1
Предлагаемый снособ может найти применение IB металлообрабатывающей промышленности.
Известен способ тангенциального точения, при котором инструменту сообщают подачу в на 1равлении главного движения.
Однако непостоянство углов резания и толщины среза в течение цикла снятия иринуска отрицательно сказывается на стойкости инструмента и производительности.
По предлагаемому способу для сохранения постоянных углов резания и толщины среза подачу резца производят его вращением относительно центра окружности, являющегося вершиной равнобедренного треугольника, построенного на хорде дуги рабочей части траектории вершины резца ка.к на основании, и с углом при .вершине, равным центральному углу между радиусами заготовки, опирающимися на концы этой хорды.
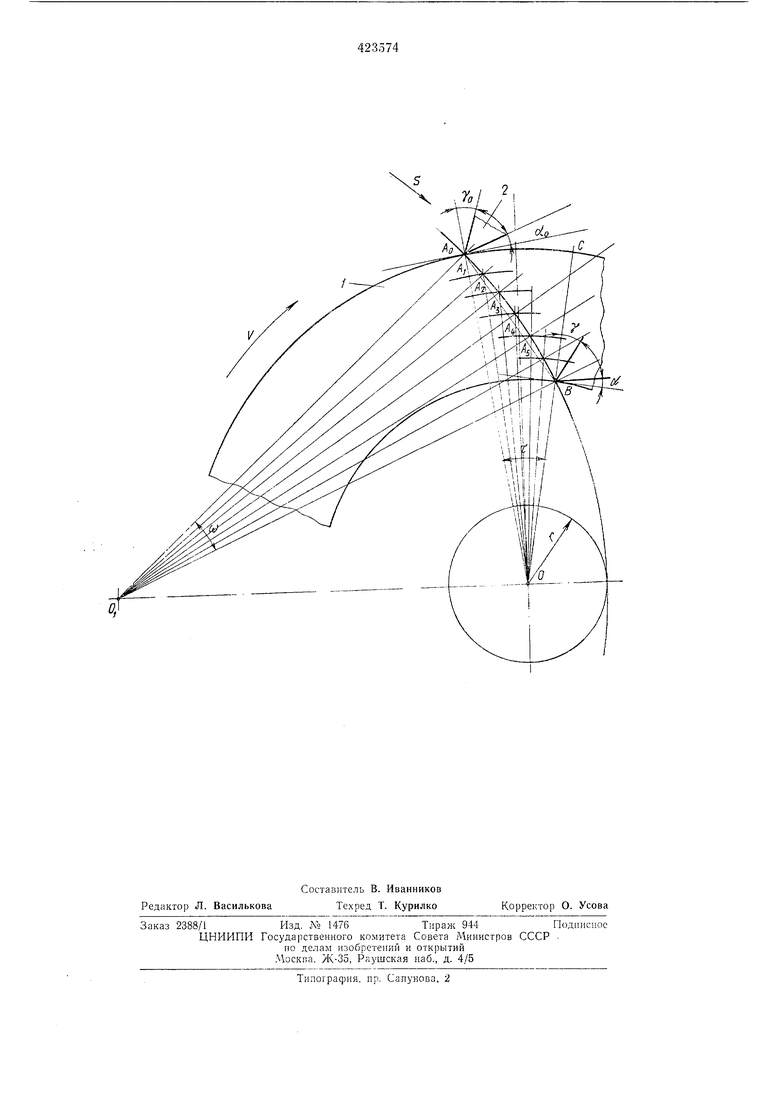
Предлагаемый способ поясняется чертежом, на котором 1 -обрабатываемая заготовка, 2 - резец. В исходном положении передний угол YO, задний угол - а.
С целью создания благоприятной схемы нагружелия суппорта силами резания, принимают положение прямой АдВ, приближенно являющейся траекторией движения вершины резца. Пз центра заготовки О проводят радиусы ЛоО и ВО, между которыми об2
разуется угол т. На отрезке АдВ как на основании, строят равпобедреппый треугольник /loOiS с углом при вершине . Пз центра Oi через точки Ло и В проводят дугу , имеющую внутреннее касание к окрул :ности с радиусом г.
При обработке заготовка 1 вращается со скоростью V, а резец 2 при вращении относительно центра Oi получает подачу S. Вершина резца последовательно занимает положения Л(1, ,4. Ло. Лз, А. А, В. Приращениям угла поворота резца Лео соответствуют примерно равные прирап1ения угла Лт, соответственно толщина среза на всех участках остается прпмерно ПОСТОЯННО.
Предмет изобретения
Снособ тангенциального точения, о тли ч аю п; и и с я тем, что, с целью сохранения постоянных углов резания и толщины среза, нодачу резца производят его вращением относительно центра окружности, являющегося вершиной
рав1юбедре;нного треугольпика, построенного на хорде дуги рабочей части траектории вершины резца как па основании, и с утлом при верп1И11е, равным центральпому углу радиусами заготовки, опирающимися на концы этой хорды.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тангенциального точения | 1980 |
|
SU931301A2 |
| Переносной станок для резки труб | 1985 |
|
SU1284702A1 |
| ТРУБОРЕЗ | 1973 |
|
SU406719A1 |
| Способ обработки деталей типа тел вращения | 1985 |
|
SU1301564A1 |
| Способ многопроходной обработки и инструмент для его осуществления | 1984 |
|
SU1237399A1 |
| Способ тангенциального точения | 1977 |
|
SU621480A1 |
| Способ токарной обработки ротационным резцом | 1990 |
|
SU1748955A1 |
| Способ точения многогранной поверхности | 1989 |
|
SU1668045A1 |
| Способ получения частиц порошка методом ротационного точения многогранными резцами | 2024 |
|
RU2830785C1 |
| Способ установки ротационного резца | 1983 |
|
SU1152710A1 |