О9
а
00

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сильфонов из трубчатых заготовок | 1989 |
|
SU1708472A1 |
| Оправка для накатки кольцевых канавок на трубчатых заготовках | 1977 |
|
SU707649A1 |
| СПОСОБ НАКАТКИ КОЛЬЦЕВЫХ КАНАВОК | 1973 |
|
SU376154A1 |
| Машина для накатки кольцевых канавок на сильфонных трубках-заготовках | 1979 |
|
SU774685A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВИНТОВОЙ КАНАВКИ НА ТРУБНОЙ ЗАГОТОВКЕ | 1993 |
|
RU2085318C1 |
| Устройство для накатки кольцевых канавок на трубчатых заготовках | 1983 |
|
SU1133000A1 |
| Устройство для накатки кольцевых канавок на трубке | 1977 |
|
SU656700A1 |
| Машина для накатки кольцевых канавок на сильфонных трубках-заготовках | 1987 |
|
SU1407616A1 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| Устройство для получения внутренних шлицев на трубчатых заготовках | 1988 |
|
SU1574440A1 |

Изобретение относится к обработке металлов давлением, в частности к инструментальным блокам накатки поперечных кольцевых канавок на толстостенных .СИЛЬФОННЫХ трубчатых заготовках. Целью изобретения является повышение производительности и уменьшение габаритных размеров. Инструментальный блок состоит из цилиндрического корпуса с загрузочно-выгрузоч- ным окном и вала, установленного в полости барабана. На корпусе с внутренней стороны размещены со смещен- ными началами идентичные рифты. Рифты последовательно контактируют с трубчатыми заготовками, установлен- Ъыми в пазах вала, и выдавливают канавки, начиная со средней части каждой заготовки. 6 ил. с (Л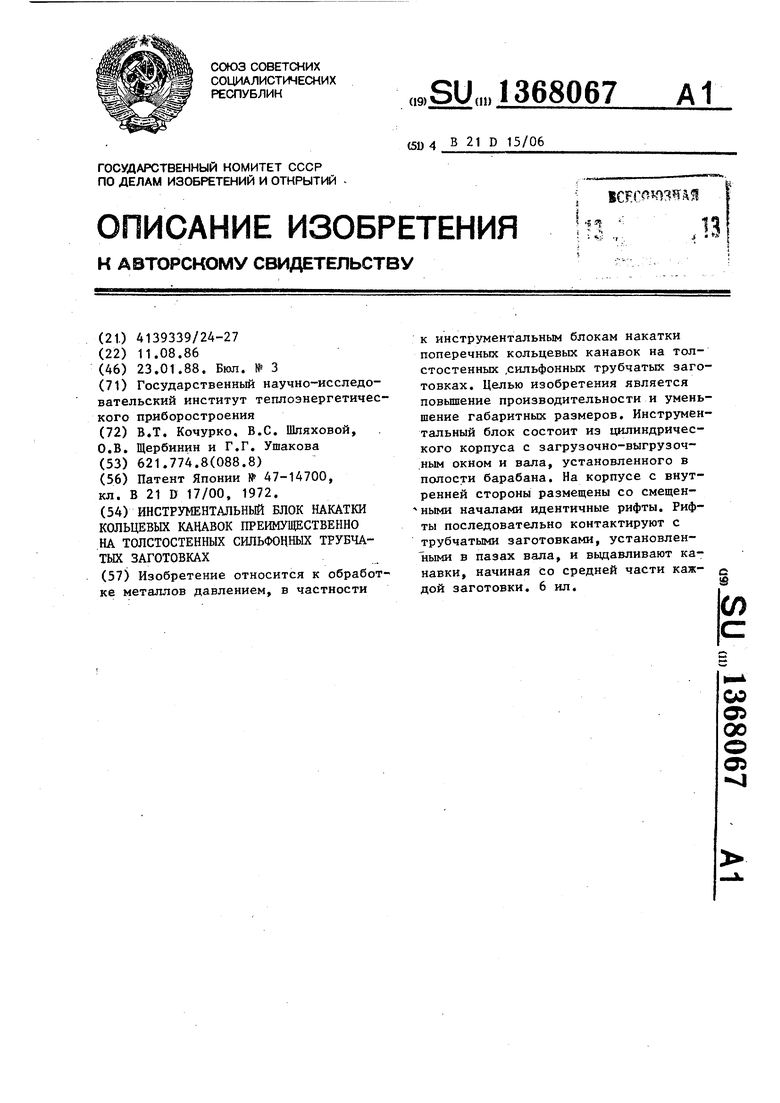
О5
Изобретение относится к обработке металлов давлением, в частности к инструментальным блокам накатки по- перечнь1х кольцевых шаговых канавок на толстостенных сильфонных трубчатых заготовках ( - 30, где dp и S - соответственно наружный диа- метр и толщина стенки трубчатой за-, готовки),
Целью изобретения является повышение производительности и уменьшение габаритных размеров.
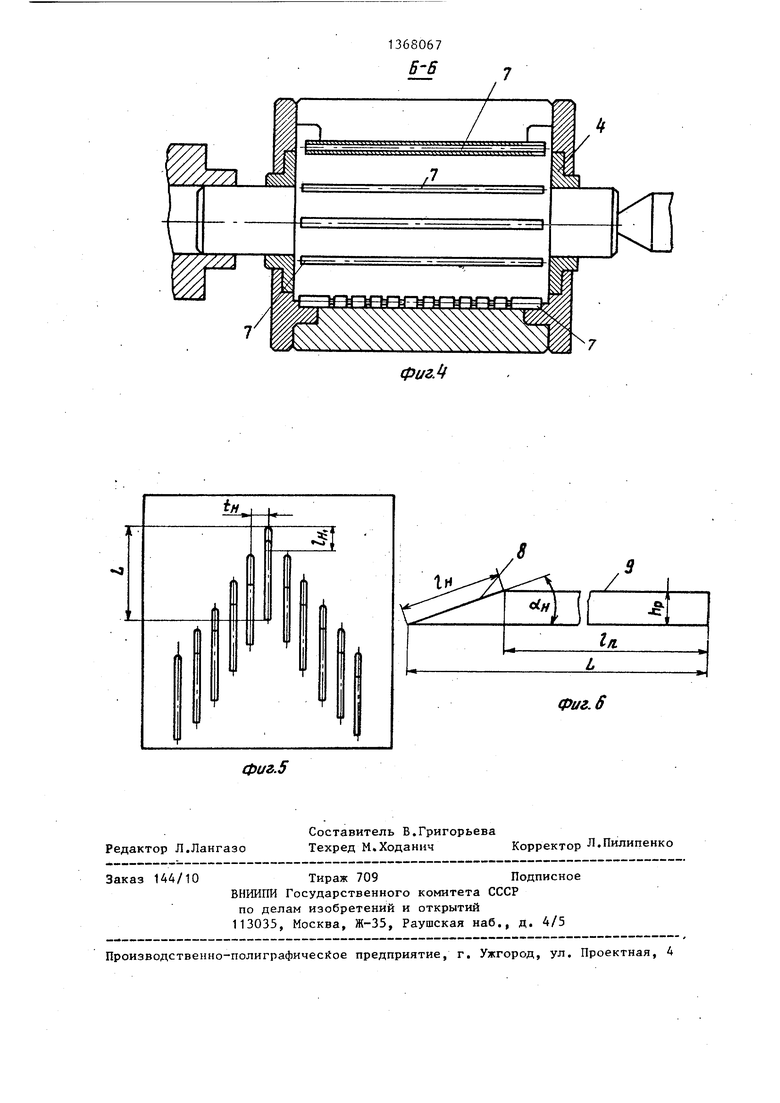
На фиг. 1 изображен инструментальный блок, общий вид; на фиг. 2 - разрез А-А на фиг, 1; на фиг. 3 - узел I фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - схема размещения профильных рифтов на разверт ке внутреннего корпуса; на фиг. 6 - горизонтальная разверткаiпрофильного рифта.
Инструментальный блок состоит из цилиндрического корпуса 1 с окном 2, двух опорных фланцев 3, в подшипниках 4 которых соосно внутреннему диаметру корпуса смонтирован приводной ступенчатый вал, состоящий из оправки 5 и свободно установленного на ней сепаратора 6.
На сепараторе через равные расстояния по всей окружности выполнены продольные (вдоль оси) сквозные пазы 7. Осевое смещение ступенчатого вала ограничивается опорными фланцами, которые закреплены в цилиндрическом корпусе 1 с помощью болтов. На внутренней цилиндрической поверхности корпуса 1 размещены отрезки профильных рифтов. Каждый профильный рифт состоит из наклонного рабочего участка 8 длиной 1ц и калибрующего участка длиной ЕП с постоянной, высотой hp. На внутренней цилиндрической 45 следую1цим образом. поверхности корпуса 1 наклонныйВ продольный паз 7 сепаратора 6
участок 8 профильного рифта представ- по всей его рабочей длине из бунке- ляет собой дугу с переменным радиусом кривизны (спираль Архимеда), а участок 9 является соответственно частью окружности.
Из условий качественной накатки
ра загрузки укладывается трубка 10 и включается привод вращения оправ- gQ ки 5, сообщая перемещение трубчатой
заготовке. Трубка, обкатываясь между поверхностями оправки 5 и корпуса 1, вращается вокруг собственной оси и оси ступенчатого вала.
кольцевых канавок и наименьших габаритов инструментального блока угол подъема cl, участка 8 должен быть близким к 7, при этом длина наклонного участка 8ц должна быть не меньше длины окружности накатываемой трубки„
0
p 0
5
0
5
0
При угле подъема о/ больше 7 интенсивность деформирования может превысить критические значения, что ведет к потере устойчивости (складкообразованию) в зоне накатываемых канавок. Уменьшение угла подъема рифта при его заданной высоте (глубине накатываемой канавки) увеличивает длину накатываемого участка, что приводит к пропорциональному увеличению габаритов инструментального блока (диаметра цилиндрического корпуса) и, кроме того, увеличивает число деформационных циклов нагру- жения, что отрицательно сказывается на циклической прочности металла.
Длина участка 9 Е,, должна составлять 3-5 длин окружности трубки„ Количество рифтов блока равно числу накатываемых канавок, а расстояние между ними в осевом направлении - шагу t накатываемых канавок.
В тангенциальном направлении каждая пара рифтов расположена симмет- рично относительно центрального (при четном количестве рифтов - двух центральных) и .смещена по отношению к предыдущей паре -рифтов на величину Iи их наклонного участка. Такое расположение рифтов обеспечивает последовательную, от центра к краям трубки, накатку канавок, что не препятствует свободной деформации трубки в осевом направлении и уменьшает габаритные размеры инструментального блока (его диаметр).
Инструментальный блок для накатки кольцевых канавок устанавливается и закрепляется в специальном автомате накатки, снабженном механизмом загрузки и выгрузки заготовок (не показан) .
Инструментальный блок работает
по всей его рабочей длине из бунке-
ра загрузки укладывается трубка 10 и включается привод вращения оправ- ки 5, сообщая перемещение трубчатой
заготовке. Трубка, обкатываясь между поверхностями оправки 5 и корпуса 1, вращается вокруг собственной оси и оси ступенчатого вала.
Перемещаясь, трубка входит в соприкосновение с внутренней заходной частью 11 корпуса и далее с наклонным участком 8 центрального рифта Ец, который образует на ее поверх Z
--С
4V
ФигЛ
Фиг.3
tC-,
Фиг.
Фиг. 6
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
