Изобретение относится к машиностроению, а именно к технологии упрочнения металлических изделий типа лап культиваторов, используемых в сельскохозяйственных, горно-рудных, строительных, дорожных и других машинах.
Известны способы программированного упрочнения металлических изделий, где упрочнение рабочей зоны изделия производят в соответствии с программой упрочнения только одним видом упрочняющей обработки, например, только наплавкой твердого сплава, термической обработки, или только пластическим деформированием и т.д., что в процессе эксплуатации не обеспечивает необходимого равномерного износа рабочей зоны изделия.
Цель изобретения - повышение качества изделия за счет обеспечения равномерного износа рабочей зоны изделия в процессе эксплуатации.
Поставленная цель достигается тем, что наплавку рабочей зоны изделия осуществляют твердым сплавом в зоне выявленного износа и отклонения от правильной геометрической формы, затем производят сквозную термическю обработку изделия с последующей поверхностной термической обработкой рабочей зоны изделия со стороны наплавленного твердого сплава.
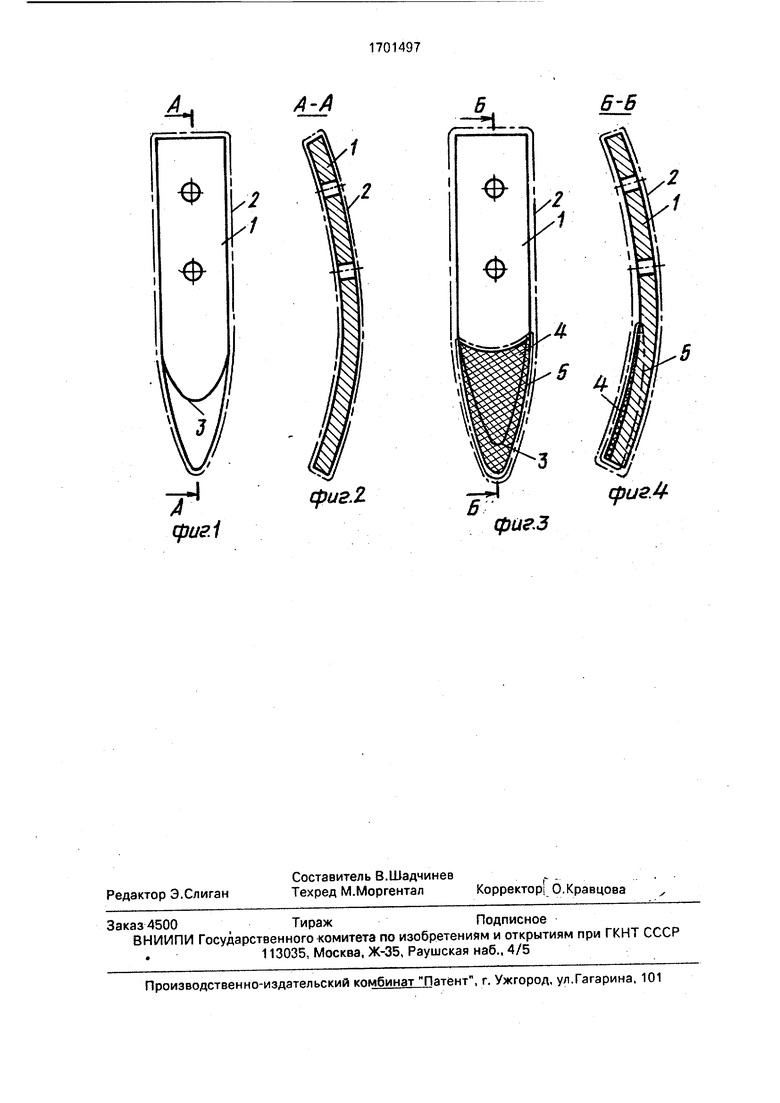
На фиг. 1 приведена схема упрочнения серийного изделия; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - схема упрочнения предлагаемым способом; на фиг. 4 - сечение Б-Б на фиг. 3.
На фиг. 1 представлена схема упрочнения серийной рыхлительной лапы 1. Позицией 2 обозначена зона сквозной термической обработки рыхлительной лапы 1 с твердостью НРС 43-48, а позицией 3 - характерный износ рабочей зоны серийной рыхлительной лапы 1 культиватора КПС-4 в течение одного сезона (года) при наработке на одну лапу примерно 10,5 га.
При таком характерном износе рабочей зоны рыхлительной лапы 1 значительно
сл
с
v|
о
-А
N о VI
уменьшается ее заглубление в почву, а сле- довательно,снижаются агротехнические показатели обработки почвы. Образующаяся при этом парусность лапы 1 соответственно увеличивает тяговое сопротивление и возникает необходимость лапу 1 заменить новой.
На фиг. 3 представлена схема упрочнения рыхлительной лапы 1 предлагаемым способом. Позицией 2 обозначена зона сквозной термической обработки до твердости НРС 43-48, позицией 3 - характерный равномерный износ рабочей зоны рыхлительной лапы 1, позицией 4 - зона наплавки порошкообразным твердым сплавом (ПГ- УС-25 с 10% добавки лигатуры ФХБ-1), толщиной 0,5-2,0 мм соответственно характеру износа; позицией 5 - зона поверхностной термической обработки стапьнбго основания рыхлительной лапы 1 со стороны наплавленного твердого сплава с нагревом ТВЧ, глубиной 1,5-3,0 мм соответственно характеру износа, твердость НРС 58-63.
Рыхлительная лапа 1, упрочненная предлагаемым способом, имела в 3,0-3,5 раза больший срок службы, чем серийная рых- лительная лапа 1, упрочненная известным способом.
Для испытаний выбрана рыхлительная лапа 1 культиватора КПС-4, так как аналогичные рабочие органы имеют не только другие типы почвообрабатывающих культиваторов, но и горно-рудные, строительные, дорожные и другие машины.
Использование предлагаемого способа упрочнения металлических изделий обеспечивает по сравнению с существующими способами упрочняющей обработки повышение равномерности износа рабочей зоны изделия, что значительно повышает срок
службы и качество работы изделия, и значительное сокращение или полное исключение материальных, энергетических и трудовых затрат, необходимых при выполнении восстановительных ремонтов и простоя машины на ремонте За счет сохранения первоначально заданной геометрической формы контура лезвия изделия стабилизируются агротехнические показатели обработки почвы и тяговое сопротивление.
Формула изобретен ия Способ упрочнения металлических изделий типа лап культиваторов, при котором
осуществляют по меньшей мере две технологические упрочняющие обработки, выявляют характер износа и деформации рабочей зоны изделия и программируют последовательность и режимы обработки соответственно характеру износа, отличающийся тем, что, с целью повышения качества изделия за счет обеспечения равномерности износа в процессе эксплуатации, осуществляют наплавку рабочей зоны
изделия твердым сплавом в зонах выявленного износа и отклонения от правильной формы, затем производят сквозную термическую обработку всего изделия с последующей поверхностной термической
обработкой рабочей зоны со стороны на плавленного твердого сплава.
А-А
cpusЈ
6-6
Б,фиг.4
фигЗ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП КУЛЬТИВАТОРОВ РАЗЛИЧНОГО НАЗНАЧЕНИЯ | 2013 |
|
RU2527558C1 |
| Способ упрочнения и восстановления стрельчатых лап междурядных и пропашных культиваторов | 2024 |
|
RU2833177C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТОЙ ЛАПЫ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2024 |
|
RU2837123C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП ПРОПАШНЫХ КУЛЬТИВАТОРОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2443523C2 |
| ПАСТА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ | 2015 |
|
RU2595180C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕГО ОРГАНА ПОЧВООБРАБАТЫВАЮЩЕЙ МАШИНЫ | 2012 |
|
RU2529610C2 |
| ШТАМПОСВАРНОЙ ПЛУЖНЫЙ ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2015 |
|
RU2601211C2 |
| СТРЕЛЬЧАТАЯ ЛАПА КУЛЬТИВАТОРА | 2011 |
|
RU2462852C1 |
| Электрод для износостойкой электродуговой наплавки | 2021 |
|
RU2769682C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2484937C2 |
Изобретение относится к металлообработке, а именно к чистовой упрочняющей обработке, и может быть использовано при изготовлении сельскохозяйственных, дорожных, горно-рудных и других машин. Цель - повышение качества изделия. Это достигается тем, что упрочнение рабочей зоны изделия производят двумя и более технологическими упрочняющими обработками в зоне выявленного износа и отклонения от правильной геометрической формы, а наплавку осуществляют твердым сплавом. Производят сквозную термическую обработку всего изделия с последующей термической обработкой рабочей зоны изделия со стороны наплавленного твердого сплава. Это позволяет обеспечить равномерность износа в процессе эксплуатации.4 ил.
| Шадчинев В.А | |||
| Упрочнение металлических изделий по кривым износа и эпюрам нагружения | |||
| - Тракторы и сельхозмашины | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
