Известны установки для изготовления изоляционных матов, например из стеклянного волокна, включающие фильерную электроплавильную печь, гребенчатый волокнораспределитель, обрезиненный валковый стеклопитатель, вытягивающий волокна из фильер, камеру беспламенного сжигания газа раздувочным соплом, диффузор, камеру осаждения, вакуум-конвейер, намоточный барабан для послойной пропитки стекловолокна растворбм связующего вещества, механизм для поперечной продольной резки мата, сушильно-полимеризационную камеру, устройство для облицовки мата фольгой, подпрессовочный механизм.
В предложенной установке, с целью обеспечения одновременной заправки всех волокон в стеклопитатель, получения однородных по диаметру волокон и быстрой смены валиков, стеклопитатель выполнен со сменными подъемно-опускными валиками, подъемноолускной распределительной гребенкой и снабжен вертикально и горизонтально регулируемой планкой, смонтированной под валиками стеклопитателя близ выходной щели раздувочного сопла.
Для предотвращения преждевременного загорания горючей смеси в камере беспламенного сжигания газа, расщирения диапазона режима ее работы и уменьщения скорости
подачи газа, установка имеет предварительную камеру с водяным холодильником внутри, сообщающуюся с камерой беспламенного сжигания газа.
С целью автоматического равномерного снижения скорости вращения намоточного барабана по мере увеличения на нем слоя волокна, на его вал насажена разъемная муфта с внутренней резьбой, взаимодействующая
с рычагом привода вращения барабана.
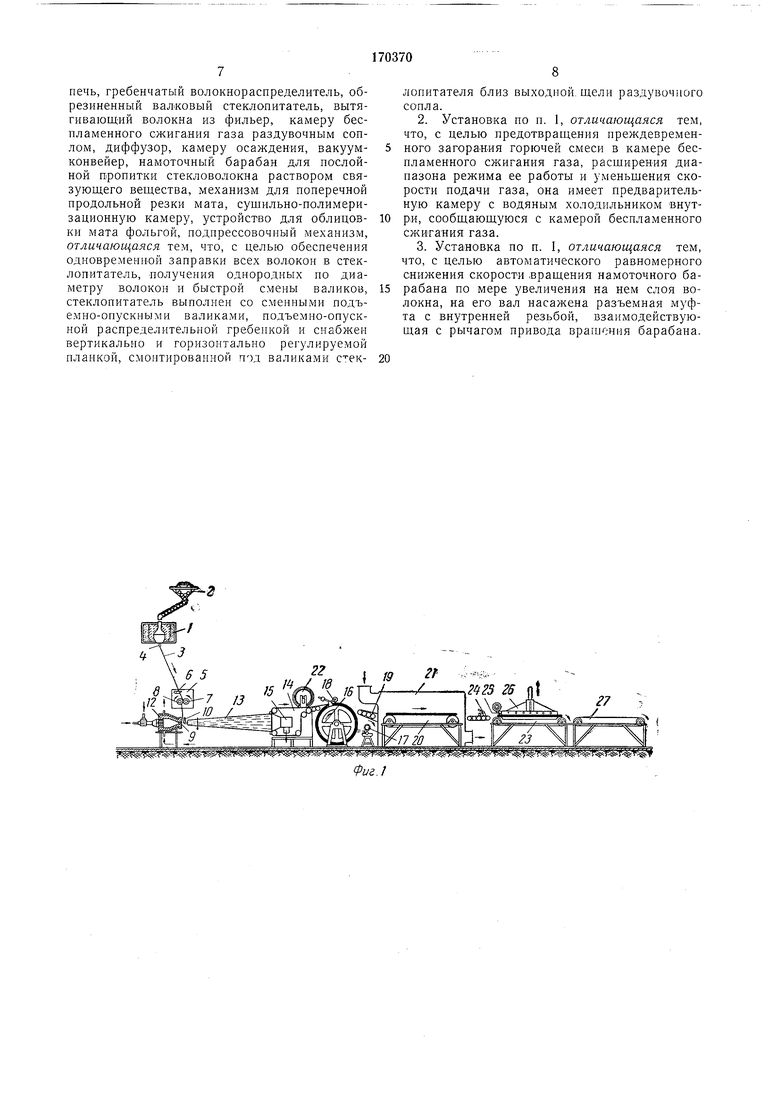
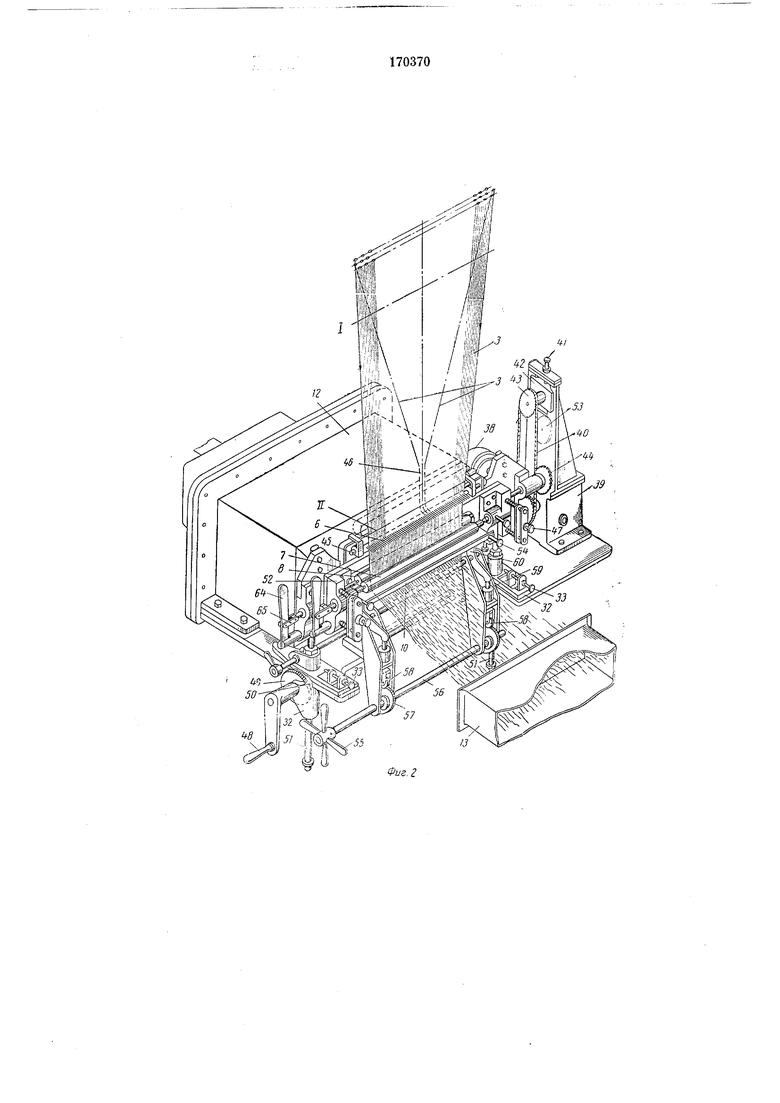
На фиг. 1 изображена схема предложенной установки; на фиг. 2 - стеклопитатель; на фиг. 3 - схема подачи первичных волокон в поток раскаленных газов и схема процесса
волокнообразования, на фиг. 4 - камера беспламенного сжигания газа; на фиг. 5 - устройство для непрерывнопослойного нанесения связующего ц на фиг. 6 - намоточный барабан.
В стеклоплавильную печь / при помощи автоматического загрузчика 2 подаются стеклянные шарики. Грубые первичные волокна 3, диаметр которых при получении супертонкого волокна составляет 100-200 мк, а
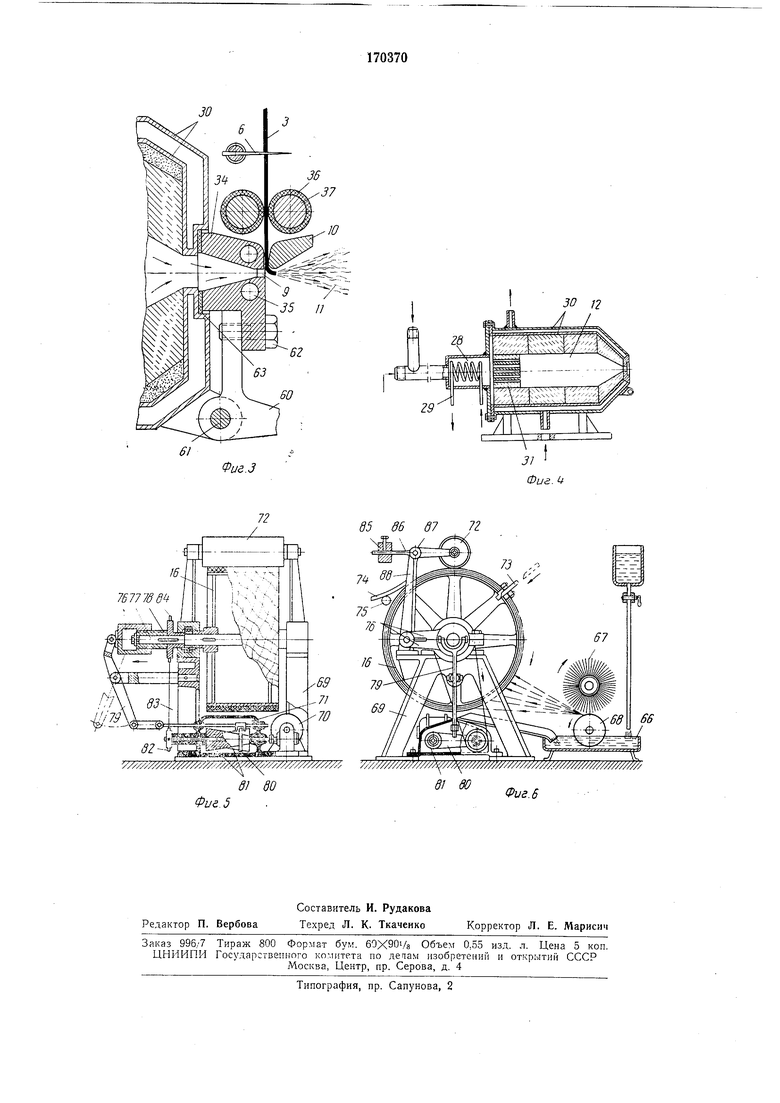
при получении ультратонкого-менее 100 мк, вытягиваются из фильер 4 стеклоплавильного сосуда при помощи стеклопитателя 5. Первичные волокна через пазы гребенки 6 попадают между вращающимися в противоляются ими в зазор меладу соплом 9 и регулирующей пластиной 10 и далее в поток раскаленных газов 11, выходящий из сопла перпендикулярно движущимся первичным волокнам. Последние сначала размягчаются, а затем расчленяются и вытягиваются в тончайщие супер- и ультратонкие волокна. Горячий поток газов выходит из щели сопла камеры сжигания 12, где происходит беспламенное горение газового топлива под избыточным давлением (0,2-0,5 ати и больше). О.бразовавщиеся волокна нопадают в диффузор 13, который своей широкой стороной примыкает к движущейся сетке приемного конвейера 14. Через примыкающий с другой стороны сетки конфузор 15, соединенный с вентилятором, отсасываются горячие газы, выходящие из камеры сжигания, а волокно задерживается на сетке и выносится конвейером наружу в виде тонкого слоя. Тонкий слой волокна наматывается на намоточный барабан 16 и постепенно образует на нем толстый слой волокна. Во время намотки непрерывно при помощи разбрызгивающего щеточного устройства 17 на слой волокна подается синтетическая смола марки ВР-1 или другая. Намоточный барабан снабжен уплотняющим барабанчиком 18. По достижении требуемой толщины слоя барабан останавливают, слой разрезают по образующ ей,- включают рольганг 19 и конвейер 20, которые передают послойно пропитанное волокно в сущильно-полимеризационную камеру 21, куда поступает горячий воздух для удаления влаги и полимеризации смолы. При остановке намоточного барабана непрерывно вырабатываемое волокно наматывается на барабан 22, который снимается с конвейера как только заканчивается передача пропитанного волокна в сущильпо-полимеризациоппую камеру. После температурной обработки мат передается в обкладочный агрегат 23. Во время передачи мата из сушильно-полимерчзационной камеры происходит обрезка продольных краев при помощи циркульных ножей 24. В это же время при помощи приспособления 25 на дв1ижушийся мат накладыт вается алюминиевая фольга или другой тонкий листовой материал с нанесенным на нижней стороне его слоем смолы. Затем горячая прессующая плита 26, нагреваемая электронагревателями сопротивления, опускаясь вниз, прижимает фольгу или другой материал и прочно приклеивает его к мату. Готовый длинный мат передается на выпускной конвейер 27, где он проверяется и разрезает.ся на более короткие «уски. Камера 12 беспламенного сжигания включает предварительную камеру 28 с расположенным в ней водяным холодильником 29 и водяную рубапжу 30, образующую корпус камеры .сжигания. Наличие внутри предварительной камеры водяного холодильника позволяет поддерживать в ней температуру ниже точки воспламенения горючей смеси несмотря на сильный тепловой поток через насадочный брус 31. Это не только предотвращает хлопки и преждевременное загорание горючей смеси, но позволяет расширить диапазон режимов камеры сжигания и работать при меньщих подачах (скоростях) горючей смеси. Водяная рубашка, образующая корпус камеры, значительно улучшает условия труда. Наличие водяной рубашки несмотря н.а то, что внутри
камеры температура достигает 1500-1700°С обеспечивает температуру наружных стенок равную 20-30°С.
Стеклопитатель крепится к корпусу камеры сжигания при помощи деталей 32. Установочные болты 33 позволяют точно установить и закрепить механизм относительно соила 34, снабженного каналом 35 для водяного охлаждения. Вытягивание первичных волокон лроизводится вращением в противоположные стороны ведущего валика 7 и ведомого 8, на которые насажены резиновые трубки 36, надетые на стальные валики 37. Ведущий валик получает вращение от электродвигателя 38 через
вариатор скорости 39, сообщающий движение цепи 40, натяжение которой регулируется перемещающимся при помощи винта 41 ползуном 42, на котором закреплена звездочка 43. Цеиь 40 приводит во вращение звездочку 44..
Выступающее сопло стеклопитателя, охлаждаемое водой, позволяет опустить валики вниз и уменьшить расстояние между щелью сопла и валиком до 25-30 мм и на этой основе ликвидировать волокнопровод. Разделительную гребенку 6 можно вручную снимать с рабочего положения внизу над валиками45 (фиг. 2) и устанавливать в верхнее положение, показаппое пунктириой линией I. Благодаря этому можно указанным ниже способом
заправить в стеклопитатель все волокна сразу. При заправке оператор собирает все первичные волокна в один жгутик 46 и пропускает его между вращающимися валиками, расположенными во время заиравки в верхнем положении, показанном пунктирной линией II. При этом ведомый валик, подшипники которого прижаты пружинами при помощи болтов 47, слегка смещается, пропускам жгутик. Первичные волокна начинают вытягиваться, образуя треугольник (фиг. 2), и отводятся из-под валиков в сторону. В это время оператор вручную поднимает гребенку на высоту линии I, где расстояние между первичными волокнами равно расстоянию
между зубьями гребенки, и вводит зубья гребенки между первичными волокнами. Затем оператор при помощи рукоятки 48 опускает валики в рабочее положение, вручную опускает гребенку и закрепляет ее в нижнем
рабочем положении. При этом все первичные Волокна распределяются .равномерно по длине щел.и сопла. Подобная операция заправки продолжается даже при 200 фильерах не более 1-2 мин. Стеклопитатель снабжен усложение без останова их вращения. Подъем производится вращением рукоятки 48, поворачивающей зубчатое колесо 49, находящееся в зацеплении с зубчатой рейкой 50, закрепленной на направляющих 51. При этом направляющие с валиками 7 и 8, их подшипниками и рамой 52 поднимаются в верхнее положение (линия II); а ведущая звездочка 44 поднимается в верхнее положение 53, не выходя при этом из зацепления с ведущей цепью 40. Описанное подъемное устройство валиков облегчает заиравку первичных волокон, предохраняет резину валиков от перегрева при розжиге камеры и позволяет производить последний при откинутом вниз сопле. Пластина 10 может перемещаться вверх и вниз, а также вперед к соплу и назад при помощи болтов 54.
Стеклопитатель снабжен специальным рычажно-эксцентриковым затвором сопла. Затвор состоит из маховика 55, насаженного на вал 56. на котором закреплены два эксцентрика 57. Эксцентрики нажимают на ролики 58, которые при этом поднимают стержни 59. Стержни воздействуют на Г-образный рычаг 60, поворачивающийся около шарнирного валика 61. К верхнему плечу рычага болтами 62 закреплено сопло 34, которое благодаря асбестовой или другой прокладке 63 герметично прижимается к гнезду камеры сжигания. Затвор сопла позволяет при розжиге камеры поворачивать сопло .на 180° и отводить его в такое положение, что его не надо защищать от воздействия пламени, выходящего при розжиге камеры сжигания. После розжига камеры затвор позволяет .быстро установить в рабочее положение сопло 34, обеспечивая при этом необходимую герметичность стыка между соплом и камерой сжигания. Наконец, Стеклопитатель снабжен специальным рычажным устройством, позволяющим очень быстро снимать валики 7 и § стеклоиитателя и заменять их запасными. При помощи, рычажной рукоятки 64, связанной шарнирно, планочками 65 с центрами вращения валиков 7 Н.8, первые (прижаты пружинами) отводятсявлево. При этом валики 7 и 5 освобождаются и могут быть быстро заменены новыми;
Новый способ непрерывно-послойной пропитки стекловолокна и намоточный барабан, созданный для осуществления этого способа, позволяют получать сверхлегкие (10 кг/м и меньше) теплозвукоизоляционные маты из супер- и ультратонкого стекловолокна. Способ заключается в том, что связующее 66 (например, водный раствор термореактивной смолы) непрерывно разбрызгивается нри помощи быстроврашающейся щетки 67 и попадает на тонкий слой волокна, наматывающегося на намоточный барабан. Дозируют смолу регулированием числа оборотов медленно вращающегося валика 68. Так как супер- и ультратонкое волокно является исключительно эффективным фильтроматериалом.
то даже самые тонкие брызги связующего задерживаются поверхностными слоями волокна и не проникают вглубь, а склейка волокон друг с другом происходит вполне удовлетворительно. Этим объясняется возмол ность получения сверхлегких упругих материалов с хорощей возвратимостью размеров после их сжатия и последующего встряхивания.
Намоточный барабан состоит из собственно барабана 16, закрепленного на раме 69, и снабжен электроприводом 70, авторегулятором окружной скорости 71,, прижимным барабанчиком 72 и ножом 73 для поперечной
резки. Тонкий слой волокна 74, поступающий по ролику 75 с приемного конвейера 14, подается с постоянной скоростью на намоточный барабан. Так как толщина слоя волокна на намоточном барабане по мере намотки
возрастает, то при постоянном числе оборотов барабана возрастает и окру}кная скорость намотки, что недопустимо, так как при этом происходит вытяжка и сужение наматывающего слоя волокна, которое может достичь 10-15о/о. Поэтому намоточный барабан снабжен специальным автоматически действующим понизителем скорости, плавно уменьшающим последнюю за каждый оборот барабана на определенную величину в зависимости от толщины наматываемого слоя волокна.
Понизитель состоит из разъемной муфты 76 с внутренней резьбой, насаженной на вал 77 намоточного барабана, на котором закреплена 78 с наружной резьбой. При вра5 Щ6НИИ барабана за каждый оборот муфта 76 перемешается по валу на один шаг резьбы, передвигая рычаг 79, который, в свою очередь, передвигает ремень 80 на конусах 81 вариатора скорости. Движение барабану передается звездочкой 82 замедлителя скорости через цепь 83 и звездочку 84. Таким образом постоянно уменьшают число оборотов барабана и поддерживают необходимое постоянство линейной скорости намотки. Кроме того, намоточный барабан имеет прижимной барабанчик 72, который оказывает требуемое (регулируемое при помощи контргруза 85) давление на слой наматываемого волокна, вследствие чего происходит уплотнение
0 слоя, необходимое для прочной склейки волокон друг с другом. Подшипники барабанчика укреплены на одном плече рычага 86, поворачивающемся вокруг оси 87, закрепленного на стойках 55.
5 Возможность создавать при помощи барабанчика регулируемое давление на слой пропитанного смолой волокна позволяет получать изделия с минимальным объемным весом при достаточно хорошей склейке элемен0 тарных волокон друг с другом.
Предмет изобретения печь, гребенчатый волокнораспределитель, обрезиненный валковый стеклопитатель, вытягивающий волокна из фильер, камеру беспламенного сжигания газа раздувочным соплом, диффузор, камеру осаждения, вакуумконвейер, намоточный барабан для послойной пропитки стекловолокна раствором связующего вещества, механизм для поперечной продольной резки мата, сушильно-полимеризационную камеру, устройство для облицовки мата фольгой, подпрессовочпый механизм, отличающаяся тем, что, с целью обеспечения одновременной заправки всех волокон в стеклопитатель, иолучения однородных по диаметру волокон и быстрой смены валиков, стеклопитатель выполнен со сменными подъемно-опускными валиками, подъемно-опускной распределительной гребенкой и снабжен вертикально и горизонтально регулируемой планкой, смонтированной под валиками с еклопитателя близ выходиой. щели раздувочного сопла. 2.Установка по и. 1, отличающаяся тем, что, с целью иредотвращения преждевременного загорания горючей смеси в камере беспламенного сжигания газа, расширения диапазона режима ее работы и уменьшения скорости подачи газа, она имеет предварительную камеру с водяным холодильником внутр:И, сообщающуюся с камерой беспламенного сжигания газа. 3.Установка по п. I, отличающаяся тем, что, с целью автоматического равномерного снижения скорости вращения намоточного барабана по мере увеличения на нем слоя волокна, на его вал насажена разъемная муфта с внутренней резьбой, взаимодействующая с рычагом привода барабана.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛОКНА | 1968 |
|
SU208902A1 |
| Способ производства штапельного волокна | 1977 |
|
SU657004A1 |
| КАМЕРА СГОРАНИЯ ДЛЯ ПОЛУЧЕНИЯ ШТАПЕЛЬНОГО МИКРОВОЛОКНА ИЗ НЕОРГАНИЧЕСКИХ РАСПЛАВОВ | 1970 |
|
SU282623A1 |
| Устройство для получения штапельного волокна | 1978 |
|
SU785253A1 |
| Камера сгорания для получения штапельного микро- и ультратонкого волокна из неорганических расплавов | 1974 |
|
SU528270A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПО СУЩЕСТВУ БЕСКОНЕЧНЫХ ТОНКИХ НИТЕЙ | 2001 |
|
RU2265089C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФИЛЬТРУЮЩЕГО МАТЕРИАЛА ИЗ ПОЛИМЕРНЫХ ВОЛОКОН БЕЗ ТКАНЕВЫХ ПОДЛОЖЕК | 2013 |
|
RU2606222C2 |
| ПИТАЮЩЕЕ УСТРОЙСТВО К АГРЕГАТУ ШТАПЕЛЬНОГО СТЕКЛОВОЛОКНА | 1962 |
|
SU148496A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТОГО ПОЛОТНА ИЗ ТЕРМОПЛАСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2222650C1 |
| Выработочное устройство | 1979 |
|
SU810633A1 |
/
53
(О
39
Фиг.З /У///У//////////////7 7 ШуЩ//////////////// 8 80 85 86 в7 72 У/////////////////Л(//// ///////7/////////////////////// 81 90
