1
(21)4719623/33 (22) 14.07.89 (46)30.12.91. Бюл. №48
(71)Донецкий научно-исследовательский институт черной металлургии
(72)Н.А.Абакумов, В.В.Арсентьев, В К.Дид- ковский, В.И.Зуеп, А.Ф.Костенко, А,И,Лаптев, Н.И.Роговцев и М.И.Соколов (53)666.94.041 (088.8)
(56) Патент СССР
№92884. кл. F 27 F 7/28, 1945.
Кудрина А.П , Башкова А.И. Совершенствование технологии горячих ремонтов огнеупорных футеровок вращающихся печей. - Металлургия, 1985, № 2,, с. 25-26.
(54) СПОСОБ ГОРЯЧЕГО РЕМОНТА ОГНЕУПОРНОЙ ФУТЕРОВКИ ВРАЩАЮЩЕЙСЯ ПЕЧИ
(57) Изобретение относится к способам горних ремонтов футеровки вращающихся печзй для обжига карбонатных пород и может быть использовано в черной металллур- гии, промышленности строительных материалов и других отраслях. С целью повышения стойкости покрытия огнеупорный наполнитель в количестве 50 - 100% от массы легкоплавкой составляющей подают на отвердевшую легкоплавкую составляющую после чего осущестеляют их сплавление и вторичное отвердевание Операции отвердевания, сплавления и вторичного отвердевания ведут при угловой скорости пе- чи 0,002 - 0,05 рад/с. В качестве легкоплавкой составляющей используют гранулированный конвертерный шлам, а в качестве огнеупорного наполнителя - доломитовую известь. 1 з.п. ф-лы, 1 табл.
ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения магнезиально-доломитовых синтетических водоустойчивых огнеупорных клинкеров | 1949 |
|
SU81102A1 |
| Огнеупорная масса | 1983 |
|
SU1313833A1 |
| Флюс известково-магнезиальный и способ его производства | 2020 |
|
RU2761998C1 |
| Способ получения спеченого доломита | 1982 |
|
SU1074843A1 |
| Способ восстановления футеровки по ходу кампании сталеплавильного конвертера | 1988 |
|
SU1629325A1 |
| СПОСОБ НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА | 1999 |
|
RU2170269C2 |
| Способ утилизации отходов металлургической промышленности и устройство для его осуществления | 1979 |
|
SU891792A1 |
| СПОСОБ РЕМОНТА ОГНЕУПОРНОЙ ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ | 2006 |
|
RU2319914C1 |
| СОСТАВ СЫРЬЕВОЙ СМЕСИ С ТЕХНОГЕННЫМИ ОТХОДАМИ МЕТАЛЛУРГИИ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ КАРБОНИЗИРОВАННЫХ ИЗДЕЛИЙ | 2023 |
|
RU2829132C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЕПЛАВИЛЬНОГО ФЛЮСА | 2020 |
|
RU2738217C1 |
Изобретение относится к способам горячих ремонтов футеровки вращающихся печей для обжига карбонатных пород и может быть использовано в черной металлургии, промышленности строительных материалов и других отраслях при обжиге известняка, доломита, магнезита и др.
Цель изобретения - повышение стойкости покрытия.
Горячий ремонт футеровки вращающейся печи согласно способу осуществляют следующим образом.
В печь загружают легкоплавкую составляющую (гранулированный конвертерный шлам, марганцевый коцентрат, окатыши, окалина и др.) в количестве, равном 50 - 100% от часовой производительности печи
(по загрузке), не изменяя при этом i/нтен- сивности загрузки. Более предпочтительным является применение в качестве легкоплавкой составляющей окускованного материала, в частности гранулированного конвертерного шлама, который хорошо до- зируегся и равномерно продвигается по печи. Шлам является отходом металлургического производства. Температура плавления шлама 1300 - 1350°С
Для предотвращения ухода жидкой фазы из печи рекомендуется создавать на горячем ее коне барьер (плотину) из сложенного материала (например, извести), для чего интенсивность загрузки карбонатных пород (т.е. известняка) перед подачей легкоплавкой составляющей увеличивают в
ч о ю
со о
1,1 - 1,5 раза. Данное требование является факультативным и зависит от абсолютной интенсивности загрузки (т/ч), крупности и вида загружаемой карбонатной породы, текучести жидкой фазы и других факторов.
Для более полного заполнения расплавленной фазой всех изношенных мест футеровки (щелей, трещин, углублений, каверн, ям и др.) рекомендуется также сделать временной разрыв между окончанием загрузки карбонатных пород и началом загрузки легкоплавкой составляющей. Расплавленная фаза должна как бы догонять в своем движении обжигаемый материал и заполнять изношенные места благодаря предварительному удалению оттуда обжигаемого материала. Временной разрыв может составлять 20 - 60 мин.
Тепловая нагрузка печи должна обеспечить полное расплавлениеяегкоплавкой фазы к моменту достижения ею горячего (выгрузочного) конца печи. Ориентировочно она должна составить 40-55 кВт/м площади футеровки. С целью недопущения утечки жидкой фазы из печи последнюю переводят на уменьшенные обороты (0,002 - 0,05 рад/с) при наличии обоженного материала на длине 1 - 5 м от выгрузочного конца.
Дальнейшей операцией ремонта является отвердевание легкоплавкой составляющей на поверхности футеровки. Эта операция протекает при угловой скорости 0,002 - 0,05 рад/с и с тепловой нагрузке 5 - 7 кВт/м и менее (вплоть до отключения топлива) Угловая скорость устанавливается из условий равномерного распределения легкоплавкой составляющей (жидкой фязы) по поверхности футеровки, особенно в зоне оЬжига, где повреждение 6oiee значительны, а также удержания защитного Барьера из обоженного материала При угловой скорости менее 0,002 рад/с (0,019 о5/мин) появляется опасность деформации корпуса печи и разрушения футеровки. При скорости более 0,05 рад/с (0,477 сб/мин) жидкая фаза плохо заполняет повреждение места и возможен, кроме того, уход ее из печи. Все это приводит к ухудшению качества покрытия и более быстрому его износу.
После отвердевания легкоплавкой составляющей в печь подают огнеупорный наполнитель в количестве 50 - 100% от ее массы (по твердой составляющей с учетом возможной термической диссоциации). Представленный расход сырого доломита (35,1 т двумя порциями) с учетом диссоциа35 1
ции составляет - --. - 18 т доломитовой изI t / «J
вести те 72% от массы легкоплавкой фазы.
Ввод доломита двумя порциями (16,4 и 18,7 т) связан со стремлением сократить продолжительность ремонта. Подачу наполнителя осуществляют при обычной угловой
скорости печи (0,08 - 0,15 рад/с). Наполнитель равномерно распределяют по длине пеми на поверхности отвердевшей легкоплавкой составляющей. В качестве напэл- нителя возможно применение также
0 доломитизированной извести.
Хорошие результаты достигаются также при использовании дробленого обожже-tc- го доломита. При расходе наполнителя в количестве менее половины легкоплавкой
5 составляющей стойкость покрытия резко ухудшается, так как оно содержит значительное количество остатс ной легкоплавкой фазы, не насыщенной основным наполнителем. Под влиянием высокотемпе0 ратурного факела такое покрытие начинает сочиться и даже отрываться от футеровки С увеличением копичества огнеупорного наполнителя выше 100% легкоплавкая составляющая отзывается неспособной
5 полностью его впитать, В результате наваренный слой имеет ноздреватую структуру и слабо удержиоартся футеровкой что является причиной локального разруленич покрытия и футеровки
0
Сразу же по окончании загрузки огнеупорного наполнителя в печь начинают подавать карбонатную породу,чтобы по окончании ремонта футеровки приступать к
5 производству извести
По достижении основным наполнителем выгоузочного конца почи начинается его сплавление с легкоплавкой оставляющей. Печь снова переводит на угловую ско0 рость 0,002 0 05 (:эд/с, а тепловую нагрузку повышают до 40 - 55 кВт/м2 футеровки, не допуская при этом образования чрезмерною количества жидкой фазы Процессы расплавления и растворения догжны
5 быть сбалансированы по времени. Небольшие прорывы жидкой фазы к выгрузочному кон ду печи должны быть нейтрализованы путем забрасывания допомита в печь вруч ную либо с помощью метательных механиз0 ов (например, заправочной машины). После полной ассимиляции доломитовой иззести производится вторичное отверде- ваниэ покрытия путем резкого уменьшения тепловой нагрузки при сохранении умень5 шенных оборотов печи. Вслед за этим печь переводят на обычные обороты, продЕигая материал по печи и посгепенно повышая тепловую нагрузку, доводя ее до обычной npi i полном заполнении 1ечи известняком и ивзестью.
Способ осуществлен на вращающихся известковых печах размеров 3,6 х 75 м Череповецкого металлургического комбината производительностью 15 т/ч (по загрузке 27,8 т/ч). Внутренняя площадь фу- теровки составляет 740 м2. Футеровка выложена хромомагнэзитовым кирпичом (на длину 30 м от горячего конца) и шамотом (остальная часть). Толщина футеровки 230 мм. Топливом является природный газ с объем- ной теплотой сгорания 34,33 МДж/м .
В качестве легкоплавной составлтющей используют гранулированный конвертерный шлам, а в качестве огнеупорного напел- нител я - соежеобоженную доломитовую известь с содержанием 30 - 35% МдО, которую получают в этой же печи путем обжига сырого доломита. Обмазку нанос в случае появления прогаров футеровки в зоне обжига, о наличии которых судят еизу- ально путем осмотра футеровки, а также по покраснении участков корпуса печи, хорошо заметных в ночное время. Для оцен эффективности ремонта определяют сум марную площадь корпуса печи под местны- ми прогарами (до и после ремонта), а также время появления новых или расширения оставшихся прогаров футеровки. Полная про- долительность одной операции горячего ремонта составляет около б ч, однако печь простаивала около 5 ч из-за совмещения операций ремонта и загрузки сырья.
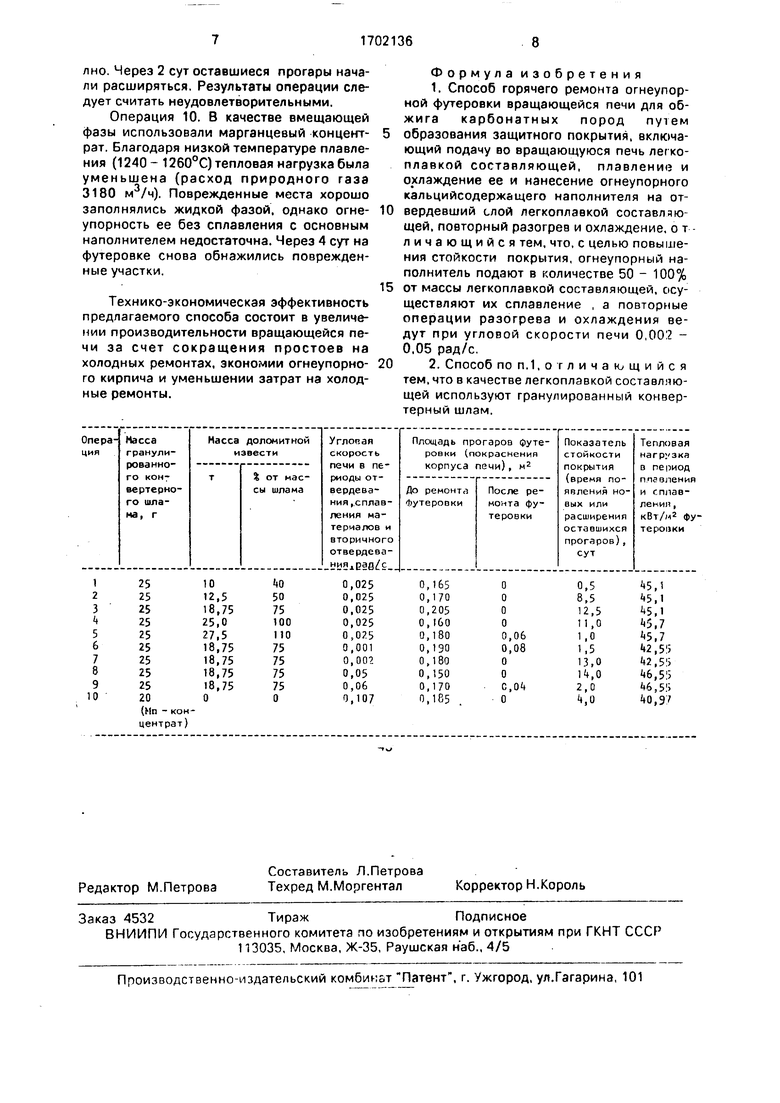
Результаты десяти опытных операций по ремонту футеровки проведенных, по предлагаемому способу, представлены в таблице.
Операция 1. Перед ремонтом на корпусе печи имелось восемь пятен общей плог
щадью 0,165 м . Масса доломитовой извести (огнеупорного наполнителя) составляла 40% от массы u/лама Расход природного газа в периоды плавления л сплавления составлял 3500 м /ч. ный расплав хорошо заполнил все повреж- денные места, однако стойкость покрытия Ьыла недостаточной и под влиянием высокой температуры через 12 ч покрытие частично вытекало.
Операция 2. Масса доломитовой ИЗРС- сти состаляла 50% от массы шлама (нижний предел). Процесс протекал нормально. Тепловой режим был таким же, как а операции 1, Все семь поврежденных мест были заварены, а новое повреждение появилось че- рез 8,5 сут.
Операция 3. Масса наполнителя составила 75% (среднее значение). Процесс протекал нормально. Отмечалось полное
заполнение всех поврежденных участков и высокая огнеупорность покрытия.
Операция 4. Масса наполнителя нахо дилась на верхнем рекомендуемом пределе (100%). С целью максимально полного заполнения поврежденных мест расплавом увеличили рзг.уг,., природного газа до 3545 м /ч. СтсДгост, покрытия оказалась высокой ( 1 сут).
Операция 5 Магса наполнителя больше рекомендуемой (11С%). Как и в предыдущей операции, быт повешен рясход топли03 Однако сплавление легкоплавкой о сталпющей ;; наполнитечем протекало неудовлетворительно, вследствие чего вокруг отремонтровзнных мест возникли настыли. В двух местах после ремонта остались покраснения, что свидетельство- валоо неполной заварке повреждениыхучз- стков. Через 1 сут на футеровке появились чоьые разгары.
Операция 6. В следующей серии операций (6 - 9) изменяли угловую скорость вращающейся печи, а массу наполнителя оставляли постоянной (75% от массы шлама). В связи с замедлением скорости вращения печи расход природного газа быт уменьшен до 3300 м /ч При скорости в период сплавления и отвердевания, равной 0,001 рад/с (0,0095 об/мин), были заварены повержденные места, однако после ремонта обнаружились повреждения футеровьи в двух новых местах общей площадью 0,08 м Это связано с дополнительными усилиями, появляющимися в огнеупорной кладке вследствие деформации корпуса печи Через 1,5 сут на футеровке появились дополнительные разгары
Операция 7. Угловая скорость печи бь.гэ на нижнем рекомендуемом пределе (0,019 об/мин) при пониженной тепловой нагрузке Oruрация протекалэ нормально Стойкость покрытия удовлетворительная.
Операция 8. Угловая скорость печи на врехнем рекомендуемом пределе (0,48 об/мин) при повышенной те 10кой нагрузке (расход природного газа .1610 м3/ч),
4го связано с сокращением продолжительности операции Результаты операции удовлетворительные.
Операция 9. Угловая скорость печи во время сплавления и отвердеваниявь ше рекомендуемой и составляет 0,57 об/мин. Несмотря на повышенную тепловую нагрузку полностью заварить прогары не удавалось, так /JK сплавлением легкоплавкой составляющей и наполнителя не успевало завер шться в периоды нахождения повреждении л учгстков в нижнем положении, когда процесс сплавления протекал наиболее полно. Через 2 сут оставшиеся прогары начали расширяться. Результаты операции следует считать неудовлетворительными.
Операция 10. В качестве вмещающей фазы использовали марганцевый концентрат. Благодаря низкой температуре плавления (1240 - 1260°С) тепловая нагрузка была уменьшена (расход природного газа 3180 м /ч). Поврежденные места хорошо заполнялись жидкой фазой, однако огнеупорность ее без сплавления с основным наполнителем недостаточна. Через 4 сут на футеровке снова обнажились поврежденные участки.
Технико-экономическая эффективность предлагаемого способа состоит в увеличении производительности вращающейся печи за счет сокращения простоев на холодных ремонтах, экономии огнеупорного кирпича и уменьшении затрат на холодные ремонты.
Формула изобретения 1. Способ горячего ремонта огнеупорной футеровки вращающейся печи для обжига карбонатных пород путем
образования защитного покрытия, включающий подачу во вращающуюся печь легкоплавкой составляющей, плавлении и охлаждение ее и нанесение огнеупорного кальцийсодержащего наполнителя на отвердевший слой легкоплавкой составляющей, повторный разогрев и охлаждение, о т личающийся тем, что, с целью повышения стойкости покрытия, огнеупорный наполнитель подают в количестве 50 - 100%
от массы легкоплавкой составляющей, осуществляют их сплавление , а повторные операции разогрева и охлаждения ведут при угловой скорости печи 0,002 - 0,05 рад/с.
тем. что в качестве легкоплавкой составляющей используют гранулированный конвертерный шлам.
