Изобретение относится к топливной аппаратуре дизелей.
Целью изобретения является упрощение монтажа форсунки и изготовления упругого элемента.
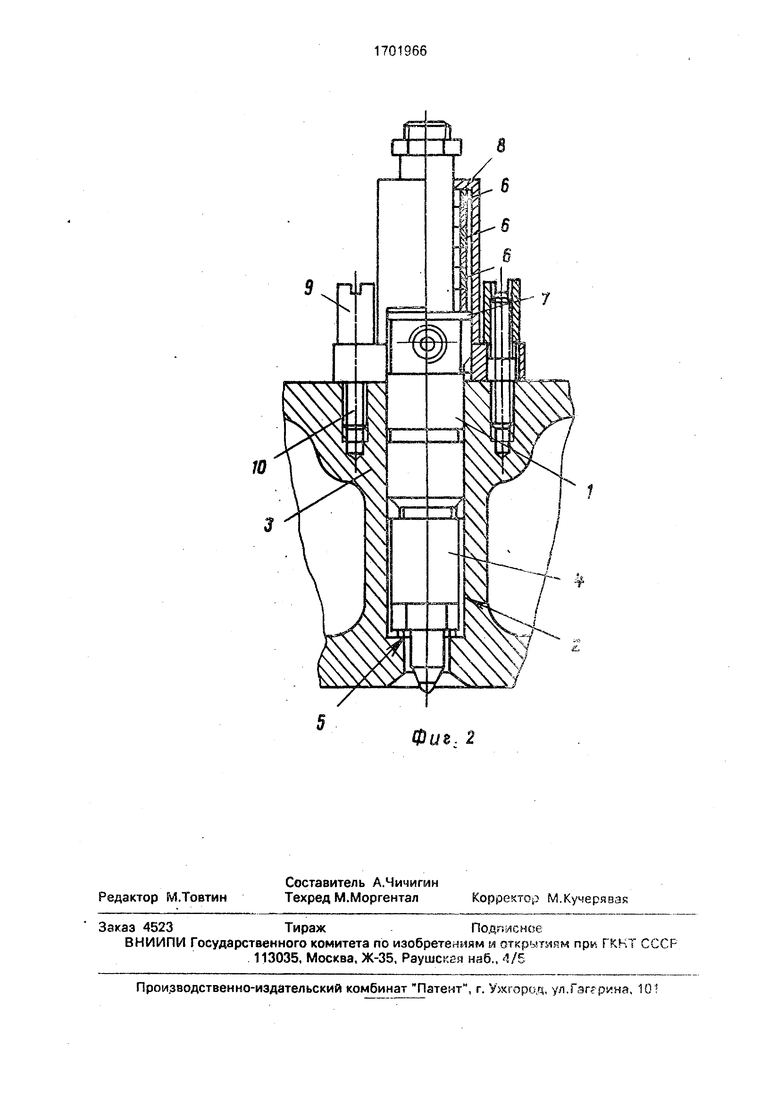
На фиг. 1 схематично показано устройство для реализации способа в исходном состоянии; на фиг. 2 - то же, в зажатом состоянии.
Способ осуществляют следующим образом.
Форсунку 1 устанавливают в гнездо 2 головки 3 с упором гайки распылителя А в торец 5 гнезда 2, упругий элемент, выполненный в виде набора контактирующих между собой торцами колец 6, спрессованных и спеченных в вакууме из никелида титана, допрессованных до пористости 20-60%, предварительно селективно подбирают по высоте h, размещают коаксиаль- но верхней части корпуса форсунки 1 с упором нижнего кольца 6 в выступ корпуса Тфорсунки 1 и снимают упругий элемент до упора прижима 8 закручиванием гаек 9 на шпильках 10 в головку 3. Причем упругий элемент доформировывают в процессе монтажа при его сжатии прижимом 8. При этом высоту h упругого элемента подбирают таким образом, чтобы при выборе зазора а в
процессе затяжки гаек 9 обеспечить отсутствие остаточной деформации колец 6.
Предлагаемый способ монтажа форсунки исключает ряд технологических опера- ций сборки и увеличивает надежность крепления форсунки в головке.
Формула изобретения
1. Способ монтажа форсунки в головке
двигателя внутреннего сгорания, заключающийся в том, что форсунку устанавливают в гнезде головки с упором гайки распылителя в торец гнезда, упругий элемент, выполненный в виде набора контактирующих между
собой торцами колец, спрессованных и спеченных в вакууме из никелида титана, до- прессованных до пористости 20-60% и деформированных осевым усилием, размещают коаксиально верхней части корпуса
форсунки с упором нижнего кольца в выступ корпуса и сжимают упругий элемент прижимом, отличающийся тем, что, с целью упрощения монтажа, упругий элемент сжимают до упора прижима в головку.
2. Способ по п. 1,отличающийся
тем, что, с целью упрощения изготовления упругого элемента, его доформировывают в процессе монтажа с предварительным селективным подбором колец по высоте.
1 в
f
Фиг. 2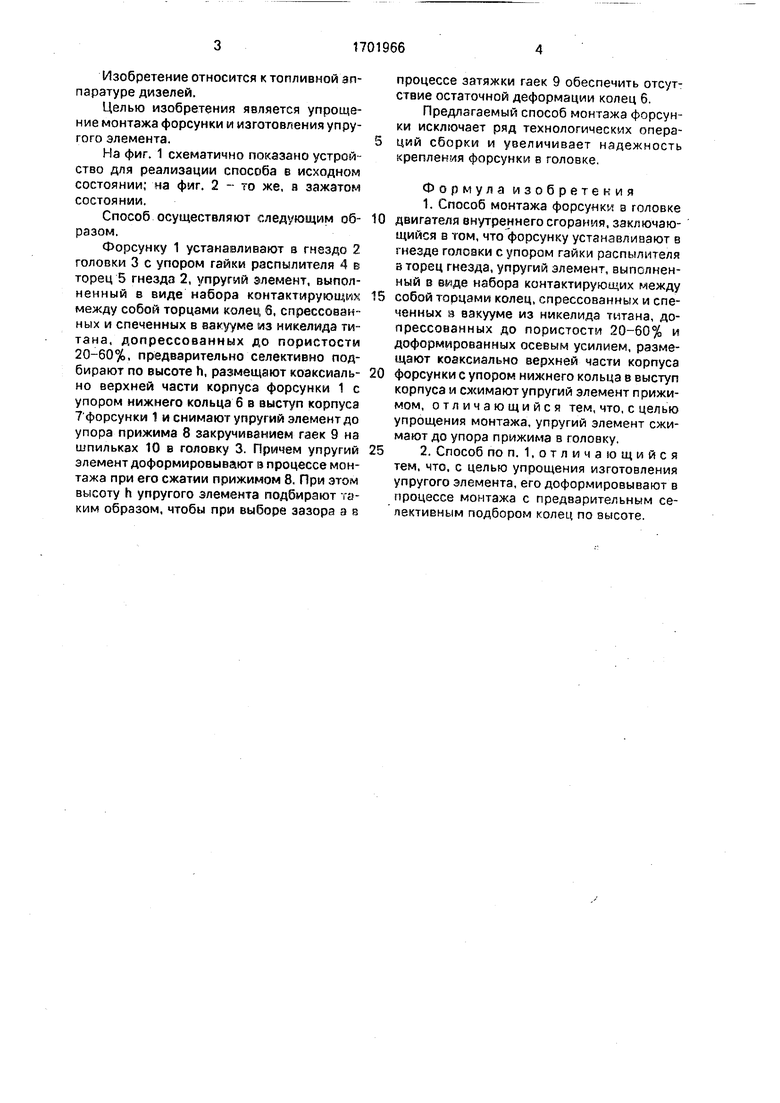
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство крепления форсунки в головке двигателя внутреннего сгорания и способ изготовления упругого элемента | 1988 |
|
SU1629588A1 |
| Форсунка для дизельного двигателя | 1989 |
|
SU1740757A1 |
| Форсунка | 1985 |
|
SU1353921A1 |
| Устройство для установки форсунки | 1983 |
|
SU1121479A1 |
| Распылитель штифтовой форсунки с тепловой защитой | 1990 |
|
SU1740752A1 |
| КОНТЕЙНЕР ДЛЯ ТРАНСПОРТИРОВАНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2003 |
|
RU2239897C1 |
| Способ закрытия отсека клапан-дросселя | 2023 |
|
RU2799268C1 |
| ПЛАЗМЕННАЯ ГОРЕЛКА | 1993 |
|
RU2056985C1 |
| ГОЛОВКА ЦИЛИНДРОВ ДИЗЕЛЯ С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ | 1992 |
|
RU2041373C1 |
| УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ КОМПРЕССИОННОГО КОНЦЕ-КОНЦЕВОГО АНАСТОМОЗА | 2000 |
|
RU2196528C2 |
Изобретение относится к двигателест- роению, в частности к топливовпрыскиваю- щей аппаратуре дизелей, и позволяет упростить монтаж форсунки и технологию изготовления упругого элемента. Форсунку 1 устанавливают в гнездо 2 головки 3 с упором гайки распылителя 4 в торец 5 гнезда 2, упругий элемент, выполненный в виде набора контактирующих между собой торцами колец б, прессованных и спеченных в вакууме из никелида титана, допрессованных до пористости 20-60%, предварительно селективно подбирают по высоте, размещают ко- аксиально верхней части корпуса форсунки 1 с упором нижнего кольца 6 в выступ корпуса 7 форсунки 1 и сжимают упругий элемент до упора прижима 8 закручивания гаек на шпильках 10 в головку 3. Причем упругий элемент доформировывэют в процессе монтажа при его сжатии прижимом 8 для обеспечения отсутствия остаточной деформации колец 6. 1 з.п. ф-лы, 2 ил, (Л С vi О о Os о
| Устройство крепления форсунки в головке двигателя внутреннего сгорания и способ изготовления упругого элемента | 1988 |
|
SU1629588A1 |
