Изобретение относится к машиностроению и может быть использовано на станах холодной прокатки труб (XFIT).
Известны приводы валков станов ХПТ, включающие ведущие шестерни, посаженные на шейках верхнего валка и находящиеся в зацеплении с зубчатыми рейками, установленными неподвижно на станине под рабочую клеть параллельно оси прокатки. Вращение нижнему валку передается за счет связи верхнего и нижнего валков посредством зубчатой передачи. При возвратно-поступательном движении рабочей клети ведущие шестерни, перекатываясь по неподвижно установленным рейкам, сообщают валкам качательное движение.
Недостатком этого привода является малый срок службы ведущих шестерен валков и зубчатых реек в результате неравномерного распределения усилий по длине зубьев. Резкое изменение усилий (их возрастание или падение) в крайних положениях клети и одностороннее приложение движущего момента к ведущим зубчатым колесам механизма привода клети приводит к тому, что клetь совершаем колебания вокруг вертикальной оси. При этом вместе с клетью поворачиваются и ведущие шестерни, а их зубья относительно зубьев неподвижных реек располагаются под углом, создавая неравномерное распределение усилий по длине контактных линии. В результате этого происходят значительные перегрузки зубьев и они часто выходят из строя вследствие повышенного одностороннего износа и последующего излома. Кроме тогб, в результате перекоса клети может происходить заклинивание зубьеа при перекатывании ведущих шестерен по рейкам. Чтобы заклинивание не происходило, необходимо соответственно подбирать боковые зазоры е зацеплении. Эти зазоры обычно превышают нормальные гарантированные, однако они должны быть минимальными, так как их увеличение приводит к ударам зубьев и, следовательно, к появлению больших динамических нагрузок. Следовательно, конструкция привода валков должна быть такова, чтобы до минимума свести влияние перекоса клети, обеспечить равномерное распределение нагрузки по длине зубьев и увеличить срок службы передачи.
Известна также конструкция привода валков станов холодной прокатки труб, в которой каждая рейка одним концом .шарнирно закреплена в стационарной станине с помощью пальца, а для поддержания другогд конца применен каток, установленный в проушинах валков. Рейка и ее хвостовик, поворачивающиеся вокруг пальца а вертикальной плоскости, скреплены винтовой муфтой. Вращением муфты осуществляется перемещение рейки по горизонтали и регулируется боковой зазор в зацеплении зубьев при их износе.
Недостатком привода валков согласно прототипу является то, что его не обеспечивается равномерного распределения нагрузки по длине контактных линий зубьев
0 ведущих шестерен и реек при перекосах клети в процессе работы стана.
Цель изобретения - повышение долговечности работы механизма привода валков путем создания условий, обеспечивающих
5 равномерное распределение усилий по длине зубьев в зацеплении ведущих шестерен с рейками.
Поставленная цель достигается тем, что установка реек на неподвижной станине
0 под рабочую клеть выполнена с возможностью их самоустанавливания относительно направления действия окружных сил в зацеплении. В любой момент времени рейки занимают положение, при котором обеспечивается контакт по всей длине сопряженных зубьев. Для этого в нижней, опорной части рейки, по средине ее длины, выполнена вертикальная цапфа, которая установлена во втулке, закрепленной в станине под
0 рабочую клеть. Рейка свободно опирается на опорную пластину, а от продольного смещения дополнительно удерживается концевыми упорами, закрепленными на станине. Торцы реек и рабочие поверхности концевых упоров описаны радиусом, равным половине длины рейкм.
На фиг. 1 схематически показан механизм привода валков, вид сбоку; на фиг. 2 то же, вид сверху; на фиг. 3 - взаимодействие зубьев рейки и ведущей шестерни валка при отклонении движения клети от прямолинейного.
Привод валков станов холодной прокатки труб содержит ведущие шестерни 1, неподвижно установленные на шейках 2 валка, валковые шестерни 3, зубчатые рейки 4 с вертикальной цапфой 5, втулки 6, onog; ные пластины 7, концевые упоры 8, неподвижно закрепленные на станине 9 болтами
О 10. Торцы реек 4 и рабочие поверхности концевых упоров 8 описаны радиусом R, равным половине длины рейки.
Предлагаемый привод валков работает следующим образом.
5 При достижении клети 11 прямолинейно без перекосов относительно оси прокатки и расположении зубчатых реек 4 параллельно этой оси, зубья реек и ведущих шестерен 1 контактируют всей своей д.пиной. При отклонении движения клети от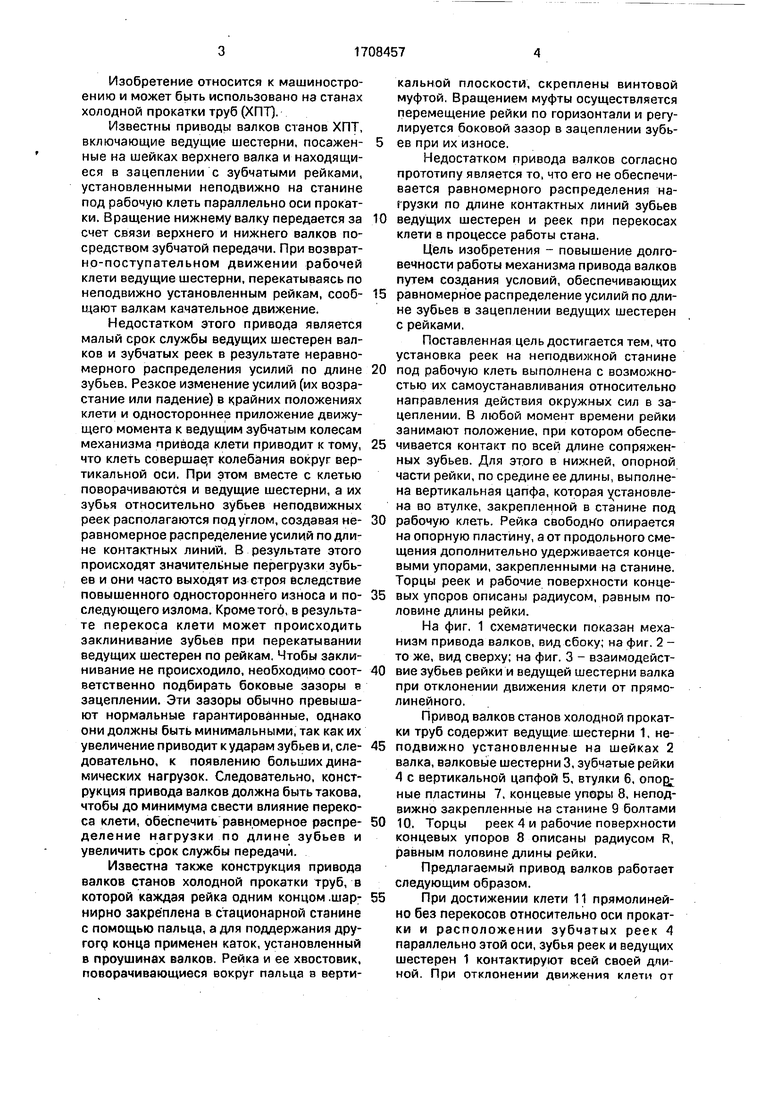

| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1994 |
|
RU2086319C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1997 |
|
RU2141388C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061564C1 |
| Клеть стана холодной прокатки труб | 1982 |
|
SU1137648A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU727244A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Привод для перемещения и поворота валков стана холодной прокатки труб | 1977 |
|
SU670351A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2088353C1 |
Изобретение относится к машиностроению и может быть использовано на станах холодной прокатки труб (ХПТ). Целью изобретения является повышение долговечности путем создания условий для равномерного распределения усилий в зубчатом зацеплении. На станине 9 стана ХПТ расположены параллельно зубчатые рейки 4, взаимодействующие с ведущими шестернями, закрепленными на шейках 2 валков. Каждая рейка снабжена вертикальной цапфой 5 и установлена в станине. В процессе работы клетч111 рейка самоустанавливается под действием окружных сил в зубчатом зацеплении, обеспечивая равномерный контакт по всей длине зубьев. 3 ил.
| Коффид З.А | |||
| Холодная прокатка труб | |||
| - Свердловск: Металлургиздат, 1962, с | |||
| Приспособление для удержания и защиты диафрагмы в микрофонной коробке | 1925 |
|
SU431A1 |
| Н, Климковский Б | |||
| М., Ткаченко А | |||
| С | |||
| и др | |||
| Модернизация и автоматизация трубопрокатных станов | |||
| - М.: Металлургия, 1965, т | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
