Изобретение относится к текстильному производству и может быть использовано в чесальных машинах для прочеса полуфаб риката.
Известна игольчатая лента для чесальной машины, содержащая иглы и основа ние, выполненное из соединенных между собой слоев ткани и пористой резины,расположенной со стороны выступающих концов скобов.
Известен способ изготовления пористой резины для верхнего слоя основания игольчатой ленты, включающий вулканизацию и вспенивание в глицериновой ванне каландрованного или шприцованного резинового полотна с последующим его охлаждением и закаткой в рулон.
Недостаток известного устройства и способа заключается в том, что они не обеспечивают высокий срок службы основания игольчатой ленты. Это объясняется тем, что данное основание обеспечивает удовлетворительные упругодеформационные свойства игле в продольном направлении, однако, не обеспечивает достаточной устойчивости иглы в поперечном направлении, так как
жесткость пористой резины, получаемая известным способом, одинакова во всех направлениях.
Цель изобретения - улучшение эксплуатационных свойств и увеличение срока службы.
Поставленная цель достигается тем, что в кардоленте, содержащей основание из соединенных между собой слоев ткани и пористой резины, и иглы, согласно предложению каждая пара резинового слоя имеет форму овала, при этом отношение длин поперечной и продольной осей составляет соответственно (1:1, ЗН1:1.8).
На фиг. 1 представлены кривые зависимости отклонения иглы в продольном и поперечном направлении под воздействием постоянной нагрузки, равной усилию чесания, от величины соотношения длин осей овальных пор резинового слоя основания в поперечном и продольном на-правлении; на фиг. 2 - схема отклонения иглы в продольном направлении; на фиг. 3 - схема способа получения пористой резины для верхнего слоя основания игольчатой ленты; на фиг. 4 - отдельное взятая пора, сечение.
СО
С
Как видно на фиг. 1 при соотношении длин осей пор резинового слоя в поперечном и продольном направлении 1:1 максимальная величина отклонения конца иглы в продольном направлении (Д 12, кривая 2) составляет 200 мкм, что соответствует наличию мелкоячеистых изолированных пор круглого сечения. При соотношении 1:1,2 величина максимального отклонения конца иглы в продольном направлении увели чивается незначительно (кривая 2), тогда как в поперечном направлении отклоне ние значительно увеличивается, практически достигая минимума (кривая 1). При соотношении 1:1,3 отклонение конца иглы в продольном направлении (кривая 2) увеличивается до 250 мкм, тогда как в поперечном направлении достигает минимума (кривая 1). При увеличении соотношения свыше 1:1,3 отклонение конца иглы в продольном направлении увеличивается до 500 мкм (кривая 2), а в поперечном направлении остается неизменным (кривая 1), при этом оптимальное отклонение 350 мкм достигается при соотношени 1:1.5. При увеличении соотношения свыше 1:1,8 величина максимального отклонения конца иглы резко возрастает и, например, при соотношении 1.2 наблюдались случаи, когда игла не возвращалась в исходное положение, так как при этом имели место вытянутые рваные поры.
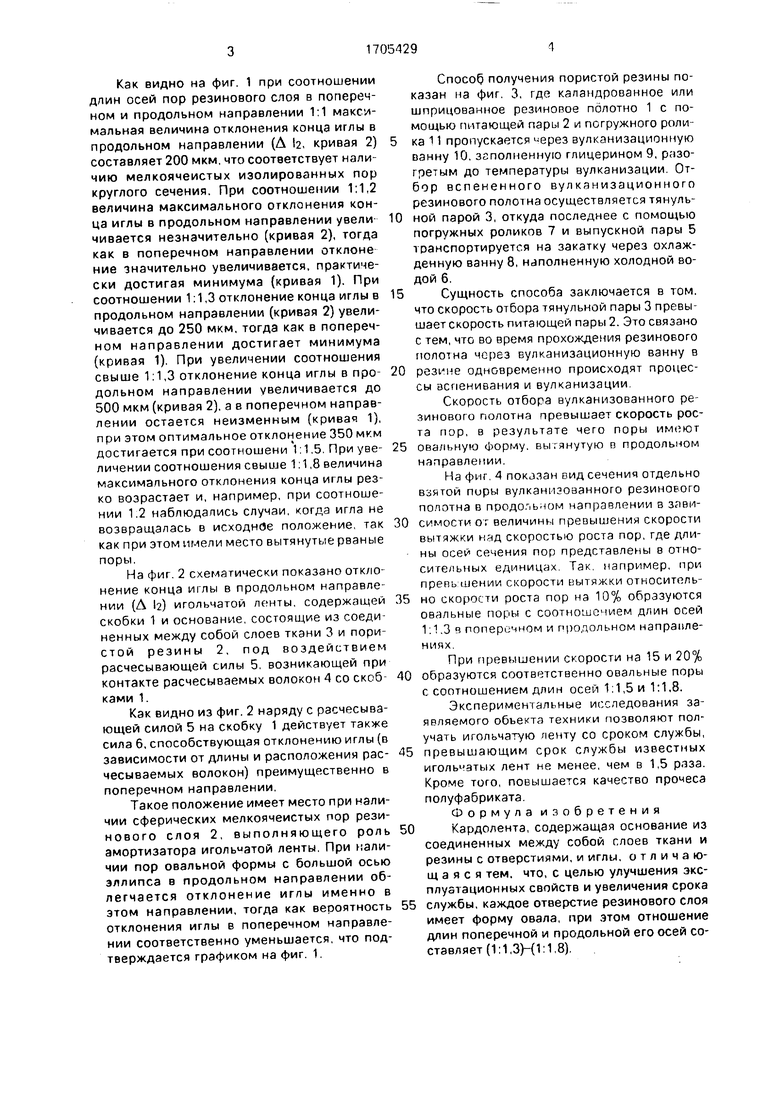
На фиг. 2 схематически показано отклонение конца иглы в продольном направлении (Д 2) игольчатой ленты, содержащей скобки 1 и основание, состоящие из соединенных между собой слоев ткани 3 и пористой резины 2, под воздействием расчесывающей силы 5. возникающей при контакте расчесываемых волокон 4 со скобками 1.
Как видно из фиг. 2 наряду с расчесывающей силой 5 на скобку 1 действует также сила 6, способствующая отклонению иглы (в зависимости от длины и расположения расчесываемых волокон) преимущественно в поперечном направлении.
Такое положение имеет место при наличии сферических мелкоячеистых пор резинового слоя 2, выполняющего роль амортизатора игольчатой ленты. При наличии пор овальной формы с большой осью эллипса в продольном направлении облегчается отклонение иглы именно в этом направлении, тогда как вероятность отклонения иглы в поперечном направлении соответственно уменьшается, что подтверждается графиком на фиг. 1.
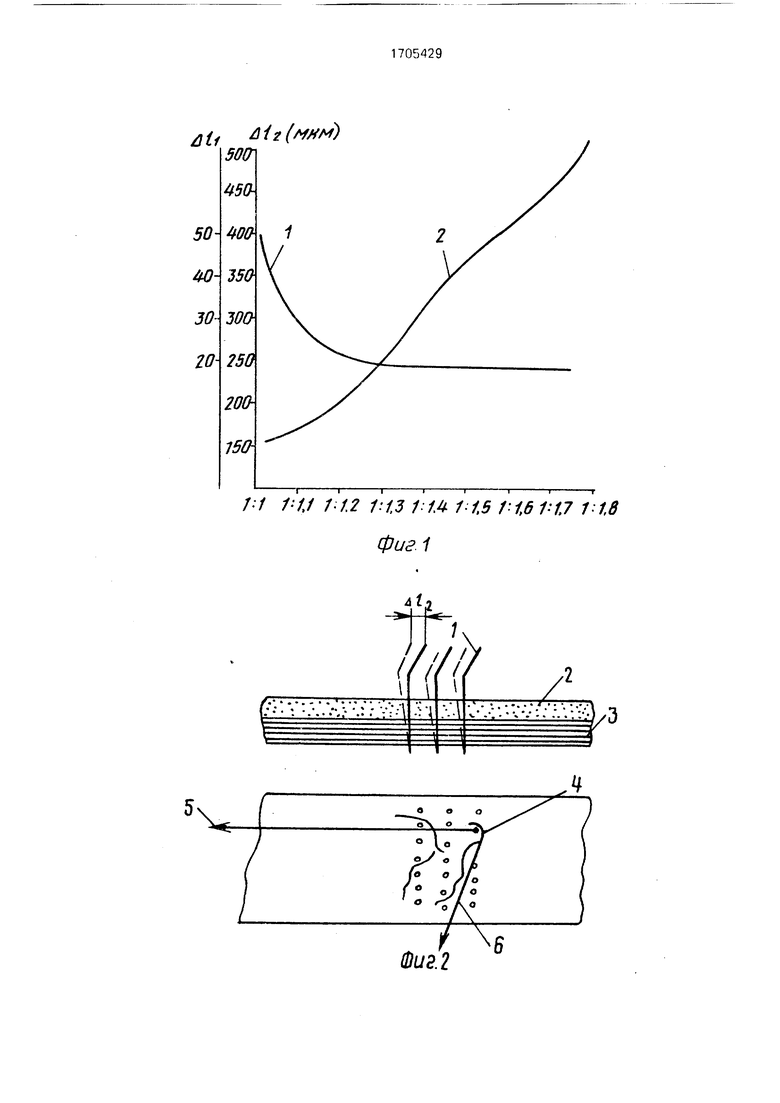
Способ получения пористой резины показан на фиг. 3, где каландрованное или шприцованное резиновое полотно 1 с помощью питающей пары 2 и погружного ролика 11 пропускается ерез вулканизационную ванну 10, заполненную глицерином 9, разогретым до температуры вулканизации. Отбор вспененного вулканизационного резинового полотна осуществляется тянульной парой 3, откуда последнее с помощью погружных роликов 7 и выпускной пары 5 транспортируется на закатку через охлажденную ванну 8, наполненную холодной водой 6.
Сущность способа заключается в том. что скорость отбора тянульной пары 3 превышает скорость питающей пары 2. Это связано с тем, что во время прохождения резинового полотна через вулканизационную ванну в
резине одновременно происходят процессы эспенивания и вулканизации.
Скорость отбора вулканизованного резинового полотна превышает скорость роста пор, в результате чего поры имеют
овальную форму, вытянутую в продольном направлении.
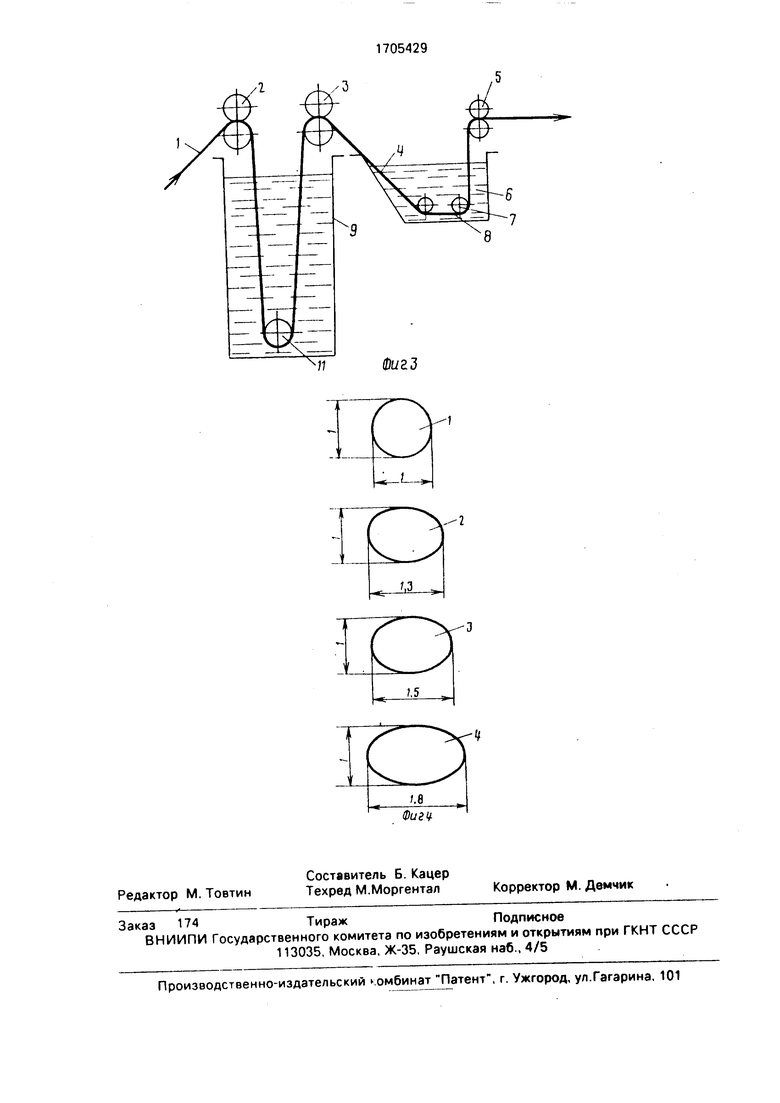
На фиг. 4 поклзан вид сечения отдельно взятой пиры вулканизованного резинового полотна в продольном направлении в зависимостиог величины превышения скорости вытяжки над скоростью роста пор, где длины осей сечения пор представлены в относительных единицах, Так, например, при превышении скорости вытяжки относительно скорости роста пор на 10% образуются овальные поры с соотношением длин осей 1:1.3 в поперечном и продольном напрапле- н и я х,
При превышении скорости на 15 и 20%
образуются соответственно овальные поры с соотношением длин осей 1:1,5 и 1:1,8.
Экспериментальные исследования заявляемого объекта техники позволяют получать игольчатую ленту со сроком службы,
превышающим срок службы известных игольчатых лент не менее, чем в 1,5 рлза. Кроме того, повышается качество прочеса полуфабриката.
Формула изобретения
Кардолента, содержащая основание из соединенных между собой слоев ткани и резины с отверстиями, и иглы, отличающаяся тем. что, с целью улучшения эксплуатационных свойств и увеличения срока
службы, каждое отверстие резинового слоя имеет форму овала, при этом отношение длин поперечной и продольной его осей составляет (1:1,3)-0:1.8),
л I, Ait (MM) 5017
SOW-30- 20
450- Ш 350 WO 250 200- ISO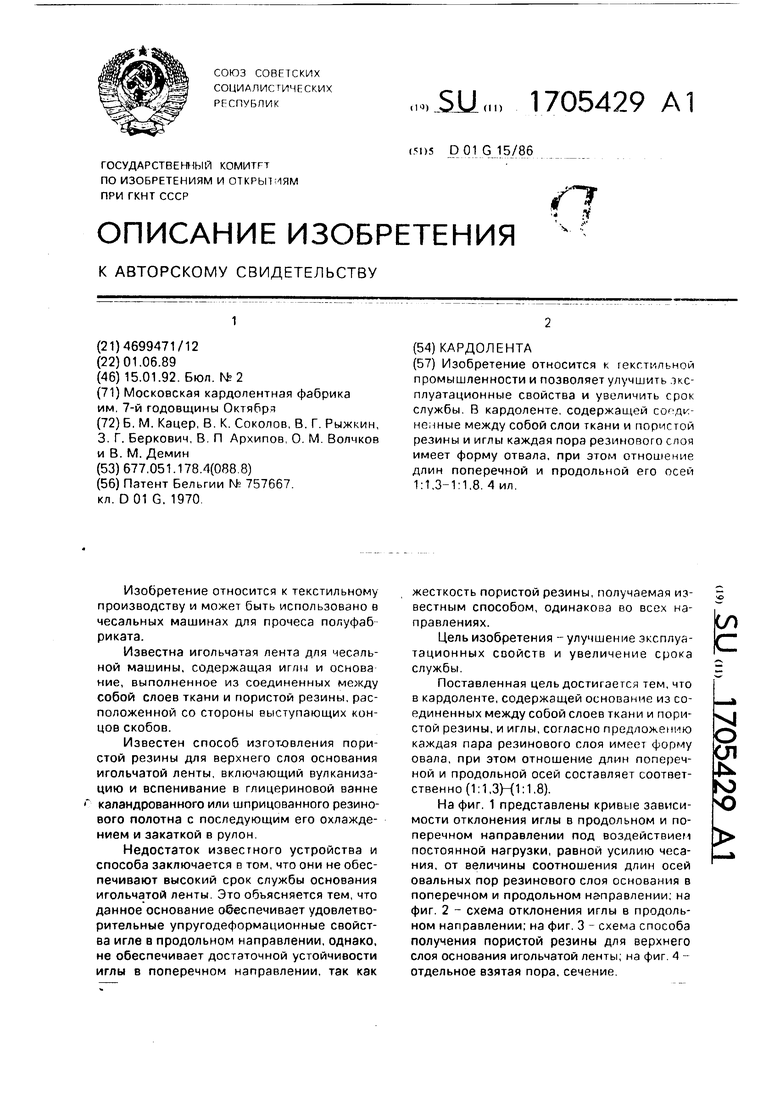
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления эластичного покрытия нажимного валика с армирующим элементом в виде однополостного гиперболоида | 1986 |
|
SU1326651A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОГОНАЖНЫХ ИЗДЕЛИЙ С ОБЪЕМНЫМ РИСУНКОМ СЛОЖНОЙ КОНФИГУРАЦИИ НА ВУЛКАНИЗАТОРАХ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2000 |
|
RU2169076C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2007 |
|
RU2347678C1 |
| ЛЕНТА ИГОЛЬЧАТАЯ ДЛЯ ШЕРСТОЧЕСАЛЬНЫХ МАШИН | 1993 |
|
RU2042754C1 |
| УСТРОЙСТВО ДЛЯ ЧЕСАНИЯ ТЕКСТИЛЬНЫХ ВОЛОКОН | 2006 |
|
RU2336373C2 |
| Устройство для ворсования трикотажного трубчатого полотна | 1982 |
|
SU1151612A1 |
| Игольчатый валик для вытяжных аппаратов прядильных машин | 1934 |
|
SU40208A1 |
| Чесальная машина для лубяных волокон | 1931 |
|
SU25675A1 |
| КАРКАС ПНЕВМАТИЧЕСКОЙ ШИНЫ С ВОЗДУХОНЕПРОНИЦАЕМОЙ СИСТЕМОЙ, СОДЕРЖАЩЕЙ СТАБИЛИЗИРУЮЩУЮ ТКАНЬ | 2014 |
|
RU2607341C1 |
| МАШИНА ДЛЯ ЧЕСАНИЯ МЕХОВОЙ ОВЧИНЫ | 1991 |
|
RU2027769C1 |
Изобретение относится к текстильной промышленности и позволяет улучшить эксплуатационные свойства и увеличить срок службы. В кардоленте, содержащей соединенные между собой слои ткани и пористой резины и иглы каждая пора резинового слоя имеет форму отвала, при этом отношение длин поперечной и продольной его осей 1:1,3-1:1.8. 4ил.
/.7 /V,/ 1-1.2 1-1,3 1--1Л 1-1,5 1-1,6 1-1,7 11,8
фиг.1
All
v
-i-----i----i-----r
л/
7
Фи г.2
8
ФигЗ
f J
У
. .
| Патент Бельгии № 757667 | |||
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
