1
Изобретение относится к сварке электрической дугой,управляемой магнитным полем,и может быть применено в машиностроении и приборостроении , для сварки изделий, преимущественно из алюминиевых сплавов.
Известен способ сварки изделий из алюминиевых сплавов, при котором применяют сварочную дугу переменного TO-.Q ка с постоянной составляющей, а изделие или дугу (горелку) пepeмeщaйт относительно друг друга 1.
Однако перемещение осуществляют при помощи сложных механизмов, требу-15 ющих значительных затрат для.их . ществления. Кроме того, этот способ имеет низкую производительность.Скорость сварки составляет 10-30 м/ч,
Известны способы сварки металлов 20 без применения сложного оборудования для относительного перемещения дуги и изделия при высокой производительности. В частности, известен способ сварки кольцевых швов дугой постояв- 25 ного тока обратной полярности, управляемой магнитным полем, при котором сварку осуществляют после многократного перемещения дуги путем осадки разогретых кромок 2} и з. 30
Однако за счет осадки по всему сечению шва образуется грат,который снижает качество соединения.В случае применения сварки без осадки невозможно получить соединение на всю толщину свариваемого материала, так как возникающая при этом жидкая ванна.по всему сечению металла стекает с кро-мок в зоне шва.
Наиболее близким по технической сущности и достигаемому эффекту к описываемому изобретению является способ дуговой сварки в среде защитных газов с неплавящимся электродом, дугой постоянного тока прямой полярности, управляемых поперечным магнитным полем 4j.
Однако осуществление этого способа для сварки изделий из алюминиевых сплавов связано с трудностями получения швов с равномерным формирова- , нием: проявляется неравномерность чешуек и ослабление шв-а. Высокое качество сварных соединений из алюминиевых сплавов обеспечивает сварка на переменном токе. Однако при данном способе дуга переменного тока не может перемещаться в магнитном поле, так как она совершает колебательные перемещения.
Цель изобретения - обеспечение перемещения дуги по заданной траектории с заданной скоростью и повышение качества сварного шва при однопроходной сварке путем катодной очистки сварочной ванны.
Цель достигается тем, что в способе сварЛи электрической дугой, управляемой поперечным магнитным полем, при котором сварку ведут неплавящимся электродом на постоянном токе прямой полярности, на дугу накладывают переменный ток,величина силы ко-, торого в 1,5-4 раза превышает величину; силы постоянного тока.
; Наложение переменного тока на пост оянньгй ток прямой полярности в указа;нном соотношении не препятствует перемещению дуги в магнитном поле по лкйому контуру (линии) соединения с заданной скоростью и обеспечивает сварку изделий за один проход с полHbjM проплавлением материала при выcdKOM качестве соединения.
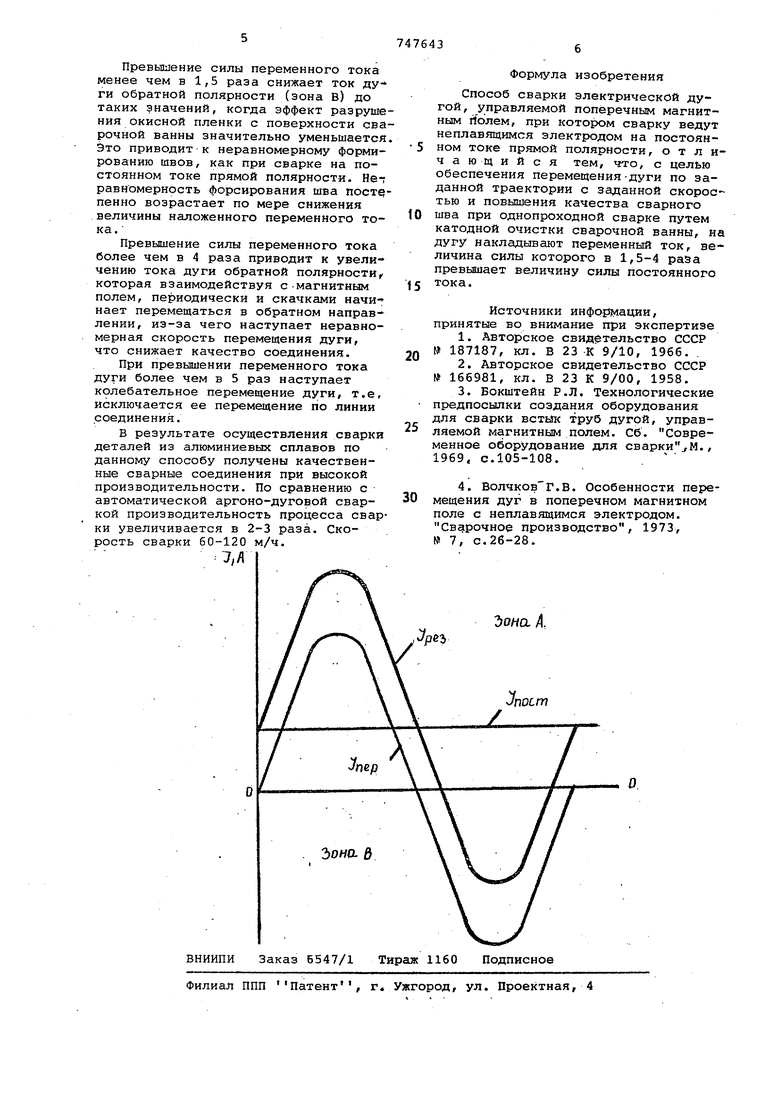
На чертеже изображены графики подводимых и результирукмцих значений токов, поясняющие описываемый способ Способ сварки осуществляется следующим образом.
На неплавящийся электрод, расположенный в зоне магнитного потока с ин|г.енсивностью порядка (50-200)
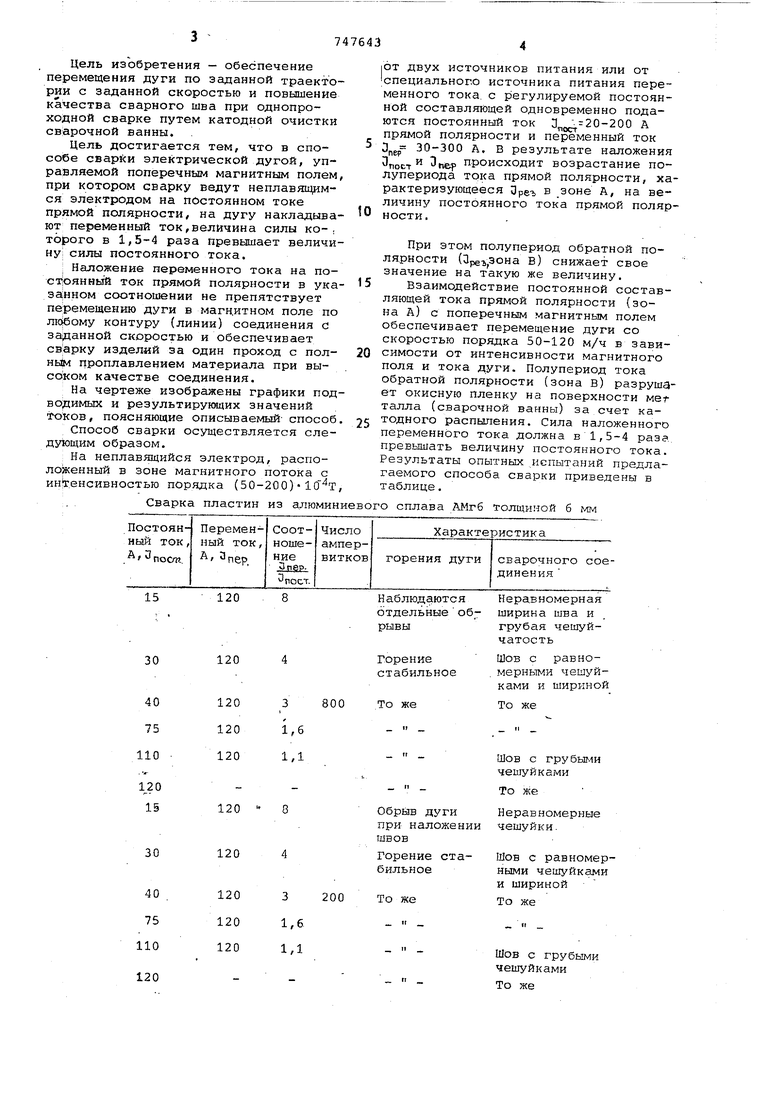
Сварка пластин из а/1юминиевого сплава АМгб толщиной б мм
от двух источников питания или от специального источника питания переменного тока, с регулируемой постоянной составляющей одновременно подаются постоянный ток 3„о -20-200 А прямой полярности и переменный ток 3 30-300 А. В результате наложения тlocт Зцер происходит возрастание полупериода тока прямой полярности, характеризующееся Зре-ь в зоне А, на величину постоянного тока прямой полярности.
При этом полупериод обратной полярности ( в) снижает свое значение на такую же величину.
Взаимодействие постоянной составляющей тока прямой полярности (зона А) с поперечным магнитным полем обеспечивает перемещение дуги со скоростью порядка 50-120 м/ч в зависимости от интенсивности магнитного поля и тока дуги. Полупериод тока обратной полярности (зона в) разрушает окисную Пленку на поверхности Met талла (сварочной ванны) за счет катодного распыления. Сила наложенного переменного тока должна в 1,5-4 раза, превышать величину постоянного тока. Результаты опытных испытаний предлагаемого способа сварки приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2087283C1 |
| Способ сварки неплавящимся электродом алюминия и его сплавов | 2023 |
|
RU2817683C1 |
| Способ сварки дугой,управляемойМАгНиТНыМ пОлЕМ | 1978 |
|
SU833388A1 |
| Способ трехфазной дуговой сварки | 1980 |
|
SU996126A1 |
| Способ дуговой сварки алюминиевых сплавов | 1989 |
|
SU1703325A1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| Способ сварки | 1981 |
|
SU1063556A1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
120
120
3 800
120
1,6 120
1,1 120
120
120
120
3 200 120
1,6 120
1,1
Неравномерная ; ширина шва и . грубая чешуйчатость
Шов с равномерными чешуйками и шириной
То же
Шов с гру быгли чешуйками
То же
Неравномерные
ги чешуйки. жении
Шов с равномерстаными чешуйками и шириной
То же
Шов с грубыми чешуйками
- - То же
