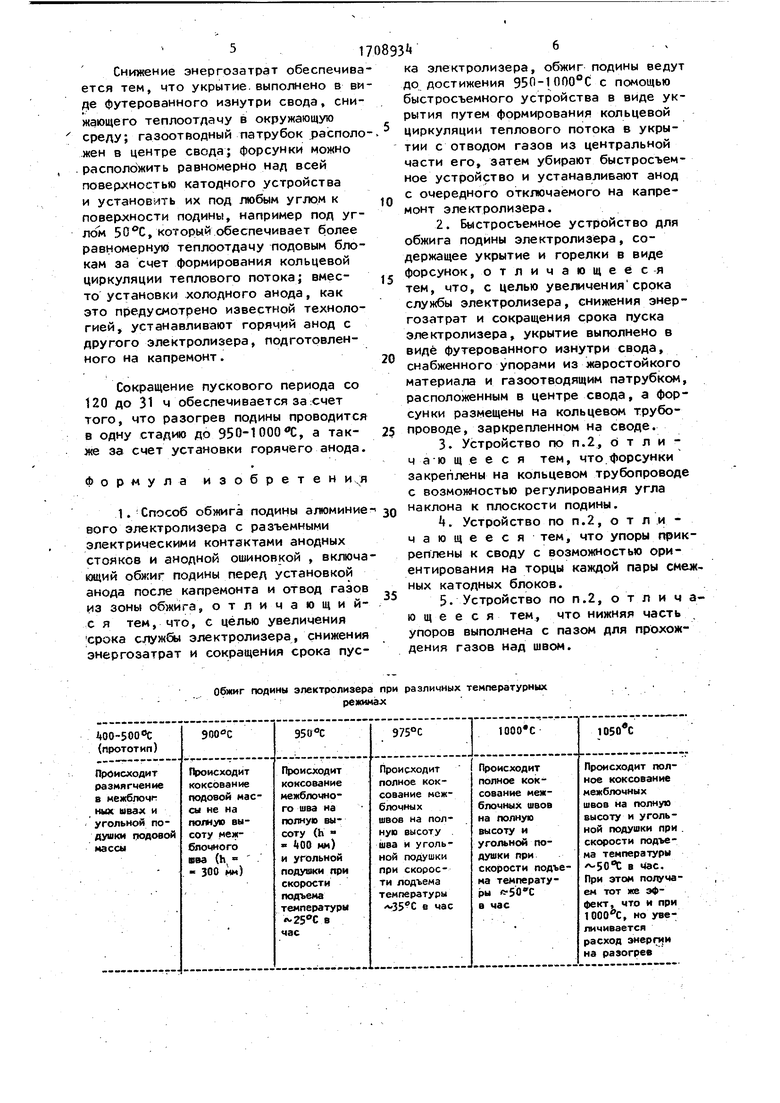
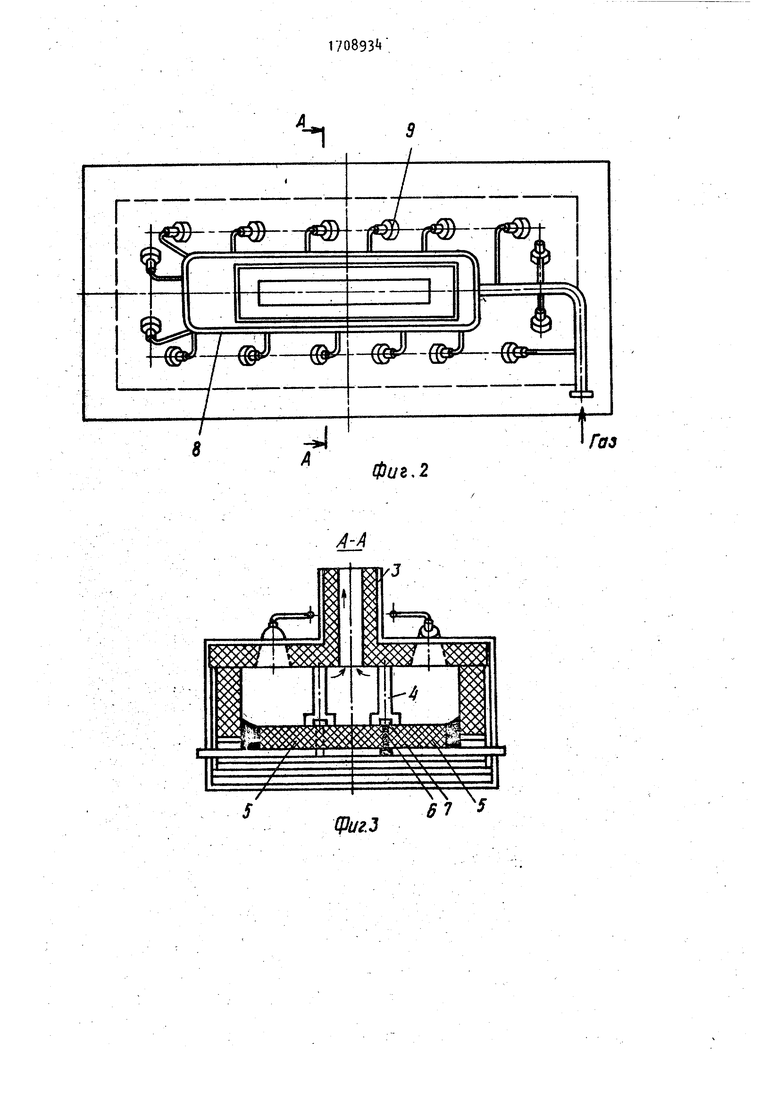
Изобретение относится к электролитическому производству алюминия и может быть использовано для обжига подины алюминиевых электролизеров с самообжигающимися анодами и разъемны ми электрическими контактами анодных стояков с анодной ошиновкой. Целью изобретен 1я является увеличение дрока службы электролизера, jCHMweHMe энергозатрат и сокращение срока пуска электролизера. В известных способах обжиг подины ведут в две стадии: на первой ста дии ведут предварительный прогрев газовыми горелками (или другими нагревателями) до температуры, 50-500 С а на второй стадии загружают пусковое сырье, заливёют в ванну электролит и включают напряжение. На прогре подины требуется повышенное напряжение , поэтому пдсле пуска на ванне поддерживают высокое напряжение (710 В)./ В предложенном способе обжиг подины ведут, например, газовыми горел ками, в одну стадию, т.е. до темпера туры 950-1 00О-С, Такой порядок обжига позволяет примерно на { .суток сократить период пуска и уменьшить расход энергоресурсов за счет исключения расхода электроэнергии на второй стадии, а также за счет того, что не требуется энергии на разогрев анода, так как устанавливают горячий анод с очередного отключаемого на капремонт электролизера. На фиг.1 показано устройство, продольный разрез; на фиг.2 - то же, вид 8 плане; на фиг.З - разрез А-А на фиг.2; на фиг.4 - схема расположения упоров на поверхности подины. Устройство, выполненное в виде укрытия, содержит свод 1, футерованный изнутри огнеупорным материалом установленный на стенки 2 катодной части электролизера. Свод 1 имеет газоотводящий патрубок 3 расположен ный в центре свода 1, снабжен упорами из жаростойкого материала, выпо/иенными в виде стойки, нижняя часть которой имеет П-образную форму, с двумя опорными площадками. Упо ры устанавливают на поверхность ка тодных блоков 5 так, чтобы опорные пгющадки были ориентированы на .торцы каждой пары смежных катодных блоков 5 (фиг.З), т.е. над швом 6 между ними. Нижняя П-образная часть упоров Ч выполнена с пазом 7 для свободного прохода газов над швом 6 во время обжига. Над сводЬм 1 установлен трубопровод 8 с горелками в виде форсунок 9, прикрепленных к нему с возможностью регулирования угла наклона форсунок к поверхности ванны. На qoдготовленную к обжигу катодную часть электролизера , освобожденного от анода, устанавливают свод 1, ориентируя упоры Ц на торцы каждой пары смежных катодных блоков 5, Затем устанавливают форсунки 9 под углом к поверхности подины, например 50°, так, чтобы они сформировали кольцевую циркуляцию теплового потока в зоне обжига, например, по часовой стрелке, как показано на фиг.. После этого поджигают топливо в горелках и проводят равномерный прогрев подины до со скоростью подъема температуры 25С/ч, а затем до Э50-1000 С со скоростью подъема температуры . При достижении указанной температуры происходит полное коксование межблочных подовых швов и угольной подушки, после чего процесс обжига прекращают, снимают быстросъемное устройство, устанавливают горячий анод, заливают электролит и включают ванну на электролиз. В таблице приведено обоснование граничных значений температурного параметра 950-1 . Таким образом, предложенный способ позволяет увеличить срок службы электролизера за счет более равномерного качественного проведения обжига по всей поверхности ванны; снизить энергозатраты за счет проведения обжига .в одну ) более дешевым жидким ил газообразным топливом вместо расхода электроэнергии; сократить пусковой период примерно на Ц сут в основном за счет использования горячего анода с очередного отключаемого на капремонт электролизера. Предлагаемое устройство для осуществления способа позволяет увеличить срок службы электролизера за счет предотвращения вспучивания подовых катодных блоков во время обжига. Такое предотвращение обеспечивается тем, что упоры ориентированы на. торцы каждой пары смежных катоднь(х блоков. Снижение энергозатрат обеспечива ется тем, что укрытие, выполнено в ви де футерованного изнутри свода, снижающего теплоотдачу в окружающую среду; газоотводный патрубок располо жен в центре свода; форсунки можно .расположить равномерно над всей поверхностью катодного устройства и установить их под любым углом к повер сности подины, например под углом 5 О С, который обеспечивает более равномерную теплоотдачу подовым блокам за счет формирования кольцевой циркуляции теплового потока; вместо установки холодного анода, как это предусмотрено известной технологией, устанавливают горячий анод с другого электролизера, подготовленного на капремонт. Сокращение пускового периода со 120 до 31 ч обеспечивается за :счет того, что разогрев подины проводится в одну стадию до 950-1000 С, а также за счет установки горячего анода. Формула изобретени,я 1. Способ обжига подины алюминие вого электролизера с разъемными электрическими контактами анодных стояков и анодной ошиновкой , включа ющий обжиг подины перед установкой анода после капремонта и отвод газов из зоны обмйга, отличающийс я тем, что, с целью увеличения срока службы электролизера, снижения энергозатрат и сокращения срока пусОбжиг подины электролизера при различных температурных режимах ка электролизера, обжиг подины ведут до достижения 95П-1000С с помощью быстросъемного устройства в виде укрытия путем формирования кольцевой циркуляции теплового потока в укрытии с отводом газов из центральной части его, затем убирают быстросъеиное устройство и устанавливают анод с очередного отключаемого на капремонт электролизера. 2.Быстросъемное устройство для обжига подины электролизера, содержащее укрытие и горелки в виде форсунок, отличающееся тем, что, с целью увеличениясрока службы электролизера, снижения энергозатрат и сокращения срока пуска электролизера, укрытие выполнено в виде футерованного изнутри свода, снабженного упорами из жаростойкого материала и газоотводящим патрубком, расположенным в центре свода, а форсунки размещены на кольцевом трубопроводе, заркрепленном на своде. 3.Устройство по п.2, с т л и ч а-ю щ е е с я тем, что форсунки закреплены на кольцевом трубопроводе с возможностью регулирования угла наклона к плоскости подины. k. Устройство по п.2, отличающееся тем, что упоры прикреплены к своду с возможностью ориентирования на торцы каждой пары ных катодных блоков. 5- Устройство по п.2, о т л и ч аю щ е е с я тем, что нижняя часть упоров выполнена с пазом для прохождения газов над швом.
0(/e,2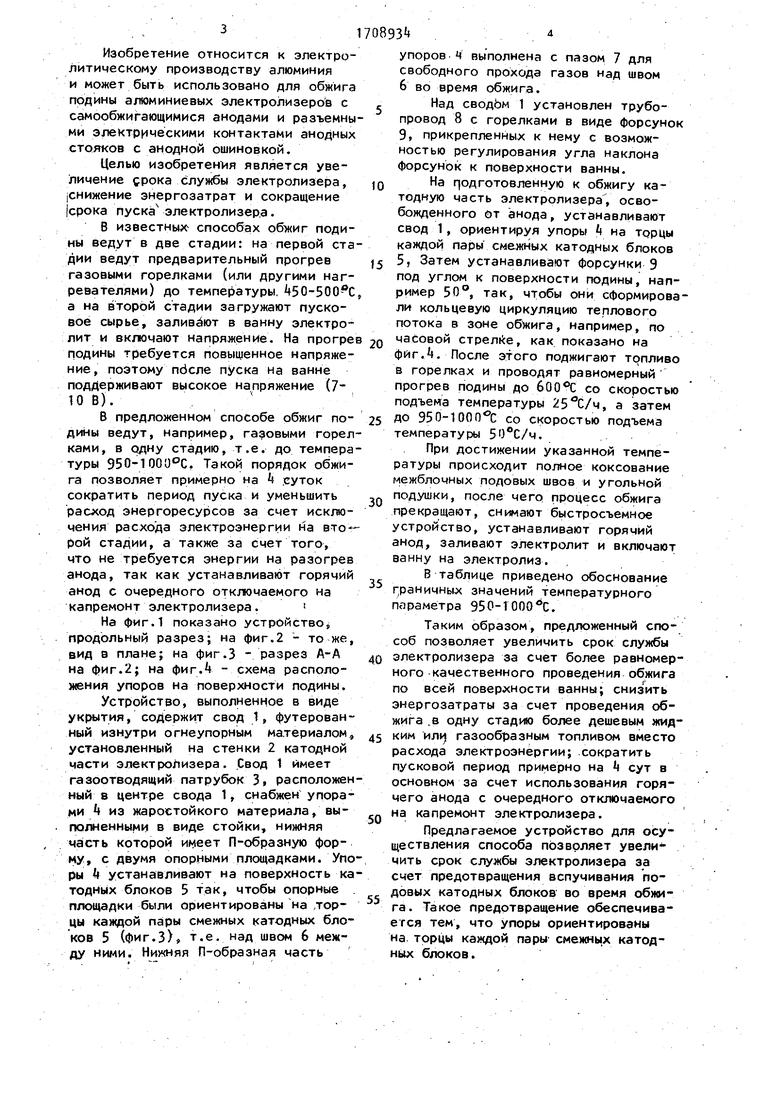
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2007 |
|
RU2370572C2 |
| СПОСОБ ГАЗОПЛАМЕННОГО ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2004 |
|
RU2284374C2 |
| Электролизер для производства алюминия | 2019 |
|
RU2722605C1 |
| УСТРОЙСТВО ДЛЯ ОБЖИГА КАТОДНОЙ И АНОДНОЙ ЧАСТИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2352689C2 |
| УСТРОЙСТВО ДЛЯ ОБЖИГА УГЛЕРОДНОЙ ФУТЕРОВКИ КАТОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2111289C1 |
| СПОСОБ ПОДГОТОВКИ К ПУСКУ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2324007C2 |
| Способ термической подготовки к пуску алюминиевого электролизера | 1975 |
|
SU765403A1 |
| СПОСОБ ЗАЩИТЫ УГОЛЬНОЙ ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2164555C2 |
| Установка для разогрева и обжига подины электролизера для производства алюминия | 1978 |
|
SU734312A1 |
| СПОСОБ ОБЖИГА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2113549C1 |
Изобретение относится к электро- I /этическому производству алюминия и -может быть использовано для обжига!подины алюминиевых электролизеров с самообжигаюцимися анодами. Цель изобретения ^ увеличение срока службы электролизера, снижение энергозатрат и сокращение пускового периода. Спо-,- соб обжига подины вклочает установку на катод, быстросъемного устройства в виде укрытия, с помощью которого гфоизводят обжиг подины путем формирования кольцевой циркуляции тепло- , вого потока в укрытии с отводом га- f зов в центральной части его. Температуру обжига п(М9ышают до 950-1000*С,, затем убирают быстросъемное устройство и устаНав<|1ивают горячий анод с очередного отключаемого на капремонт электролизера. Устройство содержит свод 1, футерованный изнутри огне- упорнь»^ материалом и установленный на стенки 2 катодной части электролизера. Свод 1 имеет газоотводящий патрубок 3, располо)«енный в центре свода 1, снабжен упорами ^^ из жаростойкого материала, выполненными в виде стойки, Н1«княя часть которой имеет П-образную форму с двумя опорными площадками. Упоры k устанавлиаа- ют на поверхность катодных блоков 5 так, чтб&й рпорнйе площадки были ориентированы на торцы каждой пары смежных катодных блоков 5» т.е. над швом между ними. Нижняя П-образная часть упоров 4 вьтолнена с пазом ;для свободного прохода газов над швом во время обжига. Над сводом 1 установлен трубопровод 8 с.горелка- ,ми в фиде форсунок Э, прикрепленных к нему с возмо)1»1остыо регулирования угла наклона форсунок к поверхности ваниы. 2сй 3 з.п. ф-лы, k ил.* ,1 табл.3 - '1Фо*.100:о САЭ>&^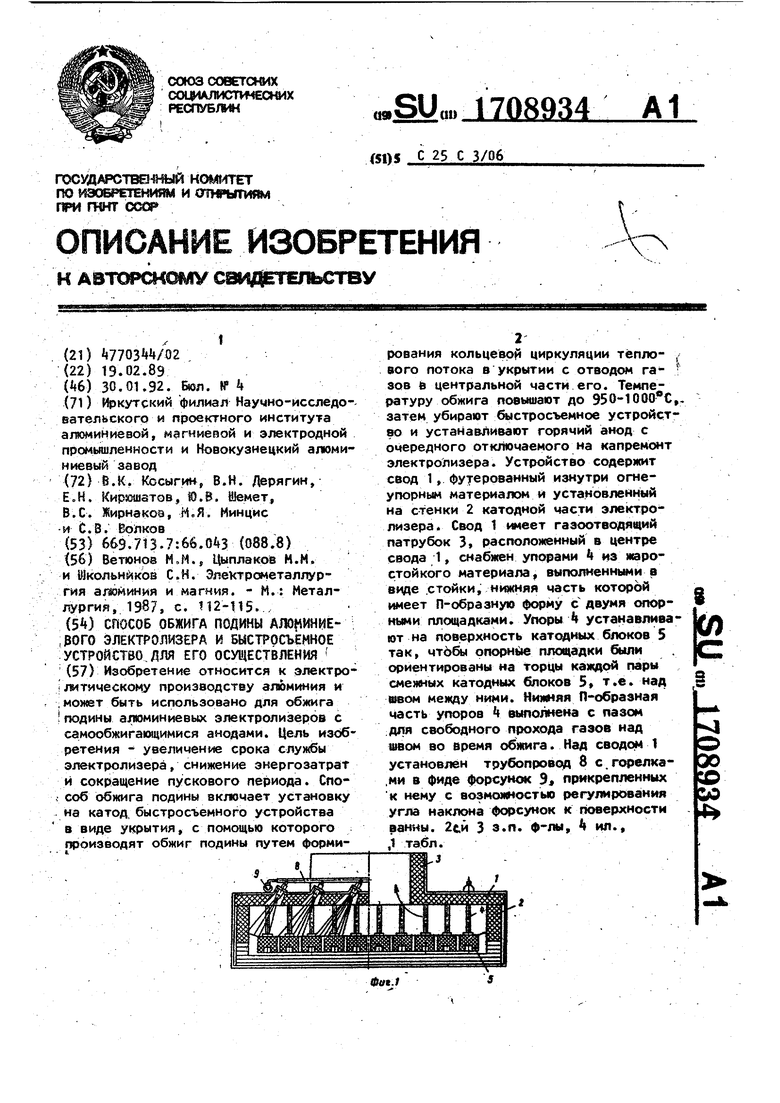
ШЗ
Щ1/2.
| Ветюнра М.М., Цыплаков М.Н.и Школьников С.Н | |||
| Электрометаллургия алюм^яния и магния | |||
| - М.: Металлургия, 1987, с | |||
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
| . | |||
