COUZ.1
Изобретение относится к автоматизации загрузки деталей в станки и может быть использовано в машиностроении и приборостроении.
Целью изобретения является повышение надежности работы устройства за счет ликвидации залипания детали в гнезде шиберного питателя.
На фиг. 1 показано устройство для поштучной выдачи деталей в исходном положении; на фиг. 2 -- то же, в положении выгрузки; на фиг. 3 - то же, в положении продувки гнезда питателя.
Устройство состоит из лотка-накопителя 1 в нижней части которого выполнено окно, связанное с воздухопроводом 2, шиберного питателя 3 с приемным гнездом 4 и, каналом 5. Воздухопровод 6, в котором механизмом изменения давления, выполненным в виде пневмодилиндра 7, создается либо разрежение, либо избыточное давление, имеет ветви 8-10, которые соединены с от- : верстиями 11 - 13 основания 14. В приемном гнезде 4 выполнено отверстие 15. На позиции выгрузки в основании 14 выполнено отверстие 16. Позициями 17 и 18 соот; ветственно обозначены предыдущая и пос- I ледующая детали в лотке-накопителе 1. 11е- I ремещения шиберного питателя 3 и поршня ;пневмоцилиндра 7 взаимосвязаны, например, от кулачкового привода (не показано).
Устройство работает следу ощим образом. В исходном положении (фиг. 1) приемное гнездо 4 шиберного питателя 3 рас положено соосно с лотком-накопителем 1 : и отверстие 15 через отверстие 12 сое- 1 диняется с ветвью 9 воздухопровода 6. I Воздухопровод 2 через канал 5 и ветвь 8 i соединен с воздухопроводом 6. Шиберный питатель 3 перекрывает отверстие 13. Пор- ше нь пневмоцилиндра 7, перемещаясь вниз, создает разрежение во всех ветвях воздухопровода 6 и соответственно в канале 5, отверстиях 11 - 13 и в воздухопроводе 2. При этом детали перемещаются по лотку- накопителю 1 под действием силы тяжести и в результате разрежения, созданного в приемном гнезде 4.
Первая деталь 17 попадает в приемное гнездо 4 и, всасываясь в него, перекрывает собой отверстие 15, в результате чего величина разрежения в ветви 8 и воздухопроводе 2 увеличивается. Вследствие этого вторая деталь 18 присасывается к стенке лотка-накопителя 1 в месте подведения к нему воздухопровода 2. Таким образом создается отрыв детали 17 от детали 18. Величина разрежения в воздухопроводе 6 создана так, чтобы в этом положении удерживался весь столбик деталей в лотке- накопителе 1.
Шиберный питатель 3 с деталью 17 в приемном гнезде перемещается в положение
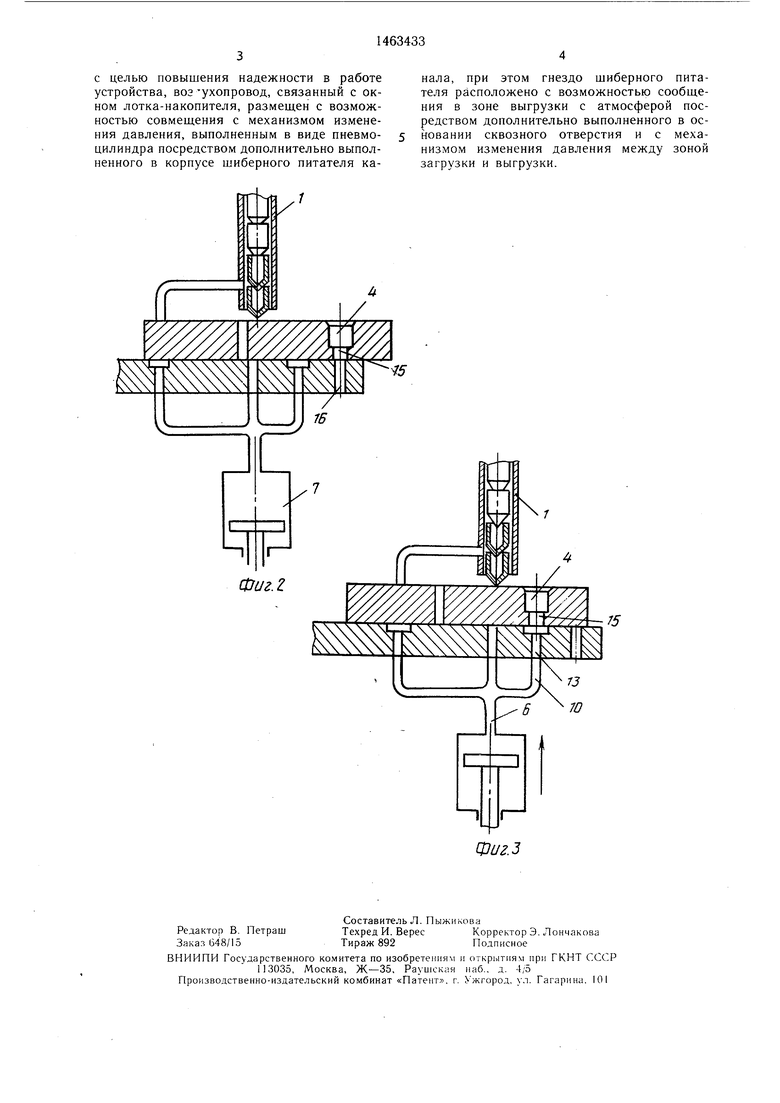
выгрузки (фиг. 2), а поршень пневмоцилиндра 7 продолжает перемещаться вниз, создавая разрежение в воздухопроводе 6. Перемещающийся шиберный питатель 3 перекрывает ветвь 8 воздухопровода 6, разрежение в воздухопроводе 2 падает за счет перетечек воздуха, и деталь 18 под тяжестью столбика деталей опускается на шиберный питатель 3 и скользит по нему. Когда приемное гнездо 4 занимает положение выгрузки, т. е. приемное гнездо 4
становится соосно отверстию 16 основания 14
поршень пневмоцилиндра достигает крайнего
нижнего положения (фиг. 2). На позиции
: выгрузки давление в приемном гнезде 4 вы5 равнивается с атмосферным за счет отверстия 16, залипание детали устраняется и последняя свободно удаляется из приемного гнезда 4. После того, как деталь 17 выгружена из приемного гнезда 4, шиберный питатель 3. начинает перемещаться на по0 зицию загрузки, а поршень пневмоцилиндра 7 перемещается в обратном направлении (фиг. 3), создавая избыточное давление в воздухопроводе 6 И его ветвях 8-10. Перемещающийся щиберный питатель 3 пе5 рекрывает отверстия 11 и 12 и соединяет отверстие 15 и приемное гнездо 4 с отверстием 13 и ветвью 10 воздухопровода 6. Воздухом, вытесняемым поршнем пневмоцилиндра 7 через ветвь 10 воздухопровода 6, отверстия 13 и 15, продувается приемное
С гнездо 4 от инородных тел, например стружки.
Поршень пневмоцилиндра 7 перемещается в исходное положение. Перемеп1,ающийся на позицию загрузки шиберный питатель 3
c перекрывает отверстие 13. Как только приемное гнездо 4 шиберного питателя 3 подходит к лотку-накопителю 1, поршень пневмоцилиндра 7 начинает перемещаться вниз и создает разрежение в воздухопроводе в ветвях 8-10, отверстиях 15 и 11, воздухо0 проводе 2. За счет этого разрежения деталь 18 удерживается в лотке-накопителе до тех пор, пока приемное гнездо 4 питателя 3 не соединится с отверстием 12 и шиберный питатель 3 вернется в исход г ное положение. После этого процесс повторяется.
Формула изобретения
Устройство для поштучной выдачи дета- g лей, содержашее лоток-накопитель, в нижней части которого выполнено окно, соединенное с воздухопроводом, механизм изменения давления, установ ленный с возможностью возвратно-поступ 1Т.ельного перемещения шиберный питатель со сквозным 5 гнездом, размещенным с возможностью совмещения в зоне загрузки через канал, выполненный в основании, с механизмом изменения давления, отличающееся тем, что.
с целью повышения надежности в работе устройства, воздухопровод, связанный с окном лотка-накопителя, размещен с возможностью совмещения с механизмом изменения давления, выполненным в виде пневмо- цилиндра посредством дополнительно выполненного в корпусе шиберного питателя канала, при этом гнездо шиберного питателя расположено с возможностью сообщения в зоне выгрузки с атмосферой посредством дополнительно выполненного в основании сквозного отверстия и с механизмом изменения давления между зоной загрузки и выгрузки.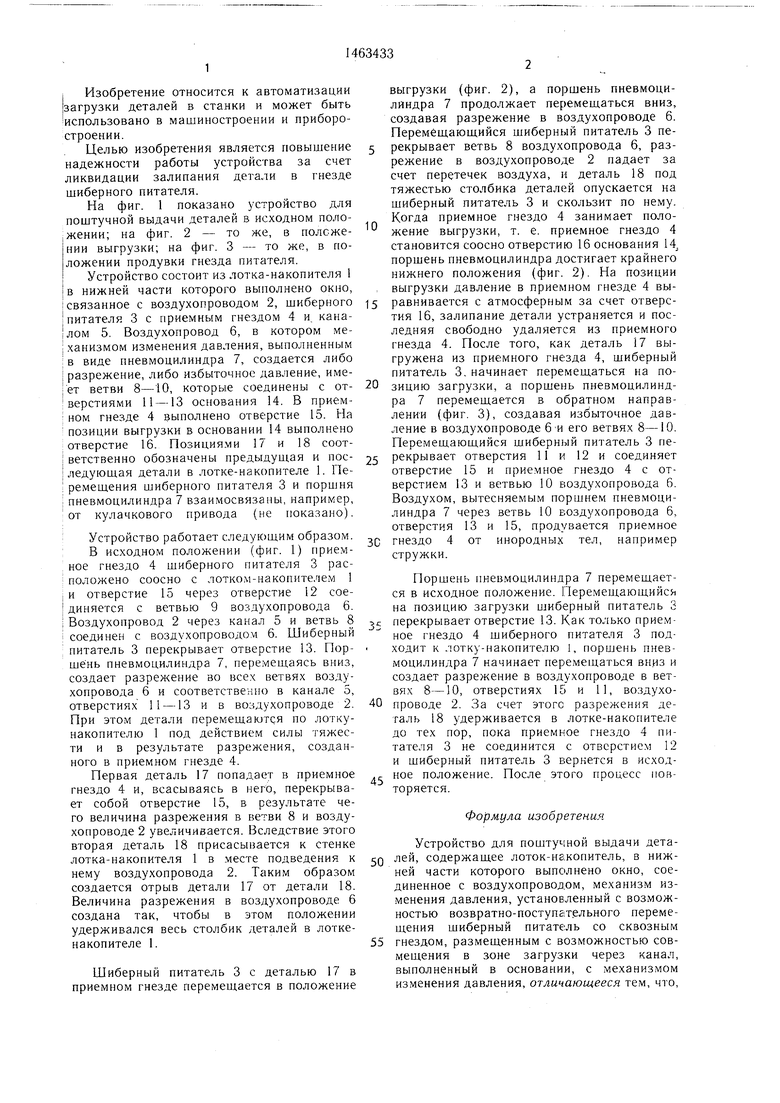
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи деталей | 1982 |
|
SU1063578A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ДЕТАЛЕЙ | 2007 |
|
RU2359774C2 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ФЕРРОМАГНИТНЫХДЕТАЛЕЙ | 1972 |
|
SU435573A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для подачи деталей | 1981 |
|
SU971614A1 |
| Устройство для ориентации и загрузки контактов в гнезда колодки разъема | 1980 |
|
SU955303A1 |
| Загрузочное устройство | 1989 |
|
SU1710292A1 |
| Автоматическая линия сборки переключателей | 1984 |
|
SU1254560A1 |
| Устройство для соединения пластмассовых деталей | 1991 |
|
SU1808725A1 |
Изобретение относится к автоматизации загрузки деталей в станки и может быть использовано в машиностроенни к приборостроении. Целью изобретения является повышение надежйости работы устройства. Для этого, в устройстве, содержащем лоток-накопитель 1, в нижней части которого выполнено окно, связанное с воздухопроводом 2, шиберный питатель 3 со сквозным гнездом 4, которое в зоне за77 / & X грузки совмещается с механизмом изменения давления, последний выполнен в виде пневмоцилиндра 7, который в зоне загрузки через канал 5, выполненный в корпусе шиберного питателя, соединяется с воздухопроводом 2, что при нижнем расположении штока пневмоцилиндра создает разрежение в системе и позволяет отделить одну деталь от столба, находящегося в лотке-накопителе 1. В основании выполнено сквозное отверстие 16, что позволяет соединять в зоне разгрузки гнездо 4 шиберного питателя с атмосферой для ликвидации залипания детали в последнем. Гнездо шиберного питателя размещено с возможностью совмещения с пневмоцилиндром 7 между зоной загрузки и выгрузки при размещении его щтока в верхнем положении, что позволяет осуществлять очистку гнезда 4. 3 ил. и ф Од &9 &9 з/ : 70 12 
7J
| Устройство для поштучной выдачи деталей | 1982 |
|
SU1063578A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
