Изобретение относится к машиностроению, в частности к оборудованию для производства зубчатых колес.
Цель изобретения - повышение жесткости станка и снижение его металлоемкости.
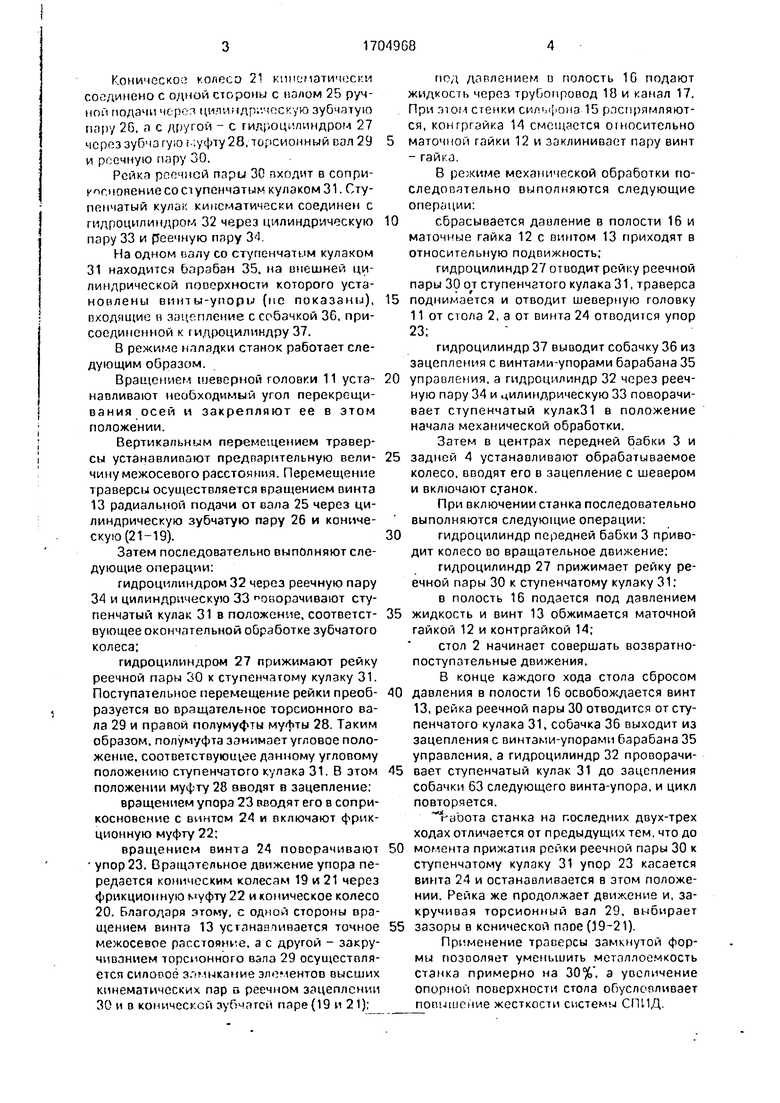
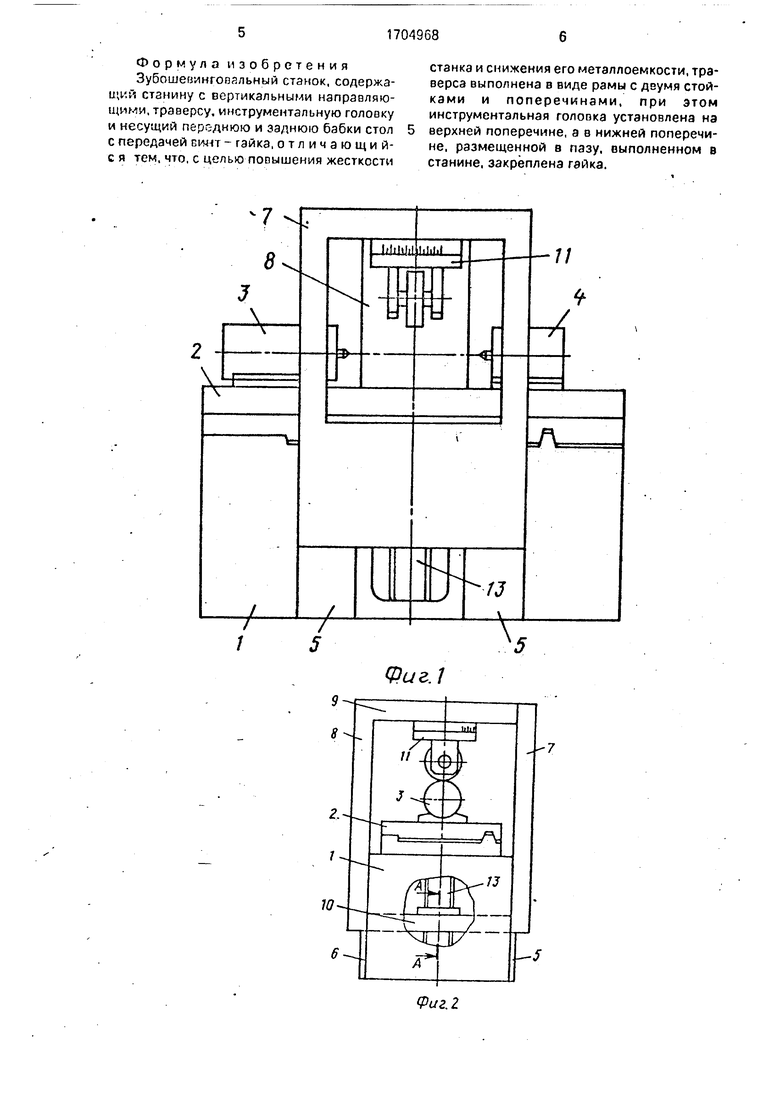
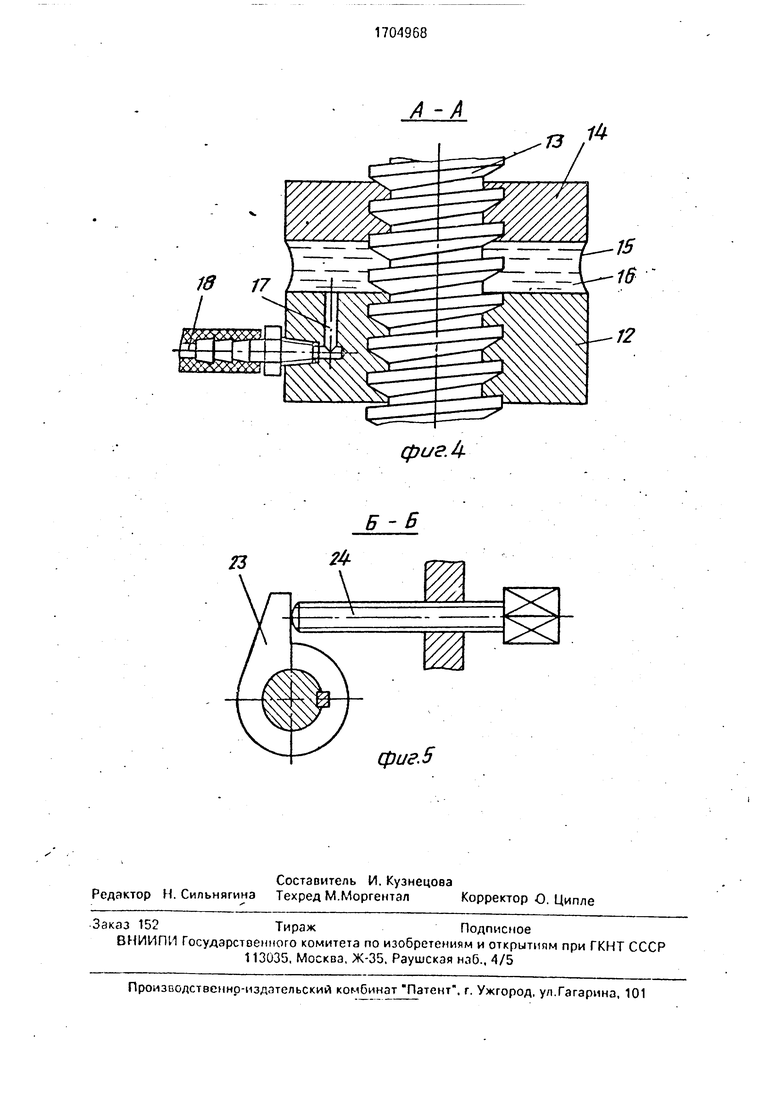
На .фиг.1 изображен шевинговальный станок; на фиг.2 - то же. вид слева; на фиг.З - кинематическая схема цепи радиальной подачи; на фиг.4 - разрез А-А на фиг.2; на фиг.5 - разрез Б-Б на фиг.З.
Станок содержит станину 1. на горизонтальных направляющих которой установлен стол 2. На столе закреплены передняя бабка 3. снабженная приводом, и задняя бабка 4.
На передней и задней стенках станины выполнены вертикальные направляющие 5 и 6. В направляющих, как бы охватывая станину, установлена траверса. Она представляет собой стойки 7 и 8, соединенные между собой поперечинами ее-рхней 9 и нижней 10, причем нижняя поперечина проходит
сквозь вертикальный паз, выполненный в станине.
К верхней поперечине 9 с возможностью поворота вокруг вертикальной оси прикреплена шеверная головка 11, а к нижней поперечине 10 - маточная гайка 12, соединенная с винтом 13 радиальной подачи.
Маточная гайка снабжена контргайкой 14, причем гайка и контргайка соединены между собой сильфоном 15. Полость 16, полученная при соединении маточной гайки с контргайкой сильфоном, сообщается каналом 17 с трубопроводом высокого давления 18.
К винту радиальной подачи 13 прикреплено коническое зубчатое колесо 19, которое входит в зацепление с коническими колесами 20 и 21. На одном валу с коническим колесом 20 находится фрикционная . муфта 22, к леоой полумуфте которой прикреплен упор 23, входящий в соприкосновение с винтом 24.
Ё
VI
О
о о
00
Коническое колесо 21 кинематически соединено с одной стороны с налом 25 ручной подачи через цилиндрическую зубчатую пару 2G, л с другой - с гидроцилиндром 27 через зубчз гую иуфту 28, торсионный вал 29 и реечную пару 30.
Рейка роечнсй пары 30 входит в соприкосновение со ступенчатым кулаком 31. Ступенчатый кулак кинематически соединен с гидроцилиндром 32 через цилиндрическую пару 33 и реечную пару 34.
На одном валу со ступенчатым кулаком 31 находится барабан 35. на внешней цилиндрической поверхности которого установлены винты-упоры (не показаны). входящие в зацепление с собачкой 36, присоединенной к гидроцилиндру 37.
В режиме наладки станок работает следующим образом.
Вращением шеверной головки 11 устанавливают необходимый угол перекрещивания осей и закрепляют ее в этом положении.
Вертикальным перемещением траверсы устанавливают предварительную величину межосевого расстояния. Перемещение траверсы осуществляется вращением винта 13 радиальной подачи от вала 25 через цилиндрическую зубчатую пару 26 и коническую (21-19).
Затем последовательно выполняют следующие операции:
гидроцилиндром 32 через реечную пару 34 и цилиндрическую 33 поворачивают ступенчатый кулак 31 в положение, соответствующее окончательной обработке зубчатого колеса;
гидроцилиндром 27 прижимают рейку реечной пары 30 к ступенчатому кулаку 31. Поступательное перемещение рейки преобразуется во вращательное торсионного вала 29 и правой полумуфты муфты 28. Таким образом, полумуфта занимает угловое положение, соответствующее данному угловому положению ступенчатого кулака 31. В этом положении муфту 28 вводят в зацепление;
вращением упора 23 вводят его в соприкосновение с винтом 24 и включают фрикционную муфту 22;
вращением винта 24 поворачивают упор 23. Вращательное движение упора передается коническим колесам 19 и 21 через фрикционную муфту 22 и коническое колесо 20. Благодаря этому, с одной стороны вращением винта 13 усганааливается точное межосевое расстояние, а с другой - закручиванием торсионного вала 29 осуществляется силовое замыкание элементов высших кинематических пар в реечном зацеплении 30 и в конической зубчатой паре (19 и 21);
под давлением о полость 1C подают жидкость через трубопровод 18 и канал 17. При этом стенки сильфонз 15 распрямляются, контргайка 14 смещается оаюсительно маточной гайки 12 и заклинивает пару винт - гайка.
В режиме механической обработки последовательно выполняются следующие операции:
0 сбрасывается давление в полости 16 и маточные гайка 12 с винтом 13 приходят в относительную подвижность;
гидроцилиндр 27 отводит рейку реечной
пары 30 от ступенчатого кулака 31, траверса
5 поднимается и отводит шеверную головку
11 от стола 2, а от винта 24 отводится упор
23;
гидроцилиндр 37 выводит собачку 36 из зацепления с винтами-упорами барабана 35 0 управления, а гидроцилиндр 32 через реечную пару 34 и цилиндрическую 33 поворачивает ступенчатый кулакЗ в положение начала механической обработки.
Затем в центрах передней бабки 3 и 5 задней 4 устанавливают обрабатываемое колесо, вводят его в зацепление с шевером и включают станок.
При включении станка последовательно выполняются следующие операции: 0 гидроцилиндр передней бабки 3 приводит колесо во вращательное движение;
гидроцилиндр 27 прижимает рейку реечной пары 30 к ступенчатому кулаку 31;
в полость 16 подается под давлением 5 жидкость и винт 13 обжимается маточной гайкой 12 и контргайкой 14;
стол 2 начинает совершать возвратно- поступательные движения.
В конце каждого хода стола сбросом 0 давления в полости 16 освобождается винт 13, рейка реечной пары 30 отводится от ступенчатого кулака 31, собачка 36 выходит из зацепления с винтами-упорами барабана 35 управления, а гидроцилиндр 32 проворачи- 5 вает ступенчатый кулак 31 до зацепления собачки 63 следующего винта-упора, и цикл повторяется.
г аЪота станка на последних двух-трех ходах отличается от предыдущих тем, что до 0 момента прижатия рейки реечной пары 30 к ступенчатому кулаку 31 упор 23 касается винта 24 и останавливается в этом положении. Рейка же продолжает движение и, закручивая торсионный вал 29, выбирает 5 зазоры в конической пасе (39-21).
Применение траверсы замкнутой формы позволяет уменьшить металлоемкость станка примерно на 30%. а увеличение опорной поверхности стола обусловливает повышение жесткости системы СПИД.
Формула изобретения Зубошевинговальный станок, содержащий станину с вертикальными направляющими, траверсу, инструментальную головку и несущий переднюю и заднюю бабки стол с передачей сит - гайка, отличающий- с я тем, что, с целью повышения жесткости
станка и снижения его металлоемкости, траверса выполнена в виде рамы с двумя стойками и поперечинами, при этом инструментальная головка установлена на верхней поперечине, а в нижней поперечине, размещенной в пазу, выполненном в станине, закреплена гайка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОШЕВИНГОВАЛЬНЫЙ СТАНОК | 1969 |
|
SU254314A1 |
| Затыловочный станок | 1982 |
|
SU1069977A1 |
| Механизм подачи шлифовальной бабки | 1982 |
|
SU1077767A2 |
| ЗУБОРЕЗНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ КОЛЕС | 1966 |
|
SU222853A1 |
| Делительная головка для обработки прерывистых цилиндрических поверхностей на шлицешлифовальном или подобном станке | 1961 |
|
SU145154A1 |
| ЗУБООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2082567C1 |
| СТАНОК ДЛЯ ШЕВИНГОВАНИЯ - ПРИКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1992 |
|
RU2068754C1 |
| Станок для продольной прокатки | 1975 |
|
SU572323A1 |
| Устройство для поворота и фиксации бабки изделия | 1982 |
|
SU1047669A1 |
| УСТРОЙСТВО для ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦОВ | 1972 |
|
SU327990A1 |
Изобретение относится к машиностроению, в частности к оборудованию для производства зубчатых колес. Цель изобретения-повышение жесткости станка и снижение его металлоемкости. На передней и задней стенках станины 1 выполнены вертикальные направляющие 5 и 6. в которых установлена траверса, представляющая собой стойки 7 и 8. соединенные между собой поперечинами верхней 9 и нижней 10. Нижняя поперечина 10 проходит сквозь вертикальный паз. выполненный в станине 1. К верхней поперечине 9 с возможностью поворота вокруг вертикальной оси прикреплена шеверная головка 11. К нижней поперечине 10 прикреплена гайка, соединенная с винтом радиальной подачи. 5 ил.
Фиг. /
Фа г. 2
896WU
А-А
12
фиеЛ
Б -Б
фи г. 5
| Колев Н.С | |||
| и др | |||
| Металлорежущие станки | |||
| М, Машиностроение, 1980 | |||
| Счетная линейка для вычисления объемов земляных работ | 1919 |
|
SU160A1 |
