Изобретение относится к обработке металлов давлением, а имение к роботизированным линиям горячей штамновки, и может быть использовано в иорошковой металлургии для горячего динамического нрессо- вания деталей нз иредварительно снеченных деталей.
Целью изобретения является иовьш1ение надежности работы линии.
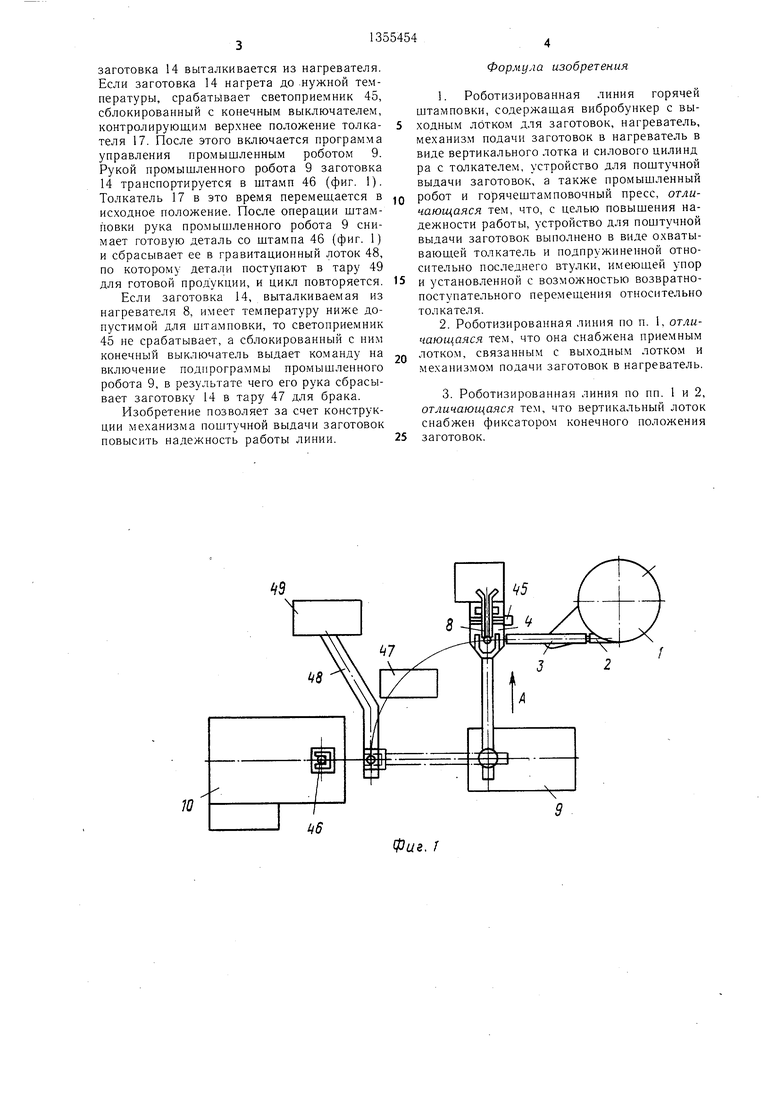
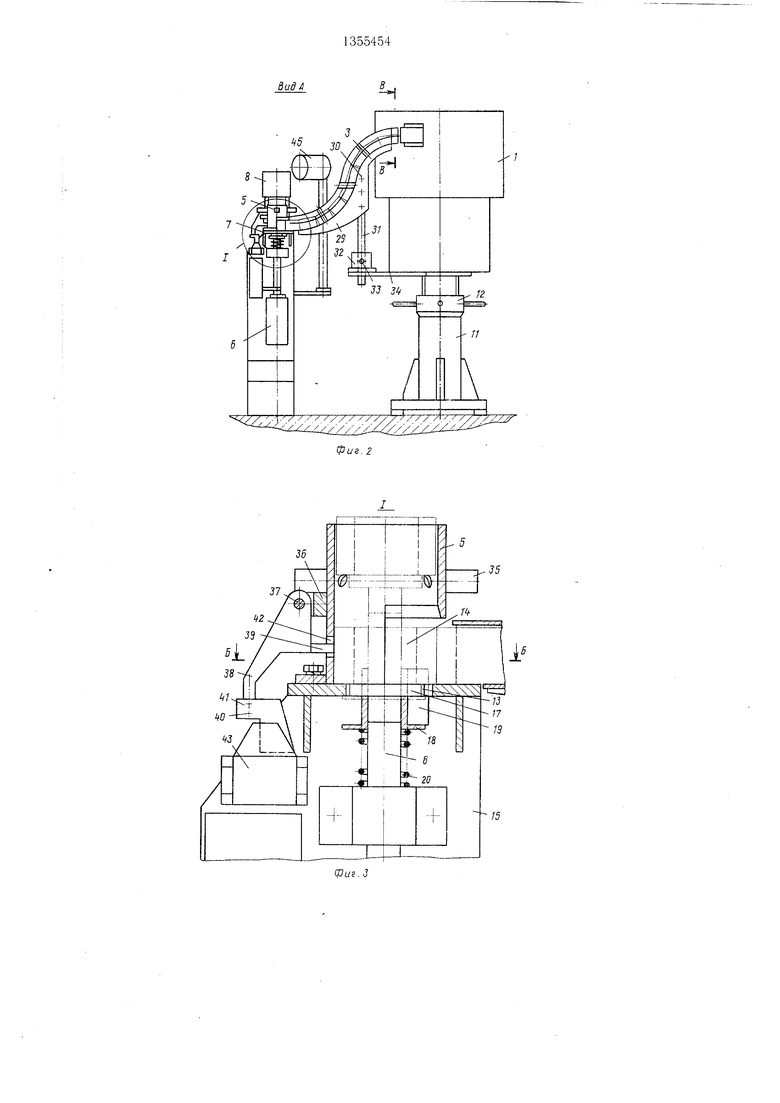
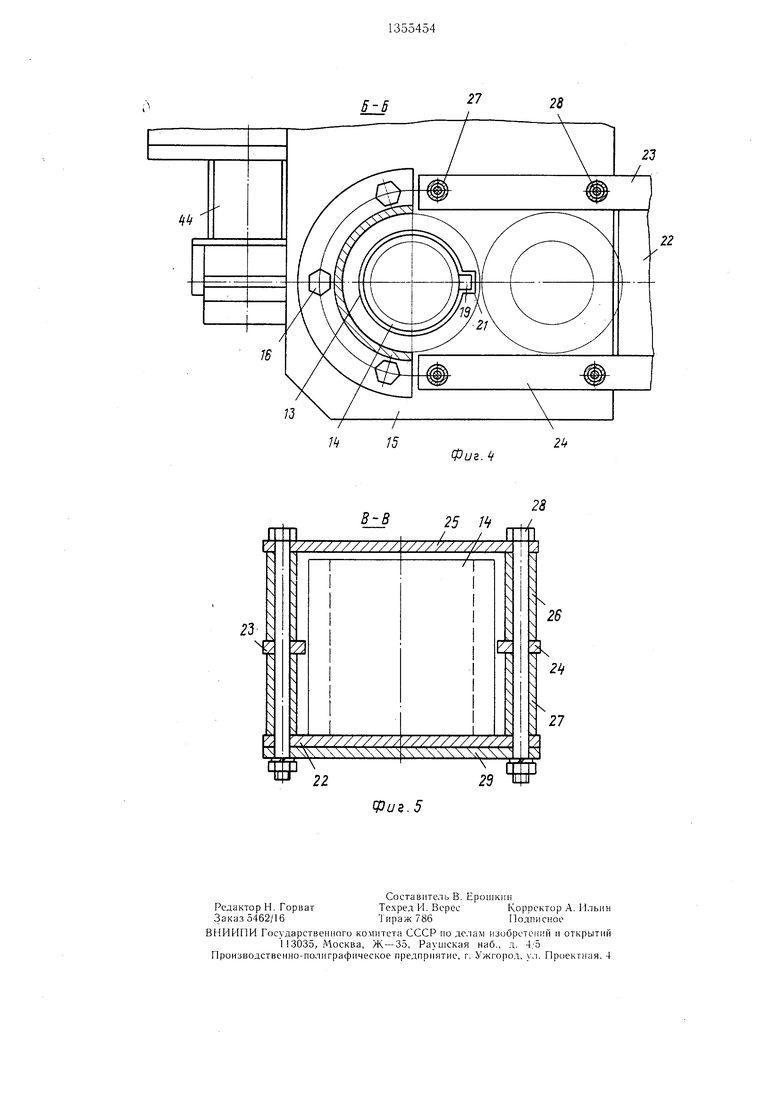
На фиг. 1 изображена роботизированная линия горячей штамновки, обилий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 2.
Роботизированная линия горячей штамповки содержит вибробункер 1 с выходным лотком 2 (фиг. I), приемный лоток 3, механизм 4 вертикальной нодачи заготовок, содержащий вертикальный лоток 5 (фиг. 2) и нневмоцилнндр 6 для подачи заготовок в вертикальный лоток, устройство 7 пон1туч- ной выдачи заготовок, нагреватель 8 (фиг. 1) промышленный робот 9 и горячештамновоч- Ный пресс 10. Вибробупкер 1 (фиг. 2) установлен на стойке 11, оснащенной устройством 12 для установки на нужную высоту вибробункера 1.
Нагреватель 8 (фиг. 2) )ас11оложен над вертикаль ым лотком 5, имеюн им нриемное гнездо 13 (фиг. 4) для заготовок 14. Вертикальный лоток 5 крепится к стойке 15 механизма 4 вертика.чьной нодачн заготовок тремя винтами 16. Под вертикальным лот- ко.м 5 (фиг. 3) раз.мещен толкатель 17, рас- ноложенный своей торцовой частью в приемном гпезде 13 вертикального лотка 5 и соединен со штоком нневмоцнлиндра 6. Устройство 7 (ф1Н . 2) нонгтучной выдачи заготовок содержит втулку 18 (фиг. 3), на которой вынолиеи упор 19. Втулка 18 установлена на хвостовике толкателя и поджата пружиной 20 к толкателю 17 в его нижнем положении. Унор 19 расноложеи в назу 21 (фиг. 4) стойки 15 механизма 4 вертикал - ной нодачи заготовок. Прие.мный лоток 3 (фиг. 5) представляет собой конструкцию, состоящую из опорной пластины 22 н на- нравляюп1И.х пластин: боковых 23, 24 н верхней 25. Взаимное положение пластин 22- 25 определяется нроставными втулками 26 и 27. Пластины 22-25 соединены бо.пта- ми 28. Прие.мный лоток 3 (фиг. 2) кренится болтами 28 (фиг. 5) к кронштейну 29. Кронштейн 29 (фиг. 2) соединен винтами 30 со скалкой 31, которая входит во втулку 32 и фиксируется на зада.нпой высоте стонорным винтом 33. Втулка 32 в свою очередь закреплена на фланце 34, который крегпггся к плите вибробункера 1. Внутри-вертикального лотка 5 (фиг. 3) установлены фиксаторы 35, предназначенные для удержания заготовок 14 от неремещения под действием сил тяжести. Снаружи вертика,пьного лотка иаходится нроущина 36, к которой шарнирио на оси 37 крепится фиксатор 38 конечного положения. Фиксатор 38 конечного положения выполнен в виде пластины, к которой прива- реи щун 39 и винтами 40 крепится флажок 41. Фиксатор 38 конечного положения цуном 39 входит в окно 42 вертикального лотка 5, а посредством флажка 41 связан с датчиком 43, установленным с помощью
Q кронштейна 44 на стойке 15 (фиг. 4). Кроме того, линия включает также светонрием- ник 45 (фиг. 1), шта.мн 46, тару для брака 47, гравитай,ионный лоток 48 и тару 49 для готовой продукции.
Линия работает следующим образо.м.
5В нсходно.м положении толкатель 17 находится в крайнем нижне.м положении (фиг. 3), рука промышленного робота 9 расположена над нагревателем 8 (фиг. 1), иол- зун горячештамповочного пресса 10 - в
д крайнем верхнем положении, штамн 46 раскрыт. После включения линии заготовки 14 нз вибробункера I поступают но приемному лотку 3 (фиг. 2), в приемное гнездо 13 (фиг. 3) вертикального лотка 5. Если заготовка 14 заняла нравильное положение
5 (фиг. 3), т. е. она воздействует на щун 39, датчик 43 выдает команду на включение ииевмоцилиндра 6, который толкателем 17 иеремещает заготовку 14 в вертикальный лоток 5. При неремен ении штока пневмо0
цилиндра 6 вверх втулка 18 пружиной 20
ноднимается в свое верхнее ноложение, а упор 19, вы.ходя из наза 21 (фиг. 4), образует выступ, отсекающий последующую заготовку 14, и нрепятствует ее попаданию нод толкатель 17 при обратном ходе штока пнев.моцилиндра 6. При дальпейше.м перемещении штока пневмоцилиидра6 вверх (фиг. 3) заготовка 14 нажимает на фиксаторы 35 и про.а,олжает двигаться дальше вместе с толкателем 17.
При возврате толкателя 17 в исходное
положение заготовка 14 остается в вертикальном лотке 5, так как ее неремеил,епию вниз за ечет сил тяжести препятствуют фиксаторы 35. При дальнейшем перемещении штока пневмоцилипдра 6 вниз толкатель 17,
5 преодолевая усилие нружин 20, возвращает втулку 18 в исходное положение и следующая заготовка 14, поджимаемая деталями, находян;и.мися в нрие.мном лотке 3, занимает положение над нрие.мным 1Л1ездо.1 13 вертикального лотка 5.
0 За нееколько таких циклов работы линии обеспечивается загрузка нагревателя 8.
Нагрев заготовок 14 до нужной те.мпера- туры контролируется реле времени, которое в заданный момент выдает команду пневмо- цилиндру 6 на перемещение заготовки 14, находящейся в гпезде 13 вертикального лотка 5 (фиг. 2).
При носледовательном иостуилении заготовок 14 в вертикальный лоток 5 верхняя
5
заготовка 14 выталкивается из нагревателя. Если заготовка 14 нагрета до нужной температуры, срабатывает светоприемник 45, сблокированный с конечным выключателем, контролирующим верхнее положение толкателя 17. После этого включается программа управления промышленным роботом 9. Рукой промышленного робота 9 заготовка 14 транспортируется в штамп 46 (фиг. 1). Толкатель 17 в это время перемеш,ается в исходное положение. После операции штамповки рука промышленного робота 9 снимает готовую деталь со штампа 46 (фиг. 1) и сбрасывает ее в гравитационный лоток 48, по которому детали поступают в тару 49 для готовой продукции, и цикл повторяется.
Если заготовка 14, выталкиваемая из нагревателя 8, имеет температуру ниже допустимой для штамповки, то светоприемник 45 не срабатывает, а сблокированный с ним конечный выключатель выдает команду на включение подпрограммы промышленного робота 9, в результате чего его рука сбрасывает заготовку 14 в тару 47 для брака.
Изобретение позволяет за счет конструкции механизма поштучной выдачи заготовок повысить надежность работы линии.
Формула изобретения
1.Роботизированная линия горячей штамповки, содержащая вибробункер с выходным лотком для заготовок, нагреватель, механизм подачи заготовок в нагреватель в виде вертикального лотка и силового цилинд ра с толкателем, устройство для поштучной выдачи заготовок, а также промышленный
робот и горячештамповочный пресс, отличающаяся тем, что, с целью повышения надежности работы, устройство для поштучной выдачи заготовок выполнено в виде охватывающей толкатель и подпружиненной относительно последнего втулки, имеющей упор и установленной с возможностью возвратно- поступательного перемещения относительно толкателя.
2.Роботизированная линия по п. 1, отличающаяся тем, что она снабжена приемным лотком, связанным с выходным лотком и механизмом подачи заготовок в нагреватель.
3.Роботизированная линия по пп. 1 и 2, отличающаяся тем, что вертикальный лоток снабжен фиксатором конечного положения
заготовок.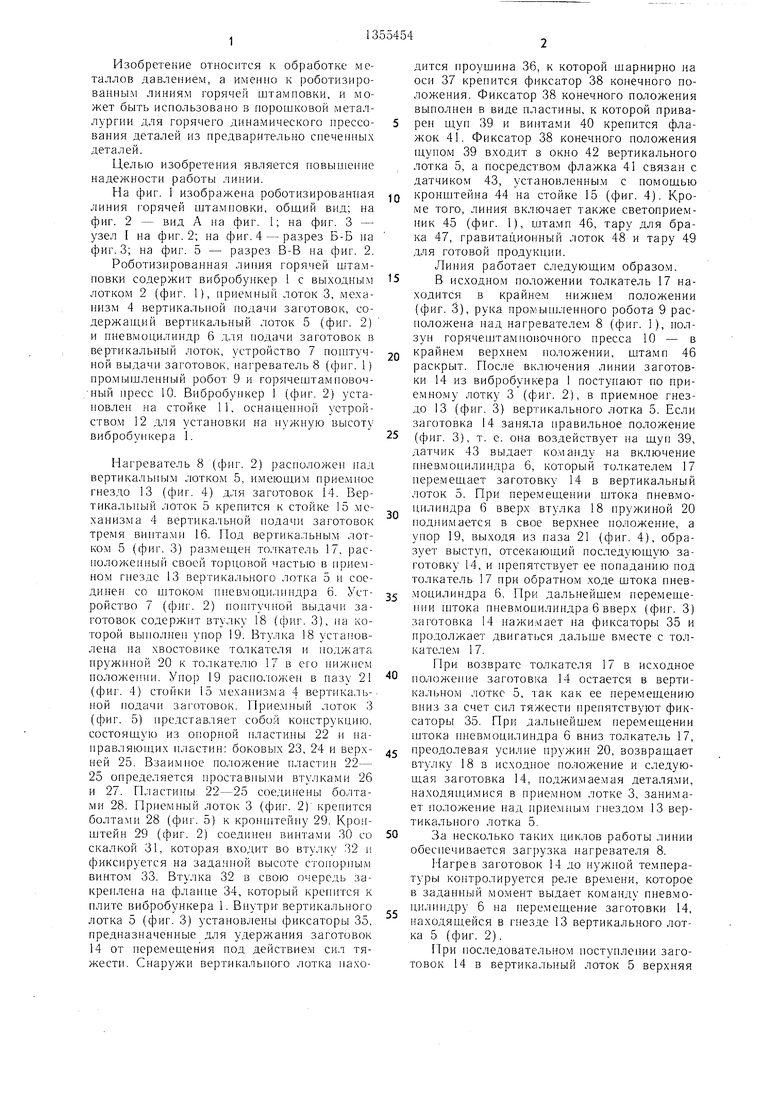
| название | год | авторы | номер документа |
|---|---|---|---|
| Роботизированная линия горячей штамповки | 1982 |
|
SU1068265A1 |
| Линия горячей штамповки | 1983 |
|
SU1119826A1 |
| Роботизированная линия горячей штамповки | 1979 |
|
SU863309A1 |
| Автоматическая линия | 1985 |
|
SU1296373A1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1538980A1 |
| Роботизированная линия горячей штамповки | 1979 |
|
SU997947A1 |
| Автоматическая линия горячей штамповки | 1980 |
|
SU940986A1 |
| Линия горячей штамповки | 1979 |
|
SU889255A1 |
| Роботизированный технологический комплекс для горячей штамповки | 1987 |
|
SU1581455A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
Изобретение относится к обработке металлов давлением, а именно к роботизиро- ванны.м v иниям горячей штамповки, и .может быть использовано в порошковой металлургии для горячего динамического прессования деталей из предварительно спеченны.х деталей. Целью изобретения является повышение надежности работы. Поставленная цель достигается путем выполнения устройства для поштучной выдачи заготовок в виде подпружиненной относительно толкателя втулки с унором, что позволяет отсекать заготовки различных тииоразмеров. 2 з. п. ф-лы, 5 ил. оо ел СП 4 СП 4:
Э
ю
Фаз. Г
8uff4
о I
liS
13
Ti
23
Фиг.
2k
fiuz.5
| Атрошенко А | |||
| П | |||
| Механизация и автоматизация горячей штамповки | |||
| М., Ленинград, Машиностроение, 1965, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Роботизированная линия горячей штамповки | 1982 |
|
SU1068265A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
