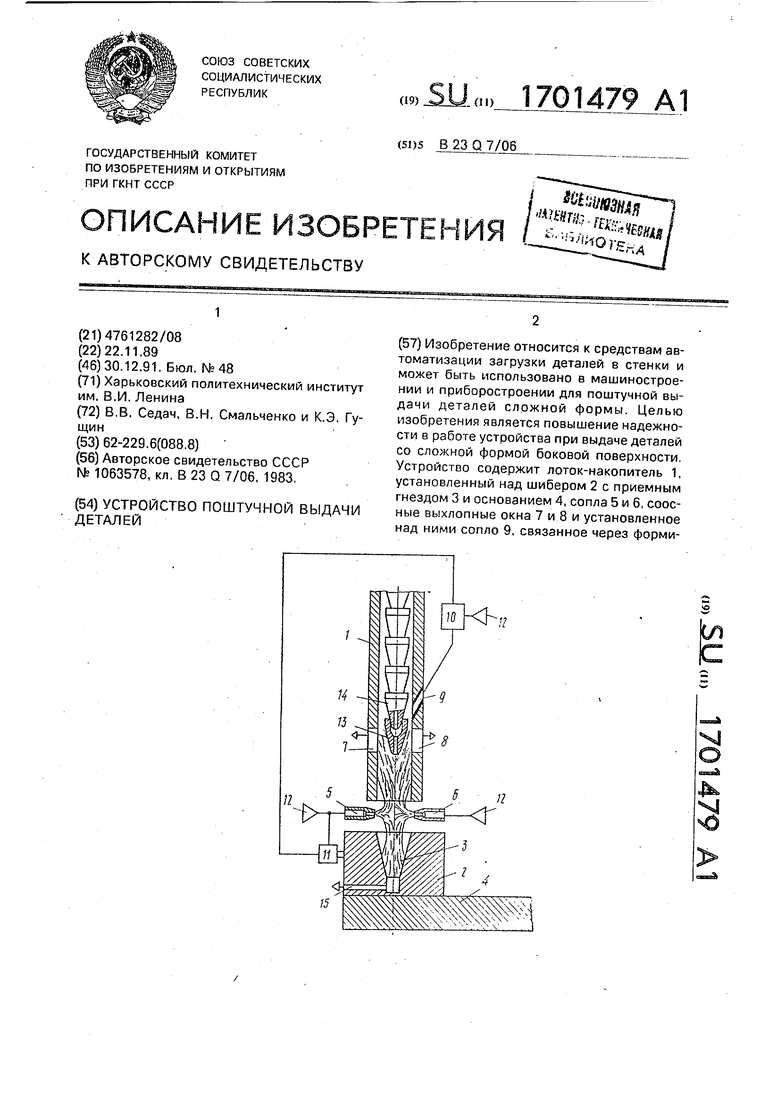
| Устройство для поштучной выдачи деталей | 1982 |
|
SU1063578A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
