2. Способ по п. 1,отличаю щ и и с я тем, что, с целью повышения точности, плоскопараллельная круговая подача и дополнительная круговая подача в зоне резания совпа-. дают по направлению.
3. Способ по п. 1, о т л и ч аю щ и и с я тем, что, с целью производительности, плоскопараллелькая круговая подача и дополнительная круговая подача в зоне резания имеют противоположное направление.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки многогранных деталей | 1989 |
|
SU1703256A1 |
| Способ поштучного точения торцевых и фасонных поверхностей | 1978 |
|
SU764848A1 |
| СПОСОБ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275989C1 |
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| КОМБИНИРОВАННАЯ ГОЛОВКА ДЛЯ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275990C1 |
| СПОСОБ ПРЕЦИЗИОННОЙ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ИЗДЕЛИЙ РЕЗАНИЕМ | 1999 |
|
RU2167041C1 |
| Способ тангенциального точения | 1980 |
|
SU931301A2 |
| Способ формообразования оптических деталей с фасонной поверхностью и устройство для его осуществления | 1980 |
|
SU979022A1 |
| Способ обработки отверстий мерным многолезвийным инструментом | 1987 |
|
SU1710213A1 |
| Способ обработки деталей типа тел вращения | 1985 |
|
SU1301564A1 |
1. СПОСОБ ТАНГЕНЦИАЛЬНОГ ТОЧЕНИЯ, согласно которому вращаю заготовку вокруг собственной оси, а инструменту сообщают плоскопарлллельную подачу по круговой траектории, отличающийся тем, что, с целью расширения технологических возможностей путем уменьшения трансформации углов резания, заготовке или инструменту сообщают дополнительную относительную круговую подачу, центр которой смещен относительно оси заготовки и центра плоскопаралленьной крутяр(ей подачи.
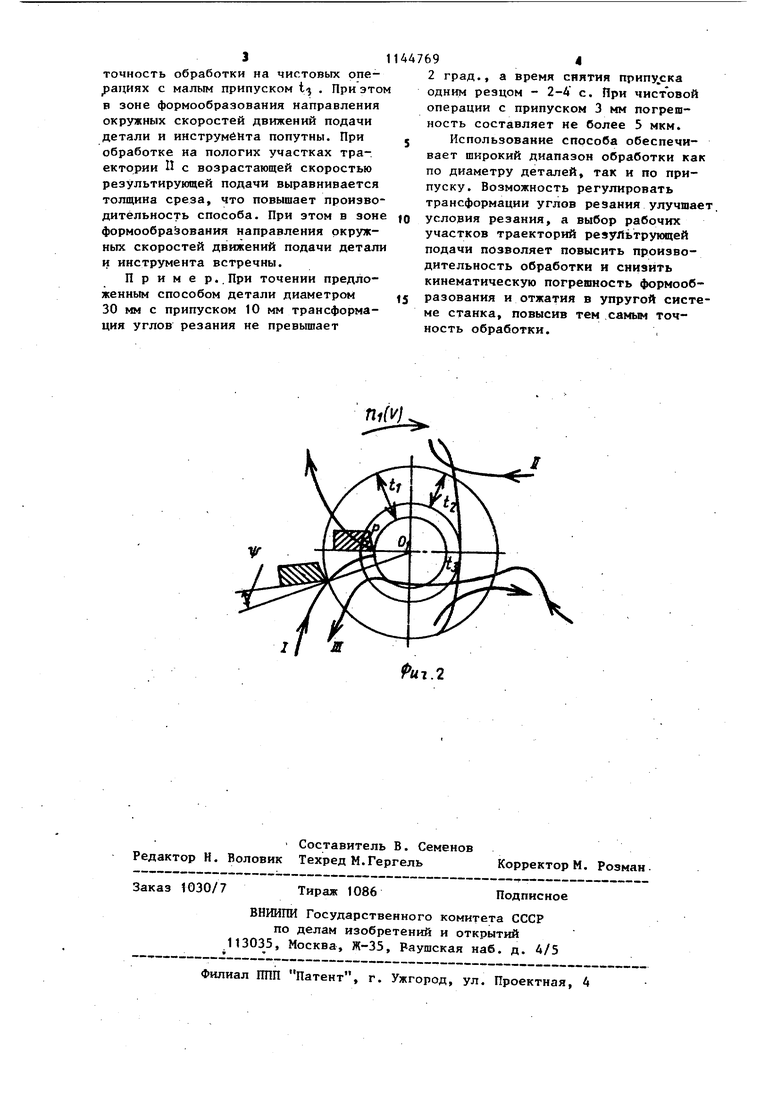
Изобретение относится к станкостроению. Известен способ тангенциального точения, согласно которому вращают заготовку вокруг собственной оси, а инструменту сообщают плоскопараллельную подачу по круговой траектории D Недостатком известного способа является его относительно невысокие технологические возможности вследствие ограничения по снимаемому припуску, вызванные повышенной тран формацией углов резания. Цель изобретения - расширение технологических возможностей способ путем уменьшения трансформации угло резания, повышение точности и произ водительности. Поставленная цель достигается тем, что согласно способу тангенциального точения, при котором вращаю заготовку вокруг собственной оси, а инструменту сообщают плоскопараллельную подачу по круговой траекто рии, заготовке или инструменту сообщают дополнительную относительну круговую подачу, центр которой сме щен относительно оси заготовки и центра плоскопараллельной круговой подачи. Плоскопараллельная круговая подача и дополнительная круговая по дача в зоне резания совпадает по направлению. Кроме того плоскопараллельная круговая подача и дополнительная круговая подача в зоне резания может иметь противоположное направление. На фиг, 1 приведена схема осуществления способа; на фиг. 2 результирующие траектории пласкопараллельной круговой подачи и дополнительной круговой подачи. Заготовку 1 вращают вокруг собственной оси 0| с частотой ( , а инструменту 2 сообщают плоскопараллельную подачу по круговой траектории радиусом г с центром 0, смещенным относительно центра О, с частотой П. Заготовке 1 или инструмента 2 сооб щают дополнительную относительную круговую подачу с частотой И и центром 0, смещенным относительно центра 0 на величину радиуса R. Частоты вращения Л и nj согласуют при настройке. При настройке также устанавливают направления плоскопараллельной и дополнительной круговой подач, которые могут или совпадать или быть противоположными в зоне резания. В результате сообщения двух круговых движений подачи относительно центров 0 и О (фиг.1) получают результирующие траектории подачи Г , 1Г , П , в зависимости от соотношения круговых движений (фиг. 2). Различное сочетание по скорости и направлению круговых движений обеспечивает разные виды траекторий: эпициклоида, гипоциклоида, перицИклоида - и их форму: нормальная Г , удлиненная II, укороченнаяШВ зависимости от технологической задачи рабочие участки траекторий выбирают разньми. Например, при черновой обработке с большим припуском t, (фиг. 2) выбирают участок траектории 1 с наибольшей кривизной около ее начальной точки Р, что сводит до минимума трансформацию углов резания (f . При обработке на пологих участках траектории III с убывающей скоростью подачи снижается кинематическая погрешность способа и упругие отжатия в станочной системе при формообразовании, что повьшает
31
точность обработки на чистовых операциях с малым припуском i/ . При этом в зоне формообразования направления окружных скоростей движений подачи детали и инструмента попутны. При обработке на пологих участках траектории П с возрастающей скоростью результирующей подачи выравнивается толщина среза, что повышает производительность способа. При зтом в зоне формообразования направления окружных скоростей движений подачи детали и инструмента встречны.
Приме р..При точении предложенным способом детали диаметром 30 мм с припуском 10 мм трансформация углов резания не превышает
694
2 град., а время снятия припу.ска одним резцом - 2-4 с. При чистЪвой операции с припуском 3 мм погрешность составляет не более 5 мкм. Использование способа обеспечивает широкий диапазон обработки как по диаметру деталей, так и по припуску. Возможность регулировать трансформации углов резания улучшает.
условия резания, а выбор рабочих участков траекторий резуЯьтрующей подачи позволяет повысить производительность обработки и снизить кинематическую погрешность формообразования и отжатия в упругой системе станка, повысив тем самым точность обработки.
HfW
/
И7.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ермаков Ю.М | |||
| Технология и станки тангенциального точения М., Машиностроение, 1979, с | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
