Изобретение относится к металлообработке и может быть использовано в машиностроении.
Целью изобретения является расширение технологических возможностей за счет обеспечения однолезвийной обработки.
Указанная цель достигается тем, что инструменту сообщают подачу по круговой траектории, а заготовку вращают вокруг собственной оси и перемещают по круговой траектории, центр которой смещен относительно центра подачи и оси заготовки, подачу осуществляют вращением инструмента со скоростью, равной скорости перемещения заготовки по окружности, ось которой смещают относительно центра кругового перемещения заготовки на величину, равную радиусу траектории подачи, величина которого устанавливается по следующей зависимости:
2R.
. г--si;-
где г - радиус траектории плоскопараллельной подачи;
R - радиус заготовки;
tr - тангенциальный припуск;
tp - радиальный припуск.
В этом случае при вращении инструмента и детали по окружности инструмент совершает движение по окружности относительно оси заготовки (оси шпинде- ля),причем положение инструмента определяется углом поворота.
Таким образом, при обработке в роторной системе с одновременным транспортным вращением заготовки и инструмента осуществляется подача инструмента по круговой траектории без осуществления специального движения.
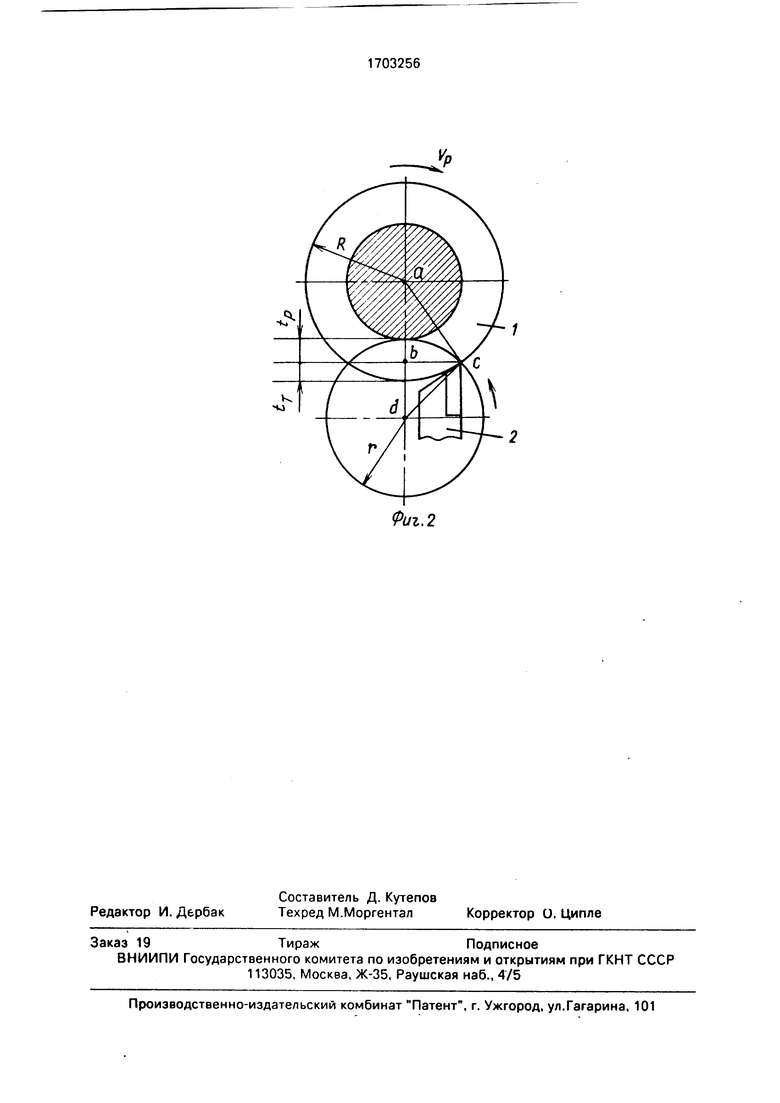
На фиг. 1 показана схема обработки по предлагаемому способу: на фиг. 2 - схема расчета величины радиуса подачи.
Способ реализуется следующим обра зом.
Заготовку 1 вращают со скоростью резания Vp и одновременно перемещают со скоростью ом по кругу с осью Oi (фиг.1). Инструмент 2 вращают по кругу с осью 02 с
Ё
XJ
О СО hO
ел а
угловой скоростью он равной скорости перемещения заготовки шг. Оси Oi и Ог смещают на величину е. При этом в процессе вращения инструмент 2 совершает плоско- параллельное движение по круговой траектории, радиус г которой (фиг.2) равен величине смещения е, и в зоне контакта его вершины с заготовкой 1 осуществляется обработка методом попутного тангенциального точения, В точке совпадения оси заготовки 1 с линией, соединяющей оси кругового перемещения заготовки 1 и инструмента 2 при р - 0, вершина инструмента 2 находится на минимальном расстоянии от оси заготовки 1, которая обрабатывается до требуемого значения г0.
Таким образом, заготовка 1 обрабатывается методом попутного тангенциального точения по роторной схеме в процессе транспортного перемещения по окружности, причем плоскопараллельная подача осуществляется без специального движения.
Для обработки заготовки 1 с подачей инструмента 2 по определенной траектории устанавливается значение тангенциального tT и радиального tp припусков (фиг.2), в соответствии с которыми определяется значение радиуса г плоскопараллельной подачи,
Загрузка
т.е. величина смещения осей Oi и 02. Радиус г находится путем решения треугольников abc и bed относительно общей стороны be и равен
2 R tT - t +4
г -
0
5
0
5
Формула изобретения Способ обработки многогранных деталей, согласно которому многолезвийному инструменту и детали сообщают относительное движение круговой подачи и движение резания, причем детали одновременно вращают вокруг своей оси и перемещают их по круговой траектории, центр которой смещен относительно центра круговой подачи инструмента,отличающийся тем,что, с целью расширения технологических возможностей путем обеспечения однолезвий- ной обработки, движение подачи осуществляют с угловой скоростью, совпадающей по величине и направлению с круговым вращением деталей, при этом радиус круговой траектории подачи инструмента равен величине смещения центра вращения деталей по круговой траектории относительно центра круговой подачи инструмента.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тангенциального точения | 1982 |
|
SU1144769A1 |
| Способ обработки торцевой поверхности втулки в роторной линии | 2022 |
|
RU2793302C1 |
| Способ тангенциального точения | 1974 |
|
SU480497A1 |
| Способ обработки деталей типа тел вращения | 1985 |
|
SU1301564A1 |
| Способ попутного точения | 1985 |
|
SU1289610A1 |
| Способ точения внутренних поверхностей | 1977 |
|
SU659287A1 |
| СПОСОБ ТАНГЕНЦИАЛЬНОГО ТОЧЕНИЯ | 1971 |
|
SU423574A1 |
| Способ обработки внутренней фаски | 1985 |
|
SU1271662A1 |
| СПОСОБ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275989C1 |
| СПОСОБ ИМПУЛЬСНО-УДАРНОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2278018C1 |
Изобретение относится к металлообработке и может быть использовано в машиностроении при обработке тел вращения. Целью изобретения является расширение технологических возможностей за счет обеспечения однолезвийной обработки. Для этого инструменту сообщают движение подачи по круговой траектории вокруг своей оси с угловой скоростью, совпадающей по величине и направлению с круговым вращением деталей, при этом радиус круговой траектории подачи инструмента равен величине смещения центра вращения деталей по круговой траектории и центра круговой подачи инструмента. 2 ил.
Выгрузка
Фиг.1
Фиг.2
| Способ обработки многогранных изделий | 1986 |
|
SU1404203A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
