Изобретение относится к области упрочнения деталей машин и механизмов, подвергаемых интенсивному изнашиванию, путем индукционной наплавки и может быть использовано в производстве и ремонте средств сельскохозяйственного и дорожно-строительного назначения.
Известна легирующая паста для наплавки, содержащая металлические компоненты, в качестве которых использован рудный концентрат, включающий окислы циркония, титана и тантала, борид хрома, графит серебристый и порошок электрографический при следующем соотношении компонентов, мас. %: рудный концентрат - 35, борид хрома - 15, графит серебристый - 50, порошок электрографический - 10:1 по объему ингредиентов (патент RU 2209715, МПК7 B23K 35/36).
Описанная легирующая паста для наплавки, хотя и способствует повышению твердости наплавленного металла, но не обеспечивает его достаточной износостойкостью, так как ввиду низкого содержания легирующих элементов, отвечающих за пластичность, наплавленный слой обладает хрупкостью, что приводит к разрушению последнего. Кроме того, изделия, изготовленные на основе данного вещества, имеют высокую себестоимость, так как элементы, входящие в состав рудного концентрата, являются дорогостоящими и составляют большой удельный вес от общего состава пасты.
Наиболее близким по технической сущности и достигнутому результату к предлагаемому изобретению (прототипом) является паста для износостойкой наплавки, содержащая металлические компоненты, образующие металлический порошок твердого сплава, в качестве которых использованы карбид вольфрама, карбид титана и кобальт, и 4-5%-ный водный раствор карбоксиметилцеллюлозы при следующем соотношении металлических компонентов, мас. %: карбид вольфрама 58-89, карбид титана 0,1-28,0 и кобальт 2,6-14,0. Паста для износостойкой наплавки содержит металлические компоненты и 4-5%-ный водный раствор карбоксиметилцеллюлозы в следующем соотношении, мас. %: металлические компоненты 88-92 и 4-5%-ный водный раствор карбоксиметилцеллюлозы 8-12 (патент RU 2228244, МПК7 B23K 35/36).
Однако данная паста не обеспечивает достаточной износостойкости наплавленного металла, поскольку наплавленный металл имеет низкие показатели вязкости и пластичности, отвечающие за долговечность работы наплавленного слоя в условиях эксплуатации и изнашивания в процессе работы (ввиду присутствия карбидов фольфрама титана).
Предлагаемое изобретение направленно на решение задачи по увеличению износостойкости наплавленного слоя путем повышения вязкости и пластичности наплавленного металла.
Поставленная задача решается тем. что паста для индукционной наплавки, содержащая металлические компоненты и 4-5%-ный водный раствор карбоксиметилцеллюлозы, согласно изобретению дополнительно содержит карбид бора, а в качестве металлических компонентов - феррохром, порошок никеля и порошок церия при следующем соотношении компонентов, мас.%:
Увеличение износостойкости наплавленного слоя на деталях, подверженных интенсивному изнашиванию, способствующее повышению прочности и значительному увеличению срока службы этих деталей, обеспечивается благодаря более мелкой структуре зерна, что связано с введением церия. Высокие показатели износостойкости и прочности наплавленных деталей также связаны с сохранением карбида бора и присутствием феррохрома.
Введение в состав пасты для индукционной наплавки карбида бора, феррохрома, никеля и церия оказывают легирующее действие.
Содержание в пасте карбида бора в количестве 50-55 мас.% является оптимальным, так как при снижении в составе пасты содержания карбида бора менее 50 мас.% происходит уменьшение твердости до 63-72 HRC, а при увеличении в составе пасты содержания карбида бора более 55 мас.% происходит повышение твердости и прочности, а также резкое снижение ударной вязкости в 1,5 раза.
Введение в состав пасты феррохрома, обладающего высокой прочностью, улучшает сцепление частиц порошка карбида бора, что придает направленному слою еще более высокие показатели прочности. Содержание в пасте феррохрома в количестве 35-40 мас.% является оптимальным, так как при снижении в составе пасты содержания феррохрома менее 35 мас.% уменьшается твердость металла наплавленного слоя до 70-75 HRC, а при увеличении в составе пасты содержания феррохрома более 40 мас.% происходит резкое увеличение прочностных свойств, что ведет к разупрочнению и появлению трещин.
Никель и церий вводятся в состав пасты в виде порошков.
Введение в состав пасты порошка никеля придает направленному слою химическую стойкость к изнашиванию и увеличению вязкости. Содержание в пасте порошка никеля в количестве 1-6 мас.% является оптимальным, так как при уменьшении в составе пасты содержания порошка никеля менее 1 мас.% не обеспечивается возможность повышения ударной вязкости наплавленного металла, а при увеличении в составе пасты содержания порошка никеля более 6 мас.% происходит образование пластичной прослойки остаточного аустенита.
Введение в состав пасты порошка церия позволяет значительно увеличить вязкость и пластичность наплавленного металла путем обеспечения измельчения структуры зерна в наплавленном слое всех твердых компонентов. Содержание в пасте порошка церия в количестве 0,4-1,2 мас.% является оптимальным, так как микролегирование церием именно в таком количестве влияет на измельчение бывшего аустенитного зерна. Снижение в составе пасты содержания порошка церия менее 0,4 мас.% не оказывает никакого воздействия на свойства наплавленного слоя, а увеличение в составе пасты содержания порошка церия свыше 1,2 мас.% способствовует образованию ферритной сетки по границам зерен.
4-5%-ный водный раствор карбоксиметилцеллюлозы, являющийся связующим компонентом, в процессе выполнения индукционной наплавки полностью испаряется и не влияет на химический состав наплавленного слоя. Содержание в пасте 4-5%-ного водного раствора карбоксиметилцеллюлозы в количестве 10-12 мас.% является оптимальным, так как при уменьшении в составе пасты содержания 4-5%-ного водного раствора карбоксиметилцеллюлозы менее 10 мас.% паста не обеспечивает сцепления легирующих компонентов с изделием, а при увеличении в составе пасты содержания 4-5%-ного водного раствора карбоксиметилцеллюлозы более 12 мас.% паста становится перенасыщенной водным раствором и в процессе наплавки полностью не испаряется.
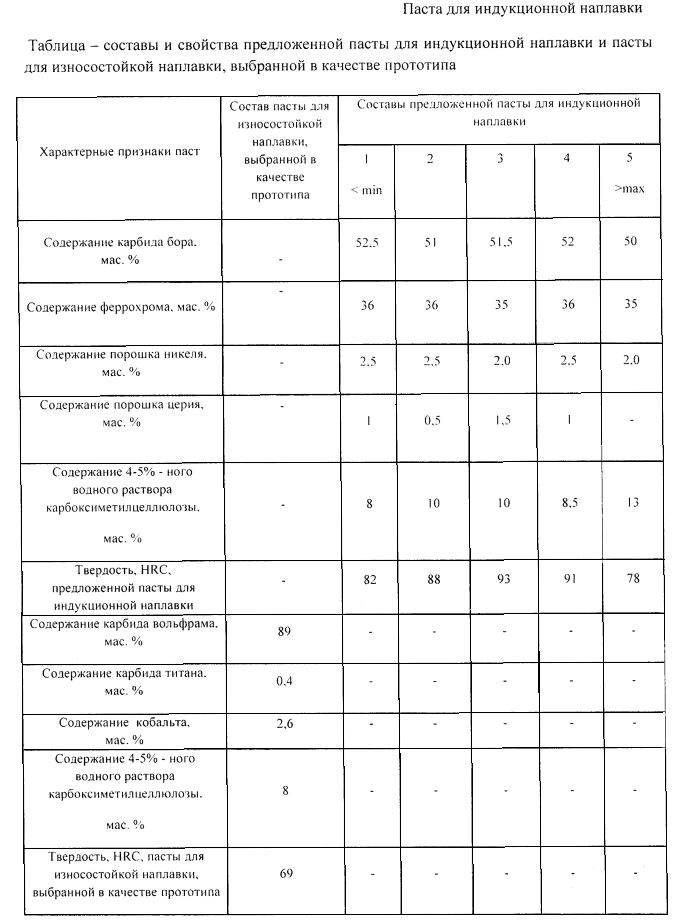
Изобретение поясняется таблицей, в которой приведены составы и свойства предложенной пасты для индукционной наплавки и пасты для износостойкой наплавки, выбранной в качестве прототипа.
Предлагаемое изобретение иллюстрируется нижеследующим примером.
Для экспериментальной проверки заявляемого технического решения рассматривались подверженные абразивному изнашиванию детали сельхозтехники, изготовленные из сталей марок 45, 50, 65Г. Конструктивно детали выполнены в виде лапы стрельчатого типа, предназначенной для обработки почвы. На рабочих поверхностях этих деталей производилось формирование наплавленного слоя с использованием предложенной пасты для индукционной наплавки состава согласно заявляемому техническому решению и пасты для износостойкой наплавки, выбранной в качестве прототипа.
Соотношение основных твердых компонентов предложенной пасты и связующего следующее, мас.%: основные твердые компоненты 88-90 и 4-5%-ный водный раствор карбоксиметилцеллюлозы, являющийся связующим, 10-12.
При изготовлении предложенной пасты для индукционной наплавки все компоненты в заданных соотношениях перемешивались в сухом виде, за исключением 4-5%-ного водного раствора карбоксиметилцеллюлозы, являющегося связующим. При этом никель и церий вводились в состав пасты в виде порошка. Затем добавлялся 4-5% водный раствор карбоксиметилцеллюлозы в заданных пропорциях. После этого состав наносился равномерным слоем на упрочняемую поверхность детали, подверженной абразивному изнашиванию.
При этом данная паста имеет преимущество в ее нанесении на упрочняемую поверхность детали по отношению к нанесению на упрочняемые поверхности деталей сыпучих флюсов для индукционной наплавки, так как при нанесении предложенной пасты на упрочняемое изделие не происходит рассыпания основных легирующих компонентов, отвечающих за прочность, вязкость, пластичность и износостойкость наплавленного слоя.
После нанесения пасты равномерным слоем толщиной 0,8-1,4 мм деталь нагревалась токами высокой частоты, в результате чего происходил нагрев основного металла и впоследствии - расплавление нанесенного слоя состава пасты. Деталь выдерживалась в течение заданного времени 50-70 с, контролировалась равномерность температурного нагрева - 1240°C - с помощью программного комплекса и регулятора-измерителя «ОВЕН TPM138» путем считывания информации, которая считывается с помощью термопар, распределенных равномерно на детали.
Режимы выполнения индукционной наплавки определяются экспериментальным путем и имеют наиболее благоприятные параметры для создания долговечного износостойкого покрытия.
В процессе расплавления пасты и создания наплавленного слоя легирующие элементы, присутствующие в пасте, проникают в верхние слои основного металла изделия, создавая прочное сцепление за счет новых вводимых легирующих элементов - никеля и церия. Карбид бора и феррохром в результате нагрева расплавляются и придают улучшение характеристик по твердости и прочности наплавленному слою. Никель обеспечивает повышение вязкости и пластичности, церий обеспечивает мелкозернистую структуру как в наплавленном слое, так и на границе соединения основного металла изделия с наплавленным, что приводит к повышению износостойкости наплавленного слоя и увеличению периода эксплуатации деталей сельхоз техники, подверженному абразивному износу.
Из приведенной таблицы следует, что твердость, HRC, предложенной пасты для индукционной наплавки на 25% выше твердости, HRC, пасты для износостойкой наплавки, выбранной в качестве прототипа, при сохранении вязкости и пластичности за счет порошка церия и никеля.
Таким образом, использование предложенной пасты для индукционной наплавки способствует увеличению износостойкости наплавленного слоя упрочняемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2015 |
|
RU2619547C1 |
| ПОРОШОК ДЛЯ ИЗНОСОСТОЙКОЙ ИНДУКЦИОННОЙ НАПЛАВКИ ДЕТАЛЕЙ | 2011 |
|
RU2480317C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2020 |
|
RU2739362C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2020 |
|
RU2736537C1 |
| Порошковая проволока для наплавки | 2024 |
|
RU2839406C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2012 |
|
RU2506149C1 |
| ШИХТА ДЛЯ НАПЛАВКИ | 1997 |
|
RU2123921C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2014 |
|
RU2582402C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2012 |
|
RU2505388C1 |
| ПАСТА ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ И ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 2016 |
|
RU2618027C1 |
Изобретение может быть использовано для индукционной наплавки при упрочнении деталей машин и механизмов, подвергаемых интенсивному изнашиванию, в частности средств сельскохозяйственного и дорожно-строительного назначения. Паста содержит компоненты в следующем соотношении, мас. %: карбид бора 50-55, феррохром 35-40, порошок никеля 1-6, порошок церия 0,4-1,2, 4-5%-ный водный раствор карбоксиметилцеллюлозы 10-12. При изготовлении пасты компоненты в заданных соотношениях перемешивают в сухом виде и добавляют 4-5% водный раствор карбоксиметилцеллюлозы в качестве связующего. Состав наносят равномерным слоем на упрочняемую поверхность детали, подверженной абразивному изнашиванию. Паста позволяет увеличить износостойкость наплавленного слоя путем повышения вязкости и пластичности наплавленного металла. 1 табл.
Паста для индукционной наплавки, содержащая металлические компоненты и 4-5%-ный водный раствор карбоксиметилцеллюлозы, отличающаяся тем, что она дополнительно содержит карбид бора, а в качестве металлических компонентов - феррохром, порошок никеля и порошок церия при следующем соотношении компонентов, мас. %:
| ПАСТА ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2002 |
|
RU2228244C2 |
| СПОСОБ ИНДУКЦИОННОГО УПРОЧНЕНИЯ И ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ | 2012 |
|
RU2507027C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТОДОМ НАПЛАВКИ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ С УЛЬТРАМЕЛКОДИСПЕРСНОЙ СТРУКТУРОЙ И УПРОЧНЯЮЩИМИ ЧАСТИЦАМИ В НАНОРАЗМЕРНОМ ДИАПАЗОНЕ | 2007 |
|
RU2350441C2 |
| Состав для наплавки | 1975 |
|
SU554980A1 |
| Устройство для измеренияКОэффициЕНТОВ ОТРАжЕНия | 1979 |
|
SU851208A1 |

