Изобретение относится к абразивному шлифованию, в частности бесцентровому, методом продольной подачи.
Целью изобретения является повышение качества обработки за счет повышения износостойкости инструмента.
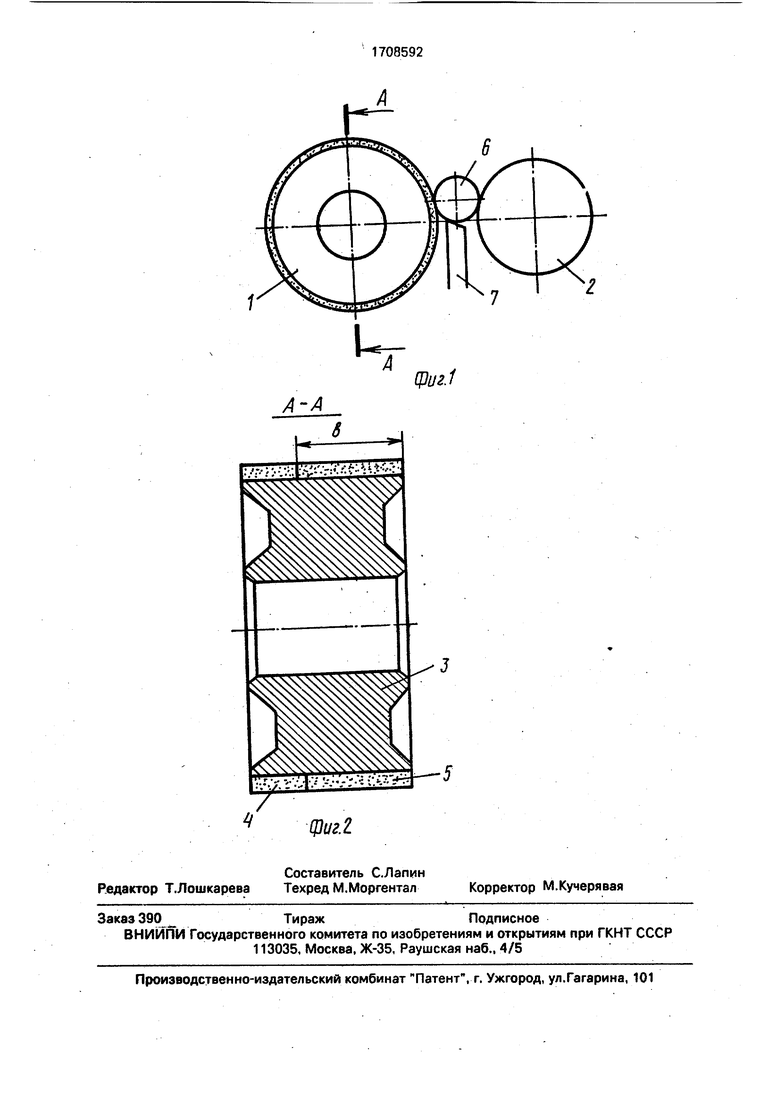
На фиг.1 изображено устройство, реализующее способ бесцентрового шлифования, общий вид; на фиг.2 - разрез А- на фиг.1.
Устройство, реализующее данный способ, состоит из шлифовального 1 и ведущего 2 кругов. Шлифовальный круг 1 состоит из корпуса 3, на котором закреплен а.6 разивно-алмазный слой, состоящий из режущего 4 и калибрующего 5 участков. Обрабатываемая заготовка 6 установлена на ноже 7. Ширину калибрующего участка 5 шлифовального круга 1 выбирают по формуле
2-10
Snp
k Пкр
где Z - зернистость абразивно-алмазного круга; Snp - продольная подача детали, м/мин; k - относительная концентрация абразивного сверхтвердого материала калибрующего участка; Пкр - частота вращения круга, об/мин.
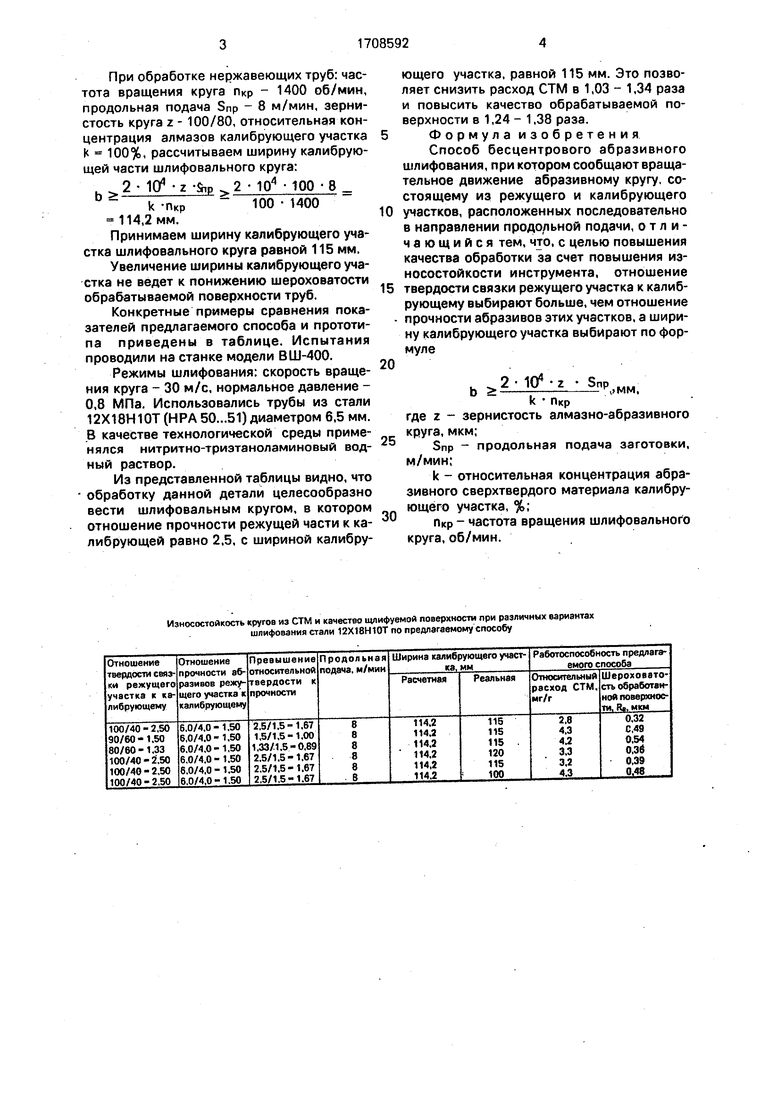
Конкретный пример осуществления способа. При обработке нержавеющих труб: частота вращения круга Пкр - 1400 об/мин, продольная подача Snp - 8 м/мин, зернистость круга Z - 100/80, относительная концентрация алмазов калибрующего участка К 100%, рассчитываем ширину калибрующей части шлифовального круга: 2- 10 2-S, 10 -ЮО-В, 100 1400 114,2 мм. Принимаем ширину калибрующего участка шлифовального круга равной 115 мм. Увеличение ширины калибрующего участка не ведет к понижению шероховатости обрабатываемой поверхности труб. Конкретные примеры сравнения показателей предлагаемого способа и прототипа приведены в таблице. Испытания проводили на станке модели BUJ-400. Режимы шлифования: скорость вращения круга - 30 м/с, нормальное давление 0,8 МПа. Использовались трубы из стали 12Х18Н ЮТ (НРА50...51) диаметром 6,5 мм. В качестве технологической среды применялся нитритно-триэтаноламиновый водный раствор. Из представленной таблицы видно, что обработку данной детали целесообразно вести шлифовальным кругом, в котором отношение прочности режущей части к калибрующей равно 2,5, с шириной калибрующего участка, равной 115 мм. Это позволяет снизить расход СТМ в 1,03 - 1,34 раза и повысить качество обрабатываемой поверхности в 1,24 - 1,38 раза. Формула изобретения Способ бесцентрового абразивного шлифования, при котором сообщают вращательное движение абразивному кругу, состоящему из режущего и калибрующего участков, расположенных последовательно в направлении продольной подачи, отличающийся тем, что. с целью повышения качества обработки за счет повышения износостойкости инструмента, отношение твердости связки режущего участка к калибрующему выбирают больше, чем отношение прочности абразивов этих участков, а ширину калибрующего участка выбирают по формуле2- 10 где Z - зернистость алмазно-абразивного круга, мкм; Snp - продольная подача заготовки, м/мин: k - относительная концентрация абразивного сверхтвердого материала калибрующего участка, %; Пкр - частота вращения шлифовальносо круга, об/мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пропитки абразивного инструмента | 1991 |
|
SU1779569A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2013 |
|
RU2542891C2 |
| СПОСОБ ПРАВКИ ЕДИНИЧНЫМ АЛМАЗОМ ШИРОКОГО ВЕДУЩЕГО КРУГА БЕСЦЕНТРОВОГО КРУГЛОШЛИФОВАЛЬНОГО СТАНКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ "НАПРОХОД" | 2003 |
|
RU2231436C2 |
| Абразивно-алмазный инструмент | 1980 |
|
SU910401A1 |
| Шлифовальный инструмент | 1990 |
|
SU1781022A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2185951C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОТНОСИТЕЛЬНОЙ ИЗНОСОСТОЙКОСТИ СВЯЗКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2000 |
|
RU2167047C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОТНОСИТЕЛЬНОЙ СПОСОБНОСТИ СВЯЗКИ ШЛИФОВАЛЬНЫХ КРУГОВ УДЕРЖИВАТЬ АБРАЗИВНЫЕ ЗЕРНА | 2000 |
|
RU2168407C2 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ТВЕРДОСПЛАВНЫХ СМЕННЫХ ПЛАСТИН | 2024 |
|
RU2835264C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ФРИКЦИОННЫМ ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288828C1 |
Изобретение относится к машиностроению и' может быть использовано при обработке тел вращения из нержавеющих сталей, титановых сплавов и других труднообрабатываемых материалов кругами изсверхтвердого материала. Целью изобретения является повышение качества обрабатываемых изделий за счет повышения износостойкости кругов. Процесс обработки ведут кругом 1, состоящим из режущего 4 и калибрующего 5 участков, расположенных последовательно в направлении про-, дольной подачи, при этом отношение твердости режущего участка к калибрующему выбирают превышающим отношение прочности абразивов этих участков, а ширину калибрующего участка выбирают из следующей зависимости: b >&
Износостойкость кругов из СТМ и качество щлифуемой поверхности при различных вариантах шлифования стали 12Х18Н10Т по предлагаемому способу
сриг.1
| Абразивно-алмазный инструмент | 1980 |
|
SU910401A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
