Изобретение относится к изготовлению из полимерного материала емкостей, в частности бутылок для жидкостей под давлением типа газированных напитков и т.п.
Емкости могут быть изготовле,ны из заготовок, полученных литьем, с последующим их раздувом в форме, соответствующей конфигурации емкости,Цель изобретения - повышение качества емкости за счет получения утолщенных стенок в придонной части емкости.
На фиг. 1 показан заготовка изобретения, сечение;на фиг.2 - сечение А-А на фиг.1; на фиг.З-заготовка подлежащая растягиванию и выдуванию для получения емкости (бутылки), вид с частичным разрезом,
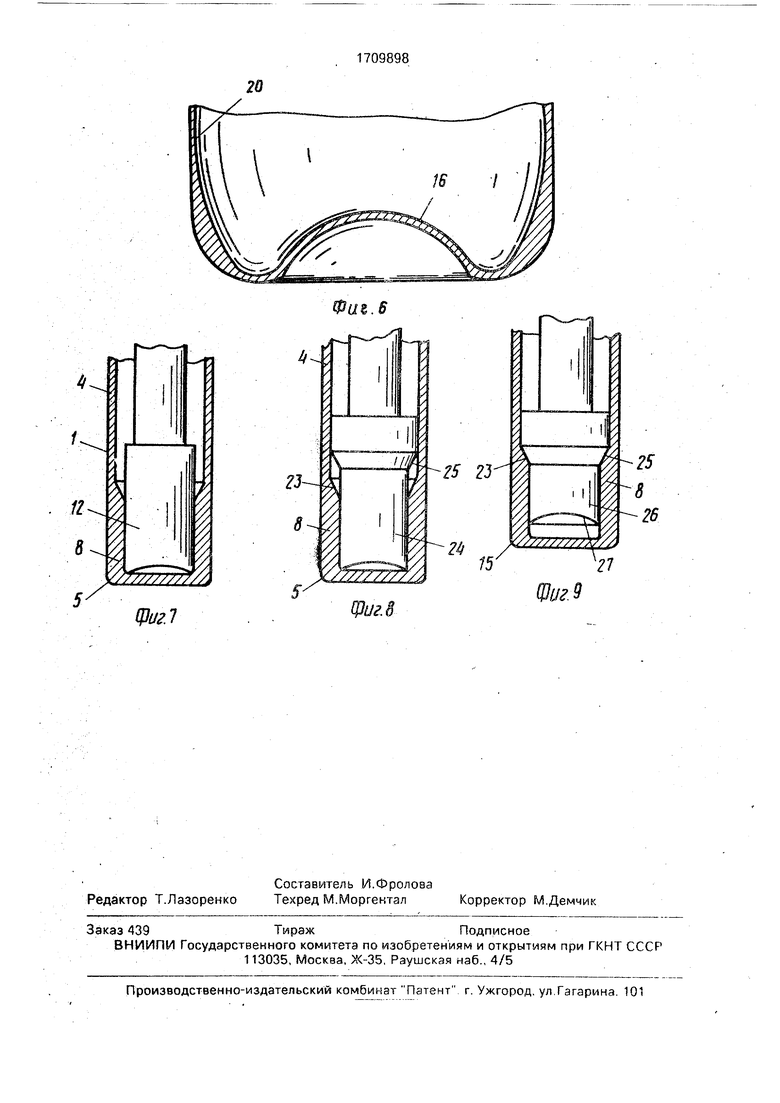
сделанным через форму для раздува заготовки; на фиг.4 - емкость, изготовленная в соответствии с фиг.З, общий вид; на фиг.5 сечение Б-Б на фиг.4, причем на него налох ено соответствующее сечение, показанное на фиг.2, изображенное пунктиром; на фиг.б - донная и смежная части трубчатого корпуса емкости, приведенной на фиг.4, частичное сечение; на фиг.7 - ступенчатый стержень для вытягивания заготовки (фиг.З), частичное сечение; на фиг.8 - вытягивающты стержень, частичное сечение; на фиг.9 - стержень, вариант, частичное сечение.
Заготовка 1 из полимерного материала выполнена путем инжекционного литья из синтетической смолы, которая может быть
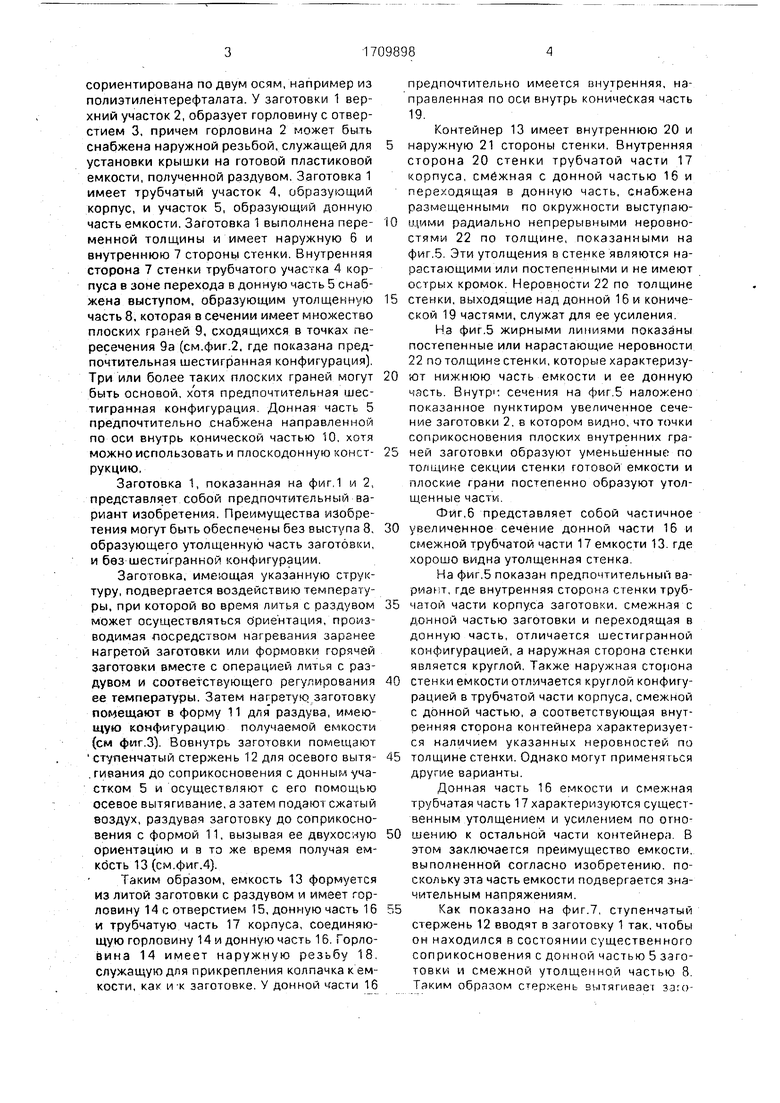
сориентирована по двум осям, например из полиэтилентерефталата. У заготовки 1 верхний участок 2, образует горловину с отверстием 3, причем горловина 2 может быть снабжена наружной резьбой, служащей для установки крышки на готовой пластиковой емкости, полученной раздувом. Заготовка 1 имеет трубчатый участок 4, образующий корпус, и участок 5, образующий донную часть емкости. Заготовка 1 выполнена переменной толщины и имеет наружную 6 и внутреннюю 7 сторонь стенки. Внутренняя сторона 7 стенки трубчатого участка 4 корпуса в зоне перехода в донную часть 5 снабжена выступом, образующим утолщенную часть 8, которая в сечении имеет множество плоских граней 9. сходящихся в точках пересечения 9а (см.фиг.2. где показана предпочтительная шестигранная конфигурация). Три или более таких плоских граней могут быть основой, хотя предпочтительная шестигранная конфигурация. Донная часть 5 предпочтительно снабжена направленной по оси внутрь конической частью 10. хотя можно использовать и плоскодонную конструкцию,
Заготовка 1, показанная на фиг.1 и 2, представляет собой предпочтительный вариант изобретения. Преимущества изобретения могут быть обеспечены без выступа 8. образующего утолщенную часть заготовки, и без шестигранной конфигурации.
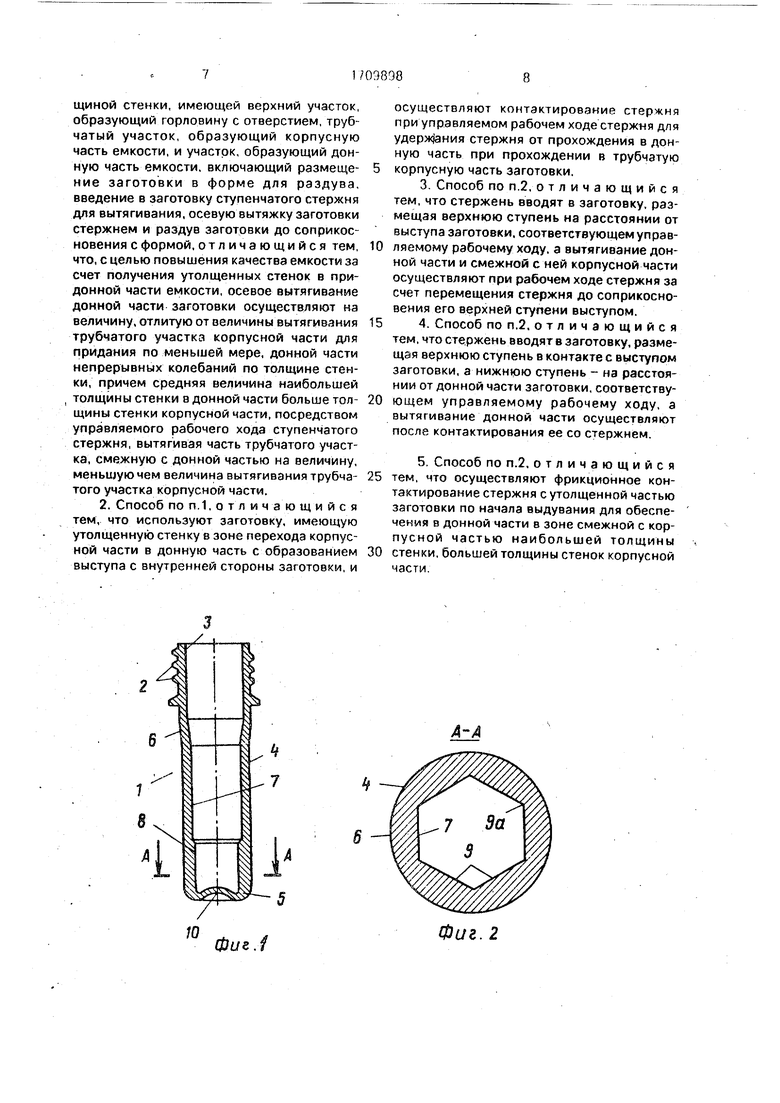
Заготовка, имеющая указанную структуру, подвергается воздействию температуры, при которой во время литья с раздувом может осуществляться бриентация, производимая посредством нагревания заранее нагретой заготовки или формовки горячей заготовки вместе с операцией лмтья с раздувом и соответствующего регулирования ее температуры. Затем нагретую заготовку помещают в форму 11 для раздува, имеющую конфигурацию получаемой емкости (см фмг.З). Вовнутрь заготовки помещают ступенчатый стержень 12 для осевого вытя. гивания до соприкосновения с донным участком 5 и осуществляют с его помощью осевое вытягивание, а затем подают сжатый воздух, раздувая заготовку до соприкосновения с формой 11, вызывая ее двухосную ориентацию и в то же время получая емкость 13 (см.фиг.4).
Таким образом, емкость 13 формуется из литой заготовки с раздувом и имеет горловину 14 с отверстием 15, донную часть 16 и трубчатую часть 17 корпуса, соединяющую горловину 14 и донную часть 16. Горловина 14 имеет наружную резьбу 18. служащую для прикрепления колпачка к емкости, как и-к заготовке. У донной части 16
предпочтительно имеется внутренняя, направленная по оси внутрь коническая часть 19.
Контейнер 13 имеет внутреннюю 20 и
наружную 21 стороны стенки. Внутренняя сторона 20 стенки трубчатой части 17 корпуса, смежная с донной частью 16 и переходящая в донную часть, снабжена размещенными по окружности выступающими радиально непрерывными неровностями 22 по толщине, показанными на фиг.5. Эти утолщения в стенке являются нарастающими или постепенными и не имеют острых кромок. Неровности 22 по толщине
5 стенки, выходящие над донной 16 и конической 19 частями, служат для ее усиления.
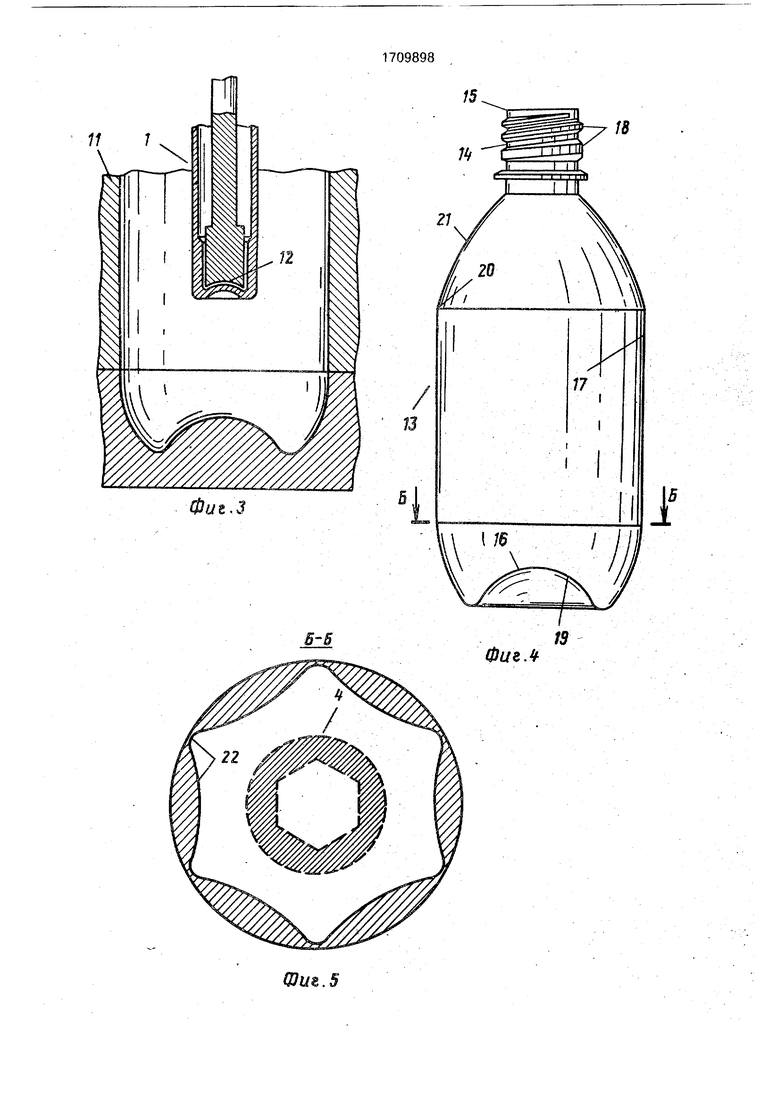
На фиг.5 жирными линиями показаны постепенные или нарастающие неровности 22 по толщине стенки, которые характеризуют нижнюю часть емкости и ее донную часть. Внутр сечения на фиг.5 наложено показанное пунктиром увеличенное сечение заготовки 2. в котором видно, что точки соприкосновения плоских внутренних граней заготовки образуют уменьшенные по толщине секции стенки готовой емкости и плоские грани постепенно образуют утолщенные части.
.б представляет собой частичное
0 увеличенное сечение донной части 16 и смежной трубчатой части 17 емкости 13. где хорошо видна утолщенная стенка.
На фиг.5 показан предпочтительный вариант, где внутренняя сторона стенки трубчатой части корпуса заготовки. смежн эя с донной частью заготовки и переходящая в донную часть, отличается шестигранной конфигурацией, а наружная сторона стенки является круглой. Также наружная сторона
0 стенки емкости отличается круглой конфигурацией в трубчатой части корпуса, смежной с донной частью, а соответствующая внутренняя сторона контейнера характеризуется наличием указанных неровностей по
5 толщине стенки. Однако могут применяться другие варианты.
Донная часть 16 емкости и смежная трубчатая часть 17 характеризуются существенным утолщением и усилением по огно0 шению к остальной части контейнера. В этом заключается преимущество емкости, выполненной согласно изобретению, поскольку эта часть емкости подвергается значительным напряжениям.
5Как показано на фиг.7, ступенчатый
стержень 12 вводят в заготовку 1 так. чтобы он находился в состоянии существенного соприкосновения с донной частью 5 заготовки и смежной утолщенной частью 8. Тзким образом стержень вытягивав затотовку 1 до раздува при фрикционном соприкосновении между стержнем и утолщенной частью 8. Поэтому стержень вытягивает донную часть 5 и смежный трубчатый утолщенный участок 8 заготовки 1 при управляемом ходе стержня 12 на величину, м еньшую величины вытягивания остального объема трубчатой части 4 корпуса, для того, чтобы придать части емкости и смежных частей корпуса непрерывные вариации по толщине, в среднем больше, чем толщина стенок корпуса контейнера. Для обеспечения фрикционного соприкосновения между стержнем и заготовкой стержень сначала подают вперед, за счет чего увеличивается внутренний объем заготовки, создают в ней вакуум, вследствие чего наружное атмосферное давление прижимает заготовку к стержню, что приводит к созданию существенного фрикционного контакта, предотвращающего непрерывное вытягивание частей заготовки под действием этих сил, в то время как другие части, например трубчатая, продолжают вытягиваться. Управление заданием длины заготовки, которая должна больше не растягиваться, может осуществляться за счет подачи давления, близкого к атмосферному, внутрь заготовки в заданный момент времени для смещения атмосферного давления. Давление, используемое для выдувания емкости до окончательной формы, колеблется в пределах примерно от пяти до тридцатикратного по отношению к атмосферному, причем оно подается только поеле того, как заготовка значительно растянута.
В соответствии с примером, показанным на фиг.8, в утолщенной части 8 заготовки имеется выступ 23 при переходе в трубчатую часть 4 корпуса. Ступенчатый стержень 24 помещают контактно с утолг щенной частью 8 заготовки и донной частью 5, как это показано на фиг.7, однако у стержня 24 имеется соответствующая часть 25, отнесенная от утолщенной части 8 на расстояние, соответствующее управляемому рабочему ходу. Таким образом донная часть 5 заготовки и утолщенная часть 8 вытягиваются на заданное расстояние стержнем 24, соответствующее перемещению части 25 стержня 24, до соприкосновения с выступом 23 (фиг.8}. За счет этого удается удержать вытягивающий стержень 24 от прохода в утолщенную часть 8 стенки, когда вытягивающий стержень продолжает вытягивать трубчатую часть 4 корпуса. Таким образом обеспечивается удлинение заготовки довыдувания аналогично примеру, показанному на фиг.7.
В соответствии с примером, показан. ным на фиг.9, часть 25 стержня 26 находится в соприкосновении с выступом 23, а донная часть 27 стержня 26 отнесена от донной части 5 заготовки на расстояние, соответствующее управляемому рабочему ходу. Таким образом, часть 5 заготовки вытягивается после контактирования с донной частью 27 стержня, что приводит к созданию существенно утолщенной донной части заготовки. Также существенно утолщается смежная часть корпуса.
Б соответствии с примерами на фиг.7-9 донная часть заготовки является плоской, а днище стержня выполнено криволинейным (вогнутым). На самом деле обе эти донные части (стержня и заготовки) могут выполняться криволинейными (см.фиг.3).
Таким образом наличие управляемого рабочего хода в данном способе изготовления емкости обуславливает значительно усиление окончательно формирующейся донной части емкости и смежной части трубчатого корпуса. Сжатый воздух для раздува заготовки может подаваться от отдельного блока (не показан) через вытягивающий стержень известным способом.
При этом описанное усиление стенки емкости может применяться в областях емкости, которые ввиду необходимости стойкости к рабочим режимам, например по отношению к ударам, держатся (не деформируются и не разрушаются) за счет механических свойств, полученных только за счет соответствующей двухосевой ориентации. Такими областями емкости являются кромки дна, которые подвергаются резким ударам всякий раз, когда заполненная емкость падает, В емкости, выполненной в соответствии с данным способом, существенная двухосевая ориентация может проходить далеко за пределами центральной области дна, что позволяет выполнить бутыль, основание которой является достаточно широким для устойчивости, при этом подвергающееся опасности ребро основания является существенно сориентированным. Известные усиления, например ребристые структуры, сориентированы по существу только вдоль граней, что приводит к трещинам, проходящим при ударе перпендикулярно к ним, поэтому они не могут проходить за пределы относительно небольшого расстояния от центра, что делает емкость неустойчивой на линии наполнения и при использовании.
Формула изобретения
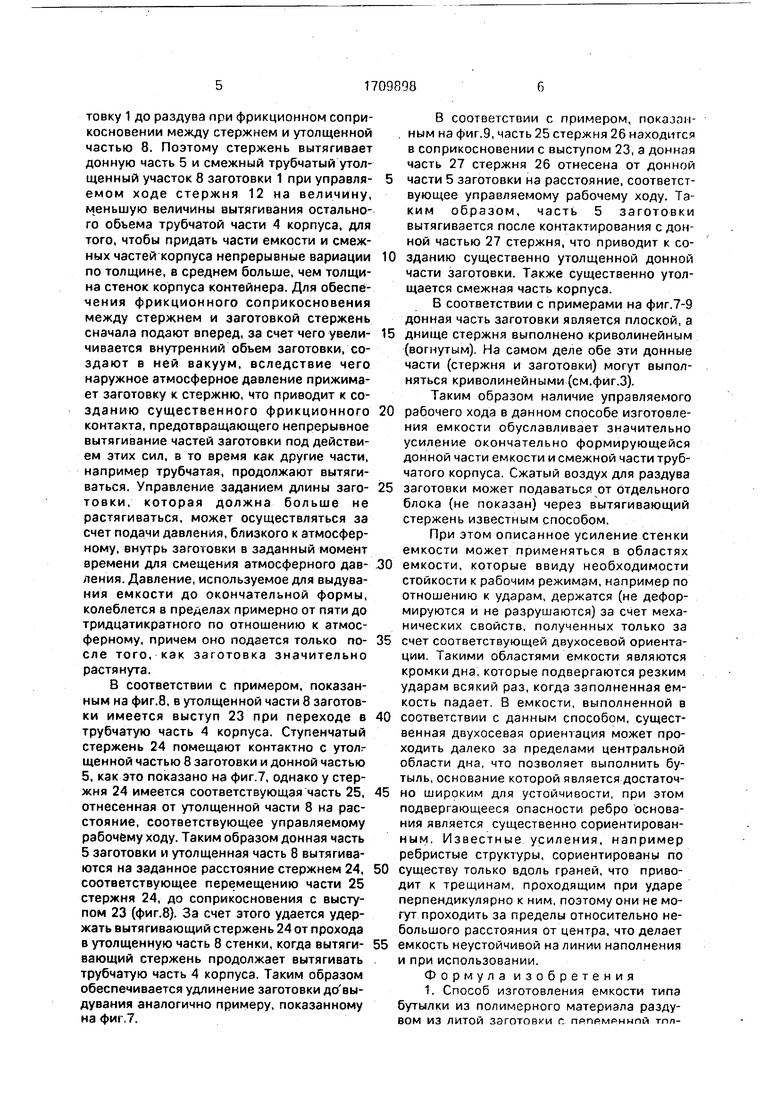
1. Способ изготовления емкости типа бутылки из полимерного материала раздувом из литой заготовки г. ПРПРМЙННПЙ тплиной стенки, имеющей верхний участок, бразующий горловину с отверстием, трубатый участок, образующий корпусную асть емкости, и участрк, образующий донную часть емкости, включающий размеще- 5 ние заготовки в форме для раздува, введение в заготовку ступенчатого стержня ля вытягивания, осевую вытяжку заготовки стержнем и раздув заготовки до соприкосновения с формой, отличающийся тем, 10 что, с целью повышения качества емкости за счет получения утолщенных стенок в придонной части емкости, осевое вытягивание донной части заготовки осуществляют на величину, отлитую от величины вытягивания 15 трубчатого участка корпусной части для придания по меньшей мере, донной части непрерывных колебаний по толщине стенки, причем средняя величина наибольшей толщины стенки в донной части больше тол- 20 щины стенки корпусной части, посредством управляемого рабочего хода ступенчатого стержня, вытягивая часть трубчатого участка, смежную с донной частью на величину, меньшую чем величина вытягивания трубча- 25 того участка корпусной части.
2. Способ по п.1,отличающийся тем, что используют заготовку, имеющую утолщенную стенку в зоне перехода корпусной части в донную часть с образованием 30 выступа с внутренней стороны заготовки, и
осуществляют контактирование стержня при управляемом рабочем ходе стержня для удер)фния стержня от прохождения в донную часть при прохождении в трубчатую корпусную часть заготовки.
3.Способ по п.2. отличающийся тем, что стержень вводят в заготовку, размещая верхнюю ступень на расстоянии от выступа заготовки, соответствующем управляемому рабочему ходу, а вытягивание донной части и смежной с ней корпусной части осуществляют при рабочем ходе стержня за счет перемещения стержня до соприкосновения его верхней ступени выступом.
4.Способ по П.2, отличающийся тем, что стержень вводят в заготовку, размещая верхнюю ступень в контакте с выступом заготовки, а нижнюю ступень - на расстояНИИ от донной части заготовки, соответствующем управляемому рабочему ходу, а вытягивание донной части осуществляют после контактирования ее со стержнем.
5.Способ по П.2. отличающийся тем, что осуществляют фрикционное контактирование стержня с утолщенной частью заготовки по начала выдувания для обеспечения в донной части в зоне смежной с корпусной частью наибольшей толщины стенки, большей толщины стенок корпусной части.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТМАССОВЫЙ СОСУД С РУЧКОЙ | 1994 |
|
RU2109665C1 |
| ФОРМОВАННАЯ ДУТЬЕМ ПЛАСТМАССОВАЯ ЕМКОСТЬ | 1995 |
|
RU2145297C1 |
| ФОРМОВАННЫЙ С РАЗДУВОМ И ВЫТЯЖКОЙ ПЛАСТИКОВЫЙ СОСУД С ВЫПОЛНЕННОЙ ЦЕЛЬНО ЗОНОЙ ЗАХВАТА И СПОСОБ ПОЛУЧЕНИЯ ПЛАСТИКОВОГО СОСУДА | 2017 |
|
RU2735719C2 |
| ТРУБЧАТЫЙ КОНТЕЙНЕР ИНЖЕКЦИОННОГО ФОРМОВАНИЯ С ДУТЬЕВОЙ ВЫТЯЖКОЙ (ВАРИАНТЫ) | 1997 |
|
RU2176611C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫДУВНОГО ПЛАСТМАССОВОГО СОСУДА И СООТВЕТСТВУЮЩИЙ ПЛАСТМАССОВЫЙ СОСУД | 2014 |
|
RU2656481C2 |
| СПОСОБ ФОРМОВАНИЯ РАЗДУВОМ И ВЫТЯЖКОЙ | 2015 |
|
RU2699650C2 |
| ФОРМОВАННЫЙ ДУТЬЕМ ПЛАСТИКОВЫЙ СОСУД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2144894C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОПТИМИЗИРОВАННОГО КОНТУРА ДНА НА ЗАГОТОВКЕ | 2013 |
|
RU2627858C2 |
| ПЛАСТМАССОВЫЙ СОСУД С ВЫПУСКНОЙ НАСАДКОЙ | 2011 |
|
RU2555666C2 |
| ПЛАСТМАССОВЫЙ СОСУД | 2013 |
|
RU2611294C2 |
Изобретение относится к изготовлению из термопластичного р-^атериала емкостей типа бутылок из литых заготовок. Цель изобретения - повышение качества емкости за счет получения утолщения стенок в придонной части емкости. Для этого з способе изготовления емкости раздувом из литойзаготовки с переменной толщиной стенки, включающем размещение заготовки в форме ДЛИ раздува, введение в заготовку ступенчатого стержня для вытягивания,осевую аытяхчку заготовки стержнем и раздув заготовки до соприкосновения с формой, осевое вытягивание донной части заготовки осуществляют на величину, отличную от величины вытягивания трубчатого участка корпусной части для придания по меньшей мере донной части непрерывных колебаний по толщине стенки, причем средняя величина наибольшей толщины стенкм в донной части больше толщины стенки корпусной части за счет управляемого рабочего хода ступенчатого стержня, вытягивая часть трубчатого участка, смежную с донной частью, на величину, меньшую чем величина вытягивания трубчатого участка корпусной части. 4з.п.ф- лы. 9 ил.W=s=
Фи.1
Фиг. 2
Фи1,3
17
13
БВ
Фиг.
фигЛ
