Известно устройство для осадки пластин, содержащее рабочий орган, состоящий из двух инструментов, установленных один напротив другого и передающих усилия осадки во встречном направлении. Нагревательный элемент размещен между этими инструментами и осуществляет нагрев пластин до их осадки. Устройство снабжено механизмом подачи пластин и кулачковым валом, который синхронизирует движение механизмов.
Предлагаемое устройство отличается от известного тем, что оно снабжено механизмом фиксации звеньев цепи, который содержит возвратно-поступательно перемещаемый рабочий калибр, размещаемый между втулками звеньев цепи. Калибр имеет размер, кратный заданному шагу цепи, и одновременно является упором, ограничивающим перемещение инструментов.
Механизм подачи пластин выполнен периодически подающим цепи на величину, кратную шагу цепи.
Устройство, выполненное таким образом, осуществляет осадку пластин в собранной цепи для восстановления номинального шага втулочных и втулочно-роликовых цепей.
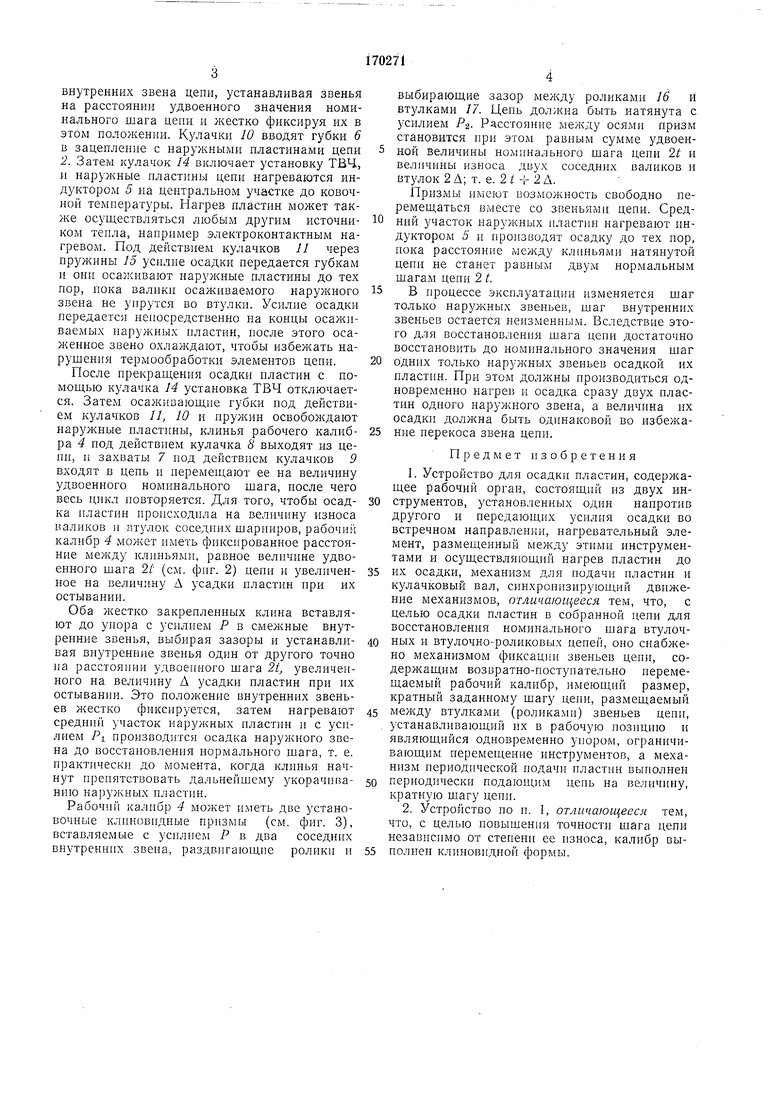
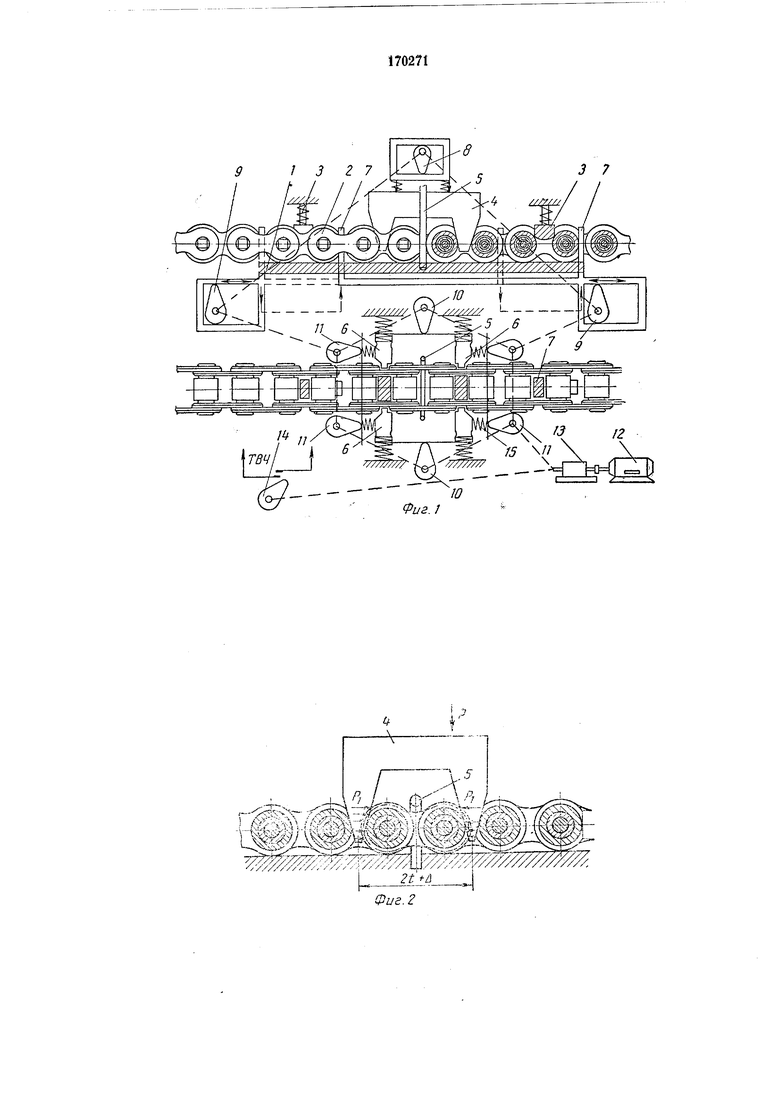
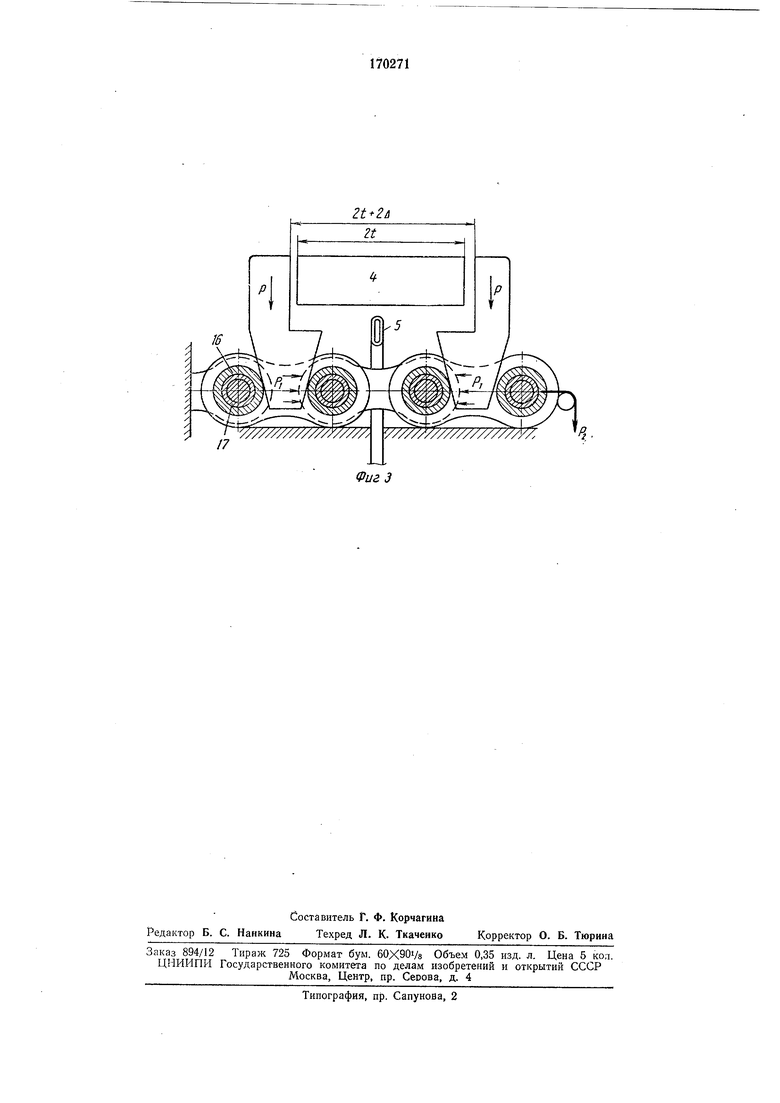
На фиг. 1 изображена принципиальная схема устройства для осадки пластин; на фиг. 2 - схема действия рабочего калибра для осадки пластин при восстановлении номинального шага с фиксированным расстоянием между клиньями; на фиг. 3-схел1а действия рабочего калибра, вставляемого в натянутую цепь. Устройство состоит из направляющей / для
цепи 2, фиксаторов 3 предварительной установки цепи, рабочего калибра 4, индуктора 5 контура ТВЧ, осаживающих губок 6, захватов 7, кулачков 8, 9, 10, 11. Механизм фиксации звеньев цепи содержит рабочий калибр
4, который выполнен клиновидным и перемещается возвратно-поступательно.
Приводом для всех элементов служит электродвигатель 12 с понил :ающим редуктором 13, имеющим регулируемое число оборотов на выходном валу.
Цепь помещают на направляющую 1 таким образом, чтобы захват 7 вошел в цепь; включают электродвигатель 12, и захват под действием кулачка 9 перемещает цепь по направляющей на величину удвоенного шага. Фиксаторы 3 предварительно устанавливают цепь таким образом, чтобы под каждым из двух клиньев рабочего калибра 4 располагалось внутреннее звено цепи. Кулачок 8 вводит внутренних звена цепи, устанавливая звенья на расстоянии удвоенного значения номинального шага цепи и жестко фиксируя их в этом иоложенпи. Кулачки 10 вводят губки 6 в зацепление с наружными пластинами цепи 2. Затем кулачок 14 включает установку ТВЧ, и наружные пластины цепи нагреваются индуктором 5 на центральном участке до ковочной температуры. Нагрев пластин может также осуществляться любым другим источником тепла, например электроконтактным нагревом. Под действием кулачков // через прзжины 15 усилие осадки передается губкам 1 они осаживают наружные пластины до тех пор, пока валики осаживаемого наружного звена не упрутся во втулки. Усилие осадки передается непосредственно на концы осаживаемых наружных иластин, после этого осаженное звено охлаждают, чтобы избежать нарушения термообработки элементов цепи. После прекращения осадки пластин с иомощью кулачка 14 установка ТВЧ отключается. Затем осаживающие губки иод действием кулачков 11, 10 и пружин освобождают наружные пластины, клинья рабочего калибра 4 под действием кулачка 8 выходят из цепи, и захваты 7 под действпем кзлачков 9 входят в цепь и перемещают ее на величину удвоенного номинального шага, после чего весь цикл повторяется. Для того, чтобы осадка иластин происходила на величину износа валиков и втулок соседних шарниров, рабочий калибр 4 может иметь фиксированное расстояние между клиньями, равное величине удвоенного шага 2/ (см. фиг. 2) цепи и увеличенное на величину Д усадки иластин ири их остывании. Оба жестко закрепленных клина вставляют до упора с усилием Р в смежные внутренние звенья, выбирая зазоры и устанавливая внутренние звенья один от другого точно па расстоянии удвоепиого шага 2t, увеличенного на величину А усадки иластин при их остывании. Это положение внутренних звеньев жестко фиксируется, затем нагревают средний участок наружных иластин и с усилием PI производится осадка наружного звена до восстановления нормального шага, т. е. практически до момента, когда клинья начнут препятствовать дальнейшему укорачиванию наружных пластин. Рабочий калибр 4 может иметь две установочные клиновпдные призмы (см. фиг. 3), вставляемые с усплнем Р в два соседних внутренних звена, раздвпгаюш,ие ролики и выбирающие зазор между роликами 16 и втулками 17. Цеиь должиа быть натянута с усилием P-i. Расстояние между осями призм становится при этом равиым сумме удвоенной величины номинального шага цепи 2t и величины износа двух соседних валиков и втулок 2 Д; т. е. 2 t 2 Д. Призмы имеют возможность свободно перемещаться вместе со звеньями цепи. СредНИИ участок наружных пластин нагревают индуктором 5 и производят осадку до тех иор, пока расстояние между клиньями натянутой цепи не станет равным двум нормальным шагам цепи 2 t. В процессе эксплуатации изменяется шаг только наружных звеньев, шаг внутренних звеньев остается неизменным. Вследствие этого для восстановления шага цепи достаточно восстановить до номинального значения шаг одних только наружных звеньев осадкой их иластин. При этом должны производиться одновременно нагрев и осадка сразу двух пластин одного наружного звена, а величина их осадки должна быть одинаковой во избежание перекоса звена цепи. Предмет изобретения 1.Устройство для осадки иластин, содержащее рабочий орган, состоящий из двух инструментов, установленных один наиротив другого и передающих усилия осадки во встречном направлении, нагревательный элемент, размещенный между этими инструментами и осуществляющий нагрев пластин до их осадки, механизм для подачи пластин и кулачковый вал, синхронизирующий движение механизмов, отличающееся тем, что, с целью осадки пластин в собранной цепи для восстановления номинального шага втулочных и втулочно-роликовых цеией, оно снабжено механизмом фиксации звеньев цепи, содержащим возвратно-иоступательно перемещаемый рабочий калибр, имеющий размер, кратный заданному шагу цепи, размещаемый между втулками (роликами) звеньев цепи, устанавливающий их в рабочую позгщию и являющийся одновременно упором, ограничивающим перемещение инструментов, а механизм иериодической подачи пластин выполнен периодически подаюни1.м цепь на величину, кратную шагу цепи. 2.Устройство по и. I, отличающееся тем, что, с целью повышенпя точности шага цепи независимо от степени ее износа, калибр выиолнен клиновидной формы. 1327 Фиг./
17
