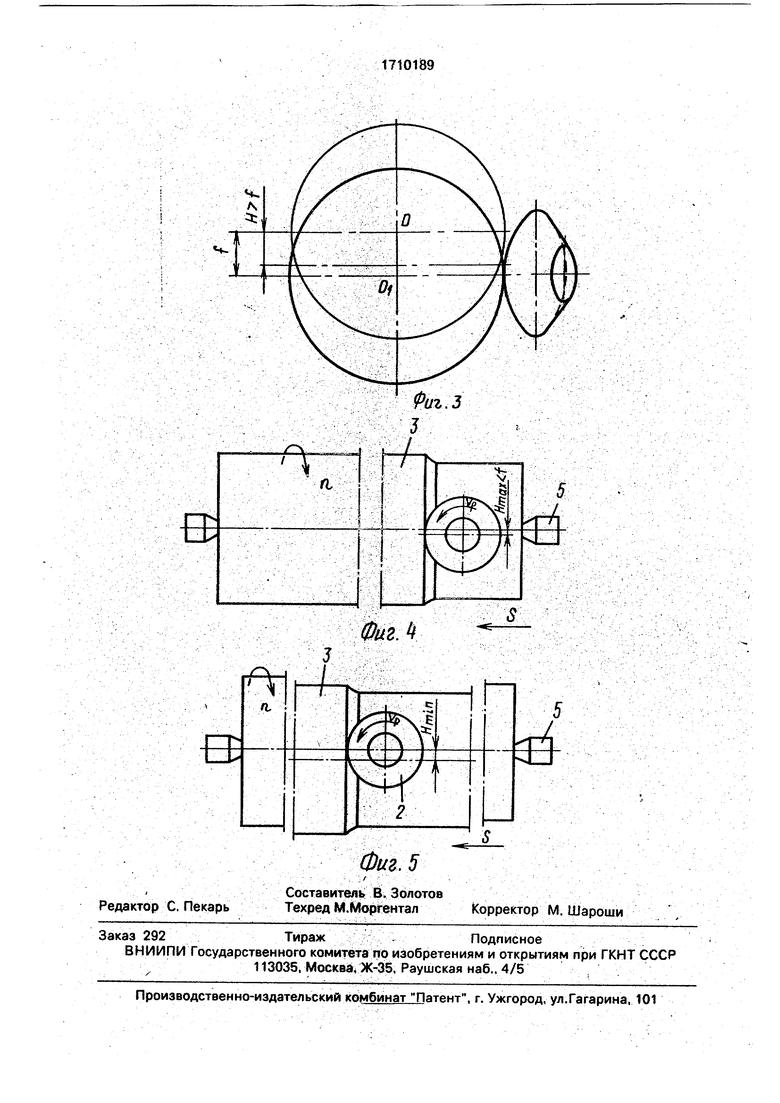
Изобретение относится к обработке материалов резанием и может быть использовано при обработке ротационным режущим инструментом каландровых валов бумагоделательных машин. Целью изобретения является повышение качества обработки. На фиг. 1 представлена схема обработки по предлагаемому способу; на фиг.2 - схема нагружения обрабатываемого вала прогиб его оси под действием собственной массы; на фиг.З - схема установки режущего инструмента по предлагаемому способу; на фиг.4 - схема расположения режущего инструмента при обработке концевых зон каландрового вала; на фиг.5 - схема расположения режущего инструмента при обработке серединной зоны каландрового вала. Способ осуществляют следующим образом. Измеряют статический прогиб fc обрабатываемого вала 1 вдоль его длины и определяют сечение с его максимальным значением. Затем располагают ротационный режущий инструмент 2 (чашечный резец) относительно обрабатываемой поверхности 3 под углом Vв горизонтальной плоскости и смещают его ось 4 относительно оси центров 5 станка на величину Н, выдерживая соотношение Н fc, где fc максимальный статический прогиб Ьбрабатываемого вала. После выполнения указанных операций сообщают обрабатываемому валу вращение, подводят к его поверхности режущий инструмент 2, сообщают ему вращение со скоростью VP относительно геометрической оси 4 и движение подачи S и производят обработку. При зтом частоту вращения п обрабатываемого вала устанавливают из соотношенияW Формулаизобретения 1.Способ обработки , включающий вращение обрабатываемого вала и формирование его поверхности чашечным режущим инструментом, приводимым во вращение вокруг своей геометрической оси, расположенной в плоскости, параллельной основной плоскости и смещенной относительно оси центров станка, и под углом по отношению к проекции оси центров на указанную плоскость, от л и ч а ю щ и и с я тем, что, с целью повышения качества обработки каландровых валов, измеряют статический прогиб вала и смещают ось режущего инструмента в направлении вра1цения вала на величину, равную или большую величины статического прогиба вала. 2.Способ по п.Т, о т л и ч а Ю щ и йс я тем, что. частоту вращения вала устанавливают исходя из соотношения -, п -% где h - частота вращения обрабатываемого вала; .. , ,:,; ; ... .;; . fc - максимальный статический прогиб обрабатываемого вала.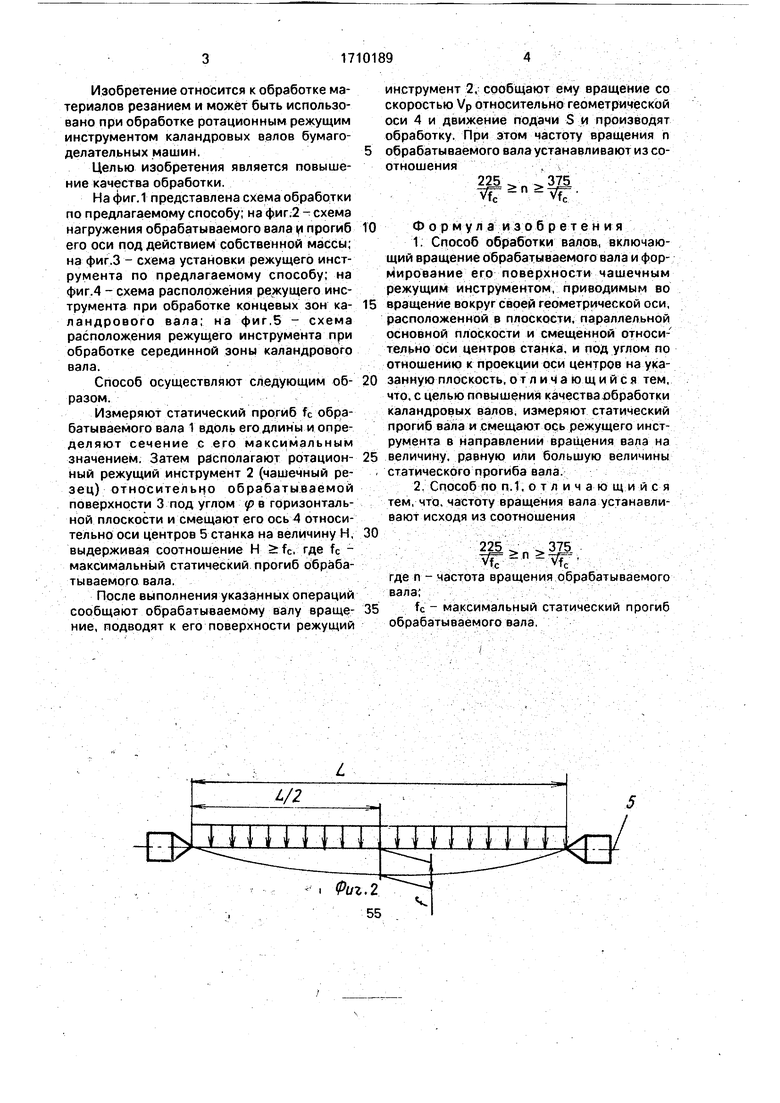
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комбинированной обработки валов режущим и деформирующим элементами | 1991 |
|
SU1821344A1 |
| Способ обработки тел вращения ротационным резцом | 1985 |
|
SU1303264A1 |
| Способ комбинированной обработки валов режущим и деформирующим элементами | 1991 |
|
SU1821343A1 |
| Способ обработки ротационным резцом | 1981 |
|
SU1123790A1 |
| Способ обработки валов чашечным резцом | 1989 |
|
SU1785826A1 |
| Способ точения некруглых в поперечном сечении тел | 1986 |
|
SU1364396A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ обработки ротационным резцом | 1982 |
|
SU1130443A2 |
| СПОСОБ ВИБРАЦИОННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2010 |
|
RU2452598C1 |
| Способ обработки на токарном станке, имеющем узел с вращающимся валом, и устройство для его реализации | 2019 |
|
RU2739461C1 |
Изобретение относится к обработке материалов резанием и может быть использовано при обработке ротационным режущим2 .инструментом каландровых валов бумагоделательных машин. Цель изобретения - повышение качества обработки. Для зтого измеряют статический прогиб fc обрабать!- ваемого вала 1 вдоль его длины и определяют сечение с его максимальным значением. Затем располагают ротационный режущий инструмент 2 относительно обрабатываемой поверхности 3 под углом </) в горизонтальной плоскости, смещая его ось 4 относительно оси 5 центров станка на величину Н. выдерживая соотношение Н >&fc, где fc - максимальный статический прогиб обрабатываемого вала, и производят обработку вращающегося вала. 1 з.п. ф-ль), 5 ил.щП Л/^SИ00ю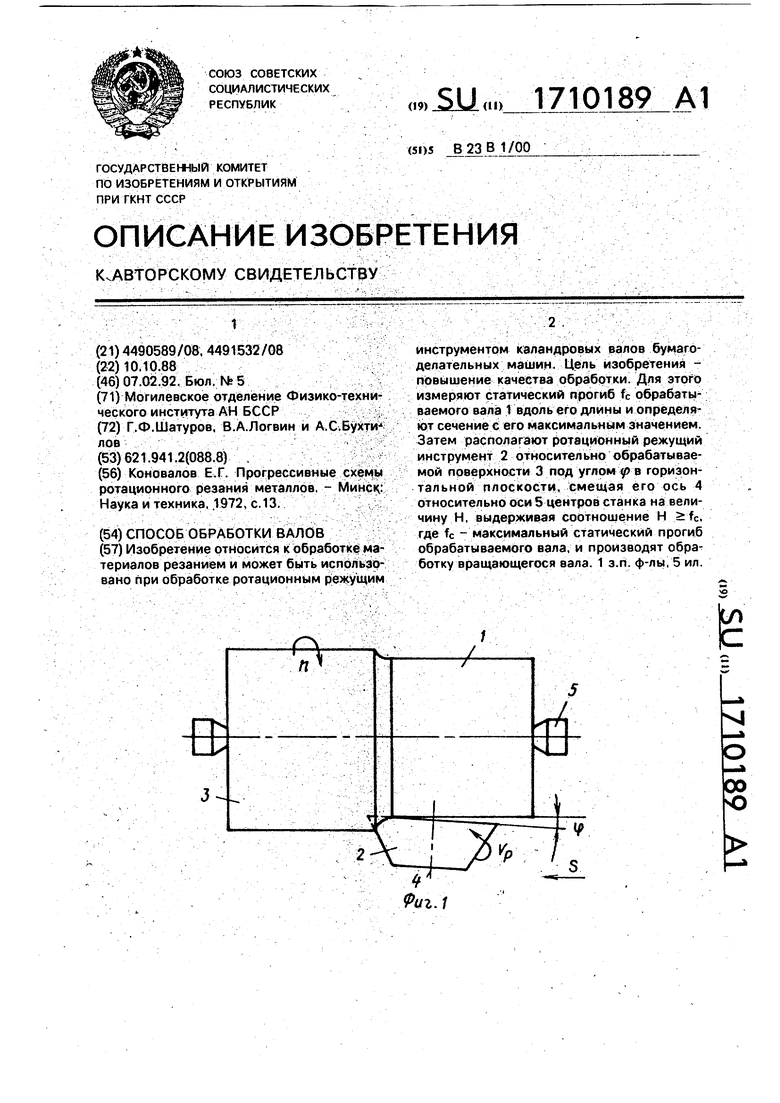
| Коновалов Е.Г | |||
| Прогрессивные схемы ротационного резания металлов | |||
| - Минск: Наука и техника | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
