ентЗ,7мм, При значении соотношения меньше 3,8 происходит уменьшение диаметра меднографитовой заготовки (Ом.г.з 4,44 мм), что резко повышает трудоемкость изготовления прессовой оснастки, в которой необходимо выполнить длинномерное отверстие малого диаметра с.высокой частотой поверхности, предназначенной для изготовления медно-графитовых заготовок. При значении больше 4,5 происходит увеличение диаметров труднодеформируемого износостойкого материала (Ом.в.з 16,56 мм) и медной заготовки (Ом.з 32,2 мм), что резко повышает удельное давление при экструдировании. Использование предлагаемого многослойного токоподводящего наконечника позволяет получать в нем канал нужного диаметра путем высверливания легкоудаляемой сердцевины, что позволило резко снизить трудоемкость изготовления длинномерного канала малого диаметра, Формул а и 3 обретени я Способ изготовления заготовки многослойного токоподводящего наконечника, при котором заготовку выполняют с наружным слоем из меди и внутренним слоем из износостойкого Материала, отличающийся тем, что, ;С целью повышения технологичности выполнения направляющего канала малого диаметра большой длины, внутри внутреннего слоя формируют слой из порошка медно-графитового сплава, затем заготовку подвергают экструдирования, при Этом соотношение слоев до и после экструдирования выбирают из условияОм.з. Омв.з ОмГ.З -.ft о л п Огчг о,о,,,ч,о , м.э. UMB.S имг.з где Ом.з, Ом.в.з, Ом.г.з - наружные диаметры медного, медно-вольфрамового и меднографитового слоев заготовки до экструдирования;Ом.э, Ом.в.з, Ом.г.з - наружные диаметры медного, медно-вольфрамового и меднографитового слоев заготовки после экструдирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многослойный токоподводящийНАКОНЕчНиК | 1979 |
|
SU833389A1 |
| Токоподводящий наконечник | 1989 |
|
SU1706800A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА С ИЗНОСОСТОЙКОЙ ВСТАВКОЙ | 2001 |
|
RU2187416C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ БИМЕТАЛЛИЧЕСКИХ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ТРУБ | 2004 |
|
RU2263013C1 |
| ДЛИННОМЕРНЫЙ ГИБКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2072117C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛОВ ТУГОПЛАВКИХ ФТОРИДОВ | 2016 |
|
RU2608891C1 |
| Способ приварки концов обмоткияКОРя элЕКТРОдВигАТЕля | 1979 |
|
SU846165A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2014 |
|
RU2574179C1 |
| Материал для токоподводящих наконечников | 1985 |
|
SU1316773A1 |
| СПЕЧЕННЫЙ КОМПОЗИЦИОНЫЫЙ МЕДНО-ГРАФИТОВЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2088682C1 |
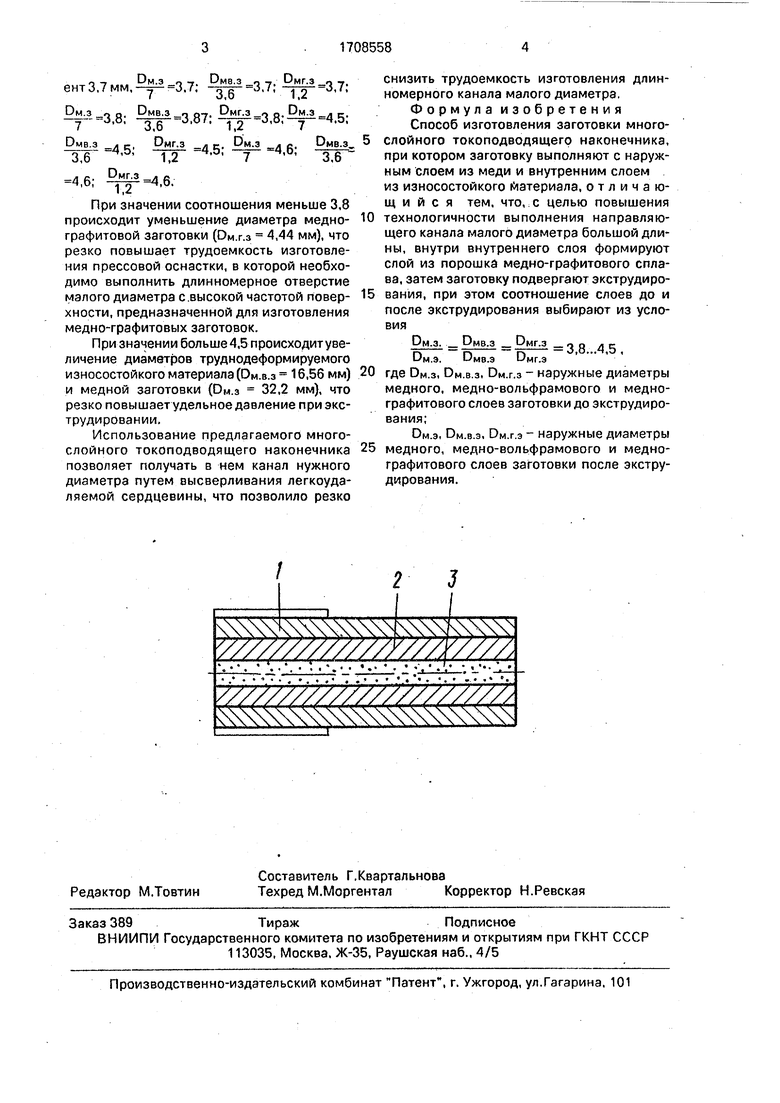
Изобретение относится к машиностроению, а именно к электросварочному производству, и может быть использовано в сварочных автоматах и полуавтоматах. Цель изобретения - повышение технологичности выполнения направляющего канала малого диаметра большой длины. Заготовку для то- коподводящего наконечника выполняют трехслойной: наружный слой из меди, средний - из износостойкого материала, а сердцевина - из медно-графитового сплава. Благодаря мягкому материалу сердцевины не требуется предварительная зацентровка, исключается эксцентричность канала и поломка сверл. При зтом значительно снижается трудоемкость получения длинномерного канала малого диаметра путем высверливания. 1 ил.слсИзобретение относится к машиностроению, а именно к электросварочному произ-' водству, и может быть использовано в сварочных автоматах и полуавтоматах.Цель изобретения - повышение технологичности выполнения направляющего канала.На чертеже показана заготовка, общий вид.Способ состоит в том, что в двуслойной заготовке с наружным слоем из меди и внутренним, слоем из износостойкого материала во внутреннем износостойком слое выполняют слой из порошка медно-графитового сплава, т.е. изготавливают трехслойную пред- варитёльн'ую заготовку, которую затем подвергают экструдированию, при этом наружные диаметры слоев выбирают изОм.з. _ Омв.з _ Омг.з _о о л с•pj-р^ттJ,0.,.4,b ,UM.S. UMB.S Умг.эусловиягде Ом.з, Ом.в.з, Ом.г.з - наружные диаметрымедного, медно-вольфрамового и медно- графитового слоев до экструдирования:Ом;э, Ом.в.э, Ом.г.э - наружные диаметры медного, медно-вольфрамового и медно- графитового слоев после экструдирования.На чертеже обозначены наружный слой 1 из меди, внутренний износостойкий слой 2, медно-графитовая сердцевина 3 (слой).При проведении испытания для примера конкретного выполнения использовались материалы следующих марок: порошок медный марки ПМС-1, ГОСТ 4960-75, порошок вольфрамо-никелевый марки ВН-5 ТУ 48-19-108-74, графит для производства карандашных стержней ГОСТ 4404-78. При этом следует отметить, что при промышленном изготовлении, например, наконечников могут использоваться и другие марки материалов.Диаметр плавящегося электрода 1,2 мм, износостойкий слой равен толщине 1,2 мм, диаметр под накатку Мб 7,0 мм, коэффици-V4gСЛся00
у////////////////У///
//////// ///////////////
| Многослойный токоподводящийНАКОНЕчНиК | 1979 |
|
SU833389A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
