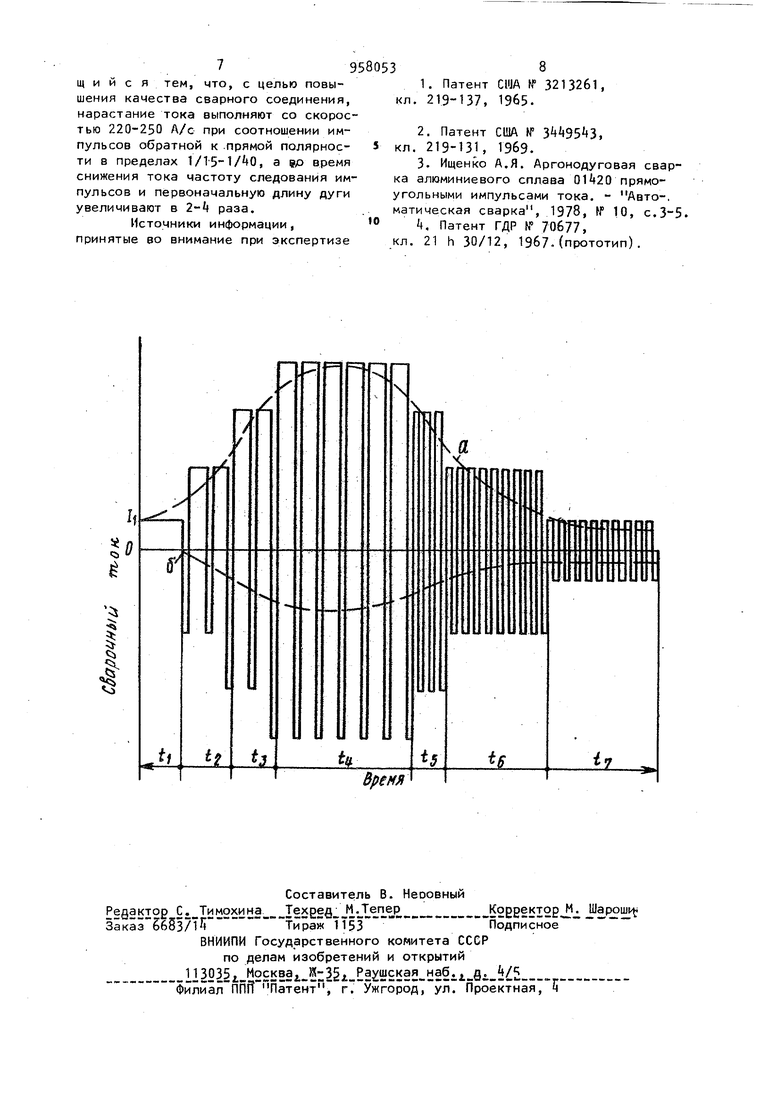
гический эффект для случая сварки ал миния и его сплавов. Известен также способ удаления окисных плен при сварке знайоперемеи ными прямоугольными ассиметричными импульсами 3j. Однако принятые соотношения длительностей импульса тока обратной полярности к прямой около 1/3 не обеспечивают достаточной глубины провара, чтобы проплавить верхний лист и образовать соединение с нижним листом. Кроме того, описанная технология не предусматривает формир1ование сварочного тока пэ амплитуде. Наиболее близким к изобретению Ло техническойсущности и достигаемо 1му эффекту является способ дуговой точечной сварки алюминиевых сгтпавов, заключающийся в том, что производят в процессе сварки последовательное чередование импуяьсоэ постоянного и переменного тока, при этом имггуяьсы переменного тока пропускают в начале и конце процесса, а а середине не включают постоянный ток прямой полярностиУдаление окисной пленки катодным распылением при действии положительной полуволны переменного тока возможно только с поверхности сварочной ванны. В то же время окисные пленки в зоне соединения частично закрыты жидким металлом. Для полной очистки соединения от окисных плен необходимо обеспечить их всплытие на поверхность сварочной ванны и вести процес полностью на переменном токе. Такие условия не предусмотрены и соединение образуется с участками несплавлений. Кроме того, не используются поло хительные элементы вышеприведенных способов. Поэтому сварная точка имеет неправильную геометрическую форму, кратер и трещины. Кроме того применение тока промышленной частоты существенно снижает стойкость неплавящегося электрода. Цель изобретения - повышение качества сварочного соединения. Указанная цель достигается тем, что согласно способу дуговой точечной сварки неплавящимся электродом в среде защитных газов, преимущественно алюминиевых сплавов с лрименением знакопеременных ассиметричных импульсов сварочного тока прямоугол ной формы с частотой -60 Гц и продолжительностью импульсов обратной полярности 6-10 мс при плавном или ступенчатом нарастании в начале и его снижении в конце сварочного процесса, нарастание тока выполняют со скоростью 220-250 А/с при соотношении импульсов обратной к прямой полярности в пределах , а во время снижения тока частоту следования импульсов и первоначальную длину дуги увеличивают 82- раза. Цикл сварки состоит из нагрева образования ядра сварной точки и заварки кратера. Нагрев ведут с плавным или ступенчатым нарастанием сварочного тока со скоростью 220-350 А/с до величины, достаточной для проплавления верхнего листа и образования ядра точки с нижним листом. Благодаря этому отсутствуют выбросы жидкого металла из сварочной ванны, прорыв окисной пленки с нижней стороны сварной точки, а значит улучшается обратное формирование. По мере увеличения объема жидкого металла сварочной ванны нарастание сварочного тока увеличивает давление дуги, которое выжимает жидкий ;металл в стороны и обеспечивает минимальную жидкую прослойку между дугой и твердым металлом. Этим достигается максимальная скорость плавления металла. На протяжении всего цикла сварки импульсы тока обратной полярности удаляют ОКИсную пленку с поверхности сварочной ванны. Длительности им- пульсов 6-10 мс при частоте Гц в условиях точечного нагрева достаточны для удаления окисных плен. Усредненный ток обратной полярности весьма мал, благодаря чему повышается стойкость неплавящёгося электрода. При указанных соотношениях знакопеременного тока усредненное значение тока прямой полярности близко к амплитудному, поэтому проплавляющая способность знакопеременной дуги близка к проплавляющей способности дуги постоянного тока прямой полярности. Знакопеременные импульсы низкой частоты в пределах Гц приводит жидкий металл в колебания, направленные вдоль оси нейлавящегося электрода. Эти колебания жидкого металла облегчают обрыв окисных плен между листами, их дробление и перемешивание, а также всплытие на поверхность свароуной ванны, где они удаляются катодным распылением при импульсах тока обратной полярности. Плавный спад сварочного тока обеспечивает заварку кратера. При этом, чтобы уменьшить давление дуги на сварочную ванну и улучшить формирование поверхности точ ки, длину дуги и частоту следования импульсов увеличивают в раза Увеличение частоты знакопеременного тока необходимо также для улучшения очистки поверхности сварной точки от окисных плен, так как с уменьшением амплитудного значения тока ослабевает термический механизм удаления окисных плен при импульсе тока прямойИ полярности и катодное распыление оки ных плен при импульсе тока обратной полярности. Растягивание дуги в пери од заварки кратера позволяет в случае сварки на весу подать присадочную проволоку в сварочную ванну без ее замыканий на неплавящийся электрод. При сварке неответственных изде лий возможна сварка без подъема элек рода в период заварки кратера. В это случае сварная точка имеет незначительное плавное углубление. Оборудование, не предусматривающее подъем Ьлектрода, существенно упрощается. На чертеже приведена циклограмма сварки. Перед сваркой поверхности соединяемых листов подготавливают по промышленной технологии. Малоамперную дежурную дугу постоянного тока прямой полярности G с длительностью су ществования -t зажигают контактным способом. Начальная длина дуги составляет 1 ,4 мм. Сварку ведут прямоугольными знакопеременными, ассиметричными по длительности импульсами вольфрамовым электродом (р 3 мм марки ВЛ-10 в среде аргона с расходом 6-8 л/мин. В период нагрева (t, , t.,) и образования ядра точки () длител ность импульса обратной полярности составляет 8 мс, а прямой 120 мс. Пр этом частота равна 8 Гц, а соотношение длительностей импульсов обратной полярности к прямой 1/15. Усредненное значение тока прямой полярности близко ампл гтудному (кривая а) При этом усредненное значение тока обратной полярности (кривая б) значительно меньше. Нагрев ведут нарастающим ступенчатым током. При усреднении кривой нарастания сварочного тока скорость нарастания составляет 250 А/с. В период заварки кратера 9 3. (ty , t, , t,) дугу растягивают на длину 3,5 мм, а частоту увеличивают до 25 Гц за счет уменьшения импульса тока прямой полярности До 32 мс. Пример. Сварные соединения из сплава АМг2, толщиной 1,8+1,8 мм, выполненные по данному способу без присадочной проволоки выполняют при амплитудном значении тока 200 А, при длительности заварки кратера 2,5 с, длительность всего цикла сварки ,0 с. Сварные соединения из сплава АМгб толщиной 2+2 мм на весу с присадочной проволокой выполняют при амплитудном значении сварочного тока 240 А, длительностью заварки кратера с, длительностью всего цикла сварки 5,0 с. Предлагаемый способ дуговой точечной сварки позволяет полностью устранить кольцевые ,зоны несплавлений между свариваемыми деталями, устранить трещины в ядре сварной точки, ликвидировать кратер на поверхности точки, улучшить формирование сварного соединения в целом, увеличив при этом глубину проплавления на 15-20 и повысив стойкость неплавящегося электрода. Предложенный способ дуговой точечной сварки позволяет заменить клетку алюминиевых конструкций с толщиной элементов до 3 мм. При этом сокращается трудоемкость изготовления каркасных конструкций в 2-2,5 pasaf. Данный метод отличается экономичностью, , высоким качеством выполняемых работ, высокой культурой труда. Годовой экономический эффект от максимального объема использования изобретения на предприятиях радиотехнической промыишенности составит 13,53 тыс.руб. Формула изобретения Способ дуговой точечной сварки неплавящимся электродом в среде защитных газов, преимущественно алюминиевых сплавов с применением знакопеременных асимметричных импульсов сварочного тока прямоугольной формы с частотой Ц-60 Гц и продолжительностью имИульсов обратной полярности 6-10 мс при плавном или ступенчатом нарастании в начале и его снижении в конце сварочного процесса, отличающ и и с я тем, что, с целью повышения качества сварного соединения, нарастание тока выполняют со скоростью 220-250 Л/с при соотношении импульсов обратной к .прямой полярности в пределах 1/15 , а 9Р время снижения тока частоту следования импульсов и первоначальную длину дуги увеличивают в 2- раза. Источники информации, принятые 8о внимание при экспертизе 9 8 1. Патент США № 3213261, кл. 219-137, 1965. 2.Патент США № , кл. 219-131, 1969. 3.Ищенко А.Я. Аргонодуговая сварка алюминиевого сплава прямоугольными импульсами тока. Авто-. матическая сварка, 1978, ff 10, с. 3-5. i. Патент ГДР № 70677, кл. 21 h 30/12, 19б7Лпрототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2003 |
|
RU2254214C1 |
| Способ дуговой сварки алюминиевых сплавов | 1989 |
|
SU1703325A1 |
| Способ дуговой сварки алюминиевых сплавов | 1990 |
|
SU1745453A1 |
| Способ импульсной дуговой сварки | 1986 |
|
SU1449273A1 |
| Способ дуговой точечной сварки в защитных газах | 1961 |
|
SU148168A1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Способ дуговой сварки в защитных газах | 1991 |
|
SU1776516A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Способ импульсно-дуговой сварки плавящимся электродом | 1980 |
|
SU935226A1 |
| Способ дуговой точечной сварки плавящимся электродом | 1976 |
|
SU740432A1 |
0
