Изобретение относится к области машиностроения, а именно к способам изготовления глубоких отверстий любого профиля и малого сечеиия в металлах и сплавах в процессе электрической размерной обработки.
Цель изобретения - повышение точности обработки отверстий.
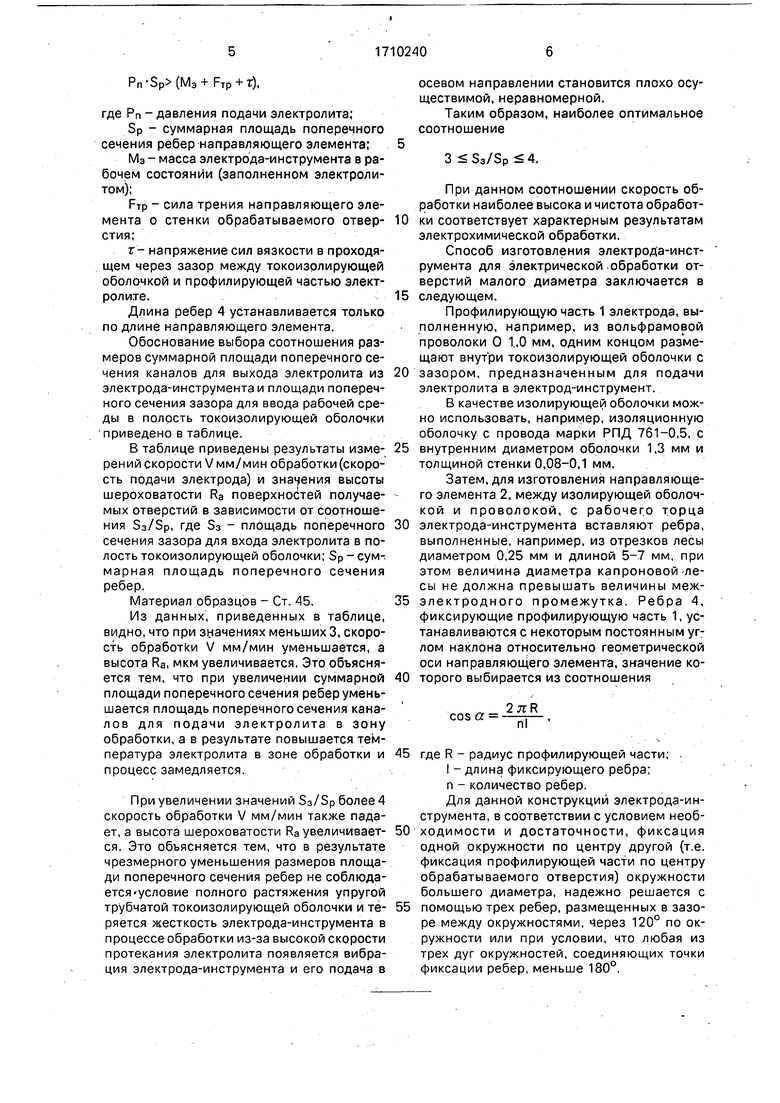
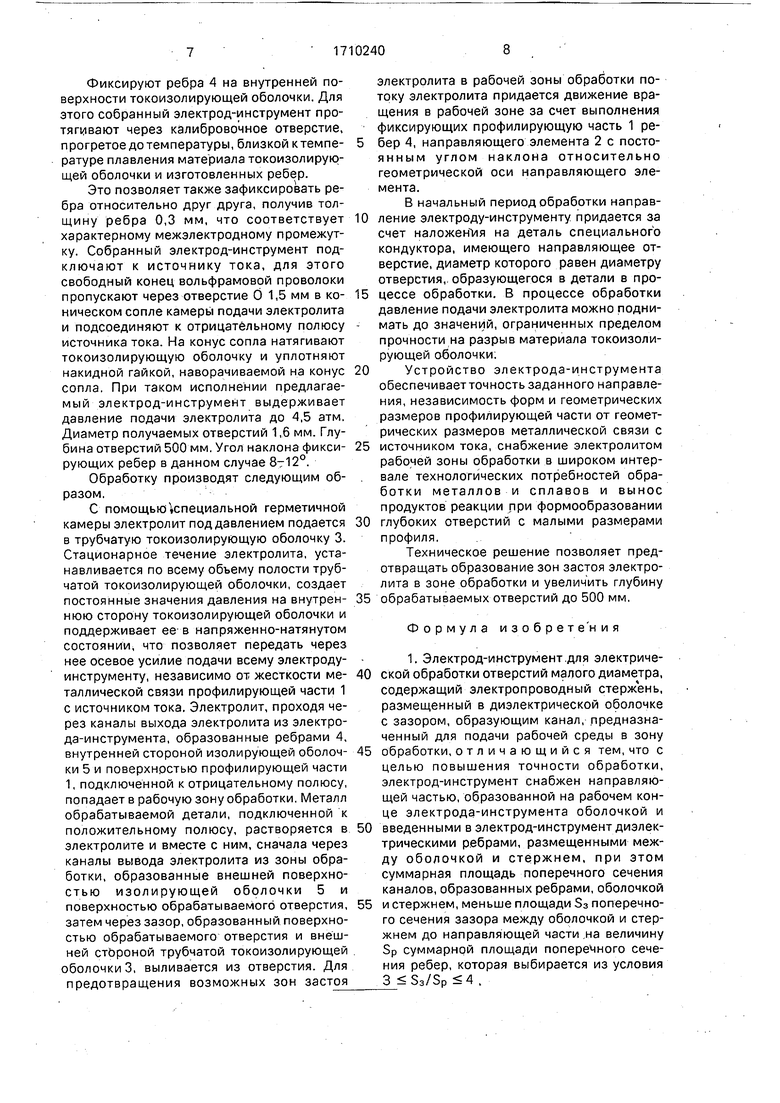
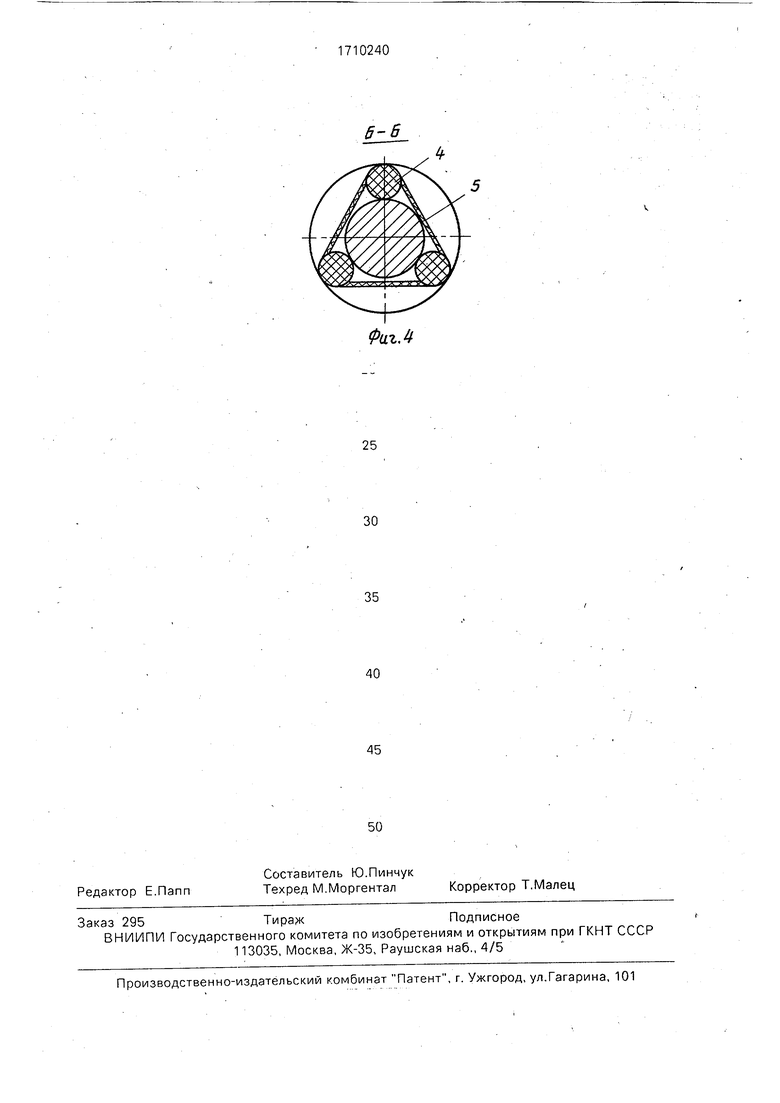
На фиг. 1 изображено отверстие с расположённой в нем токопроводящей стенкой, момент обработки продольное сечение; на фиг.2 - электрод-инструмент, продольное сечение; на фиг.З -сечение А-А на фиг.2; на фиг.4 - сечение Б-ь на фиг.2.
Устройство содержит профилирующую часть 1, направляющий элемент 2, токоизолирующую оболочку 3, причем профилирующая часть 1 установлена в токоизолирующей оболочке 3 с зазором для подачи рабочей средь в электрод-инструмент, а направляющий элемент выполнен в виде ребер 4, соединенных между собой тонкой изолирующей оболочкой 5, размещенных в боковом межэлектродном промежутке с возможностью фиксации профилирующей части .по центру обрабатываемого отверстия. Ребра и тонкая изолирующая оболочка делят межэлектродный промежуток на несколько каналов: каналы .для выхода электролита из электрода-инструмента и каналы для вывода электролита из зоны обработки. Каналы для выхода электролита из электрода-инструмента образованы поверхностями профилирующей части 1, ребер 4 и внутренней стороной изолирующей оболочкиб, а каналы длявывода электролита из рабочей зоны образованы боковой поверхностью обрабатываемого отверстия и внешней стороной изолирующей части, при этом суммарная площадь ,поперечного сечения каналов для выхрда электролита из электрода инструмента меньше площади поперечного сечения зазора для ввода рабочей среды в полость токоизолирующей оболочки на величину суммарной площади поперечного сечения ребер, которая выбирается из условия:
3 5з/5р 4,
где 5з- площадь поперечного сечения зазора для ввода рабочей среды в полость токоизолирующей оболочки;
SP - суммарная площадь поперечного сеченя ребер.
Верхняя часть направляющего элемента 2 герметично соединена с трубчатой токоизолирующей оболочкой 3 (фиг.2 и 3),, наружный диаметр которой меньше диаметра обрабатываемого отверстия.
Второй конец токоизолирующей оболочки соединен герметично со специальной камерой подачи электролита, при этом площадь сечения внутренней полости не перекрывается деталями крепления ее к камере, заполненной электролитом.
Профилирующая часть электродаинструмента соединена через полость трубчатой токоизолирующей оболочки посредством металлической связи с источником тока. Форма и геометрические размеры поперечного сечения профилирующей части независимы от формы и геометрических размеров поперечного
5 сечения металлической связи с источником тока при соблюдении условия соответствия давления подачи электролита установлению стационарного течения электролита по всему Объему полости
0 трубчатой токоизолирующей оболочки. Такое условие можно осуществить, например, исполнением направляющего элемента с суммарной площадью поперечного сечения каналов выхода электролита
5 из электрода-инструмента в рабочую зону обработки мень.шей, чем площадь поперечного сечения зазора для входа электролита из сопла камеры подачи электролита. Металлическую связь можно осуществить проО.должением профилирующей части, не меняя формы и геометрических размеров поперечного сечения по всей длине до подсоединения к источнику тока. Соотношение площадей входа и выхода электролита в пЬ5 лости токоизолирующей оболочки имеет решающее значение в конструкции предлагаемого электрода-инструмента при недостаточной жесткости профилирующей части для передачи осевого усмлия подачи
0 При обработке отверстий, и выбирается в зависимости от массы электрода-инструмента в рабочем состоянии (наполненном электролитом), от вязкости электролита и силы трения направляющего элемента о
5 стенки обрабатываемого отверстия.
В рассматриваемом случае, в предлагаемом электроде-инструменте упругая токоизолирующая оболочка выполняет также функции жесткого конструктивного
0 элемента для передачи осевого усилия подачи.
Это становится возможным вследствие того, что суммарная площадь поперечного сечения ребер, выполненных в боковом
5 межэлектродном промежутке в рабочей зоне и перекрывающих частично выход электролита из токоизолирующей оболочки, выбрана в соотвётствии.с условием полного растяжения упругой трубчатой оболочки по всей длине электрода-инструмента, т.е.
Pn Sp (Мэ + FTP + т),
где РП - давления подачи электролита;
SP - суммарная площадь поперечного сечения ребер направляющего элемента;
Мэ - масса электрода-инструмента в рабочем состоянии (заполненном электролитом);
FTP - сила трения направляющего элемента о стенки обрабатываемого отверстия;
г- напряжение сил вязкости в проходящем через зазор между токоизолирующей оболочкой и профилирующей частью электролите.
Длина ребер 4 устанавливается только по длине направляющего элемента.
Обоснование выбора соотношения размеров суммарной площади поперечного сечения каналов для выхода электролита из электрода-инструмента и площади поперечного сечения зазора для ввода рабочей среды в полость токоизолирующей оболочки приведено в таблице.
В таблице приведены результаты измерений скорости V мм/мин обработки (скорость подачи электрода) и высоты шероховатости Ra поверхностей получаемых отверстий в зависимости от соотношения 5з/5р, где Зз площадь поперечного сечения зазора для входа электролита в полость токоизолирующей оболочки; Sp - сум-, марная площадь поперечного сечения ребер.
Материал образцов - Ст. 45.
Из данных, приведенных в таблице, видно, что при значениях меньших 3, скорость oбpaбoтkи V мм/мин уменьшается, а высота Ra, мкм увеличивается, Это объясняется , что при увеличении суммарной площади поперечного сечения ребер уменьшается площадь поперечного сечения каналов для подачи электролита в зону обработки, а в результате повышается температура электролита в зоне обработки и процесс замедляется.
При увеличении значений Зз/Зр более 4 скорость обработки V мм/мин также падает, а высота шероховатости Ra увеличивается. Это объясняется тем, что в результате чрезмерного уменьшения размеров площади поперечного сечения ребер не соблюдается «условие полного растяжения упругой трубчатой токоизолирующей оболочки и теряется жесткость электрода-инструмента в процессе обработки из-за высокой скорости протекания электролита появляется вибрация электрода-инструмента и его подача в
осевом направлении становится плохо осуществимой, неравномерной.
Таким образом, наиболее оптимальное соотношение
3 Зз/Зр 4.
При данном соотношении скорость обработки наиболее высока и чистота обработки соответствует характерным результатам электрохимической обработки.
Способ изготовления электрода-инструмента для электрической обработки отверстий малого диаметра заключается в
следующем.
Профилирующую часть 1 электрода, выполненную, например, из вольфрамовой проволоки О 1.,0 мм, одним концом размещают внутри токоизолирующей оболочки с
зазором, предназначенным для подачи электролита в электрод-инструмент.
В качестве изолирующей оболочки можно использовать, например, изоляционную оболочку с провода марки РПД 761-0,5, с
внутренним диаметром оболочки 1,3 мм и толщиной стенки 0,08-0,1 мм.
Затем, для изготовления направляющего элемента 2, между изолирующей оболочкой и проволокой, с рабочего торца
электрода-инструмента вставляют ребра, выполненные, например, из отрезков лесы диаметром 0,25 мм и длиной 5-7 мм, при этом величина диаметра капроновой-лесы не должна превышать величины межэлектродного промежутка. Ребра 4, фиксирующие профилирующую часть 1, устанавливаются с некоторым постоянным углом наклона относительно геометрической оси направляющего элемента, значение которого выбирается из соотношения
2л:Р
cos а - п1
где R - радиус профилирующей части; . I - длина фиксирующего ребра: п - количество ребер. Для данной конструкций электрода-инструмента, в соответствии с условием необходимости и достаточности, фиксация одной окружности по центру другой (т.е. фиксация профилирующей части по центру обрабатываемого отверстия) окружности большего диаметра, надежно решается с
помощью трех ребер, размещенных в зазоре между окружностями, через 120° по окружности или при условии, что любая из трех дуг окружностей, соединяющих точки фиксации ребер, меньше 180°.
Фиксируют ребра 4 на внутренней поверхности токоизолирующей оболочки. Для этого собранный электрод-инструмент протяг1/1вают через калибровочное отверстие, прогретое до температуры, близкой ктемпературе плавления материала токоизолирующей оболочки и изготовленных ребер.
Это позволяет также зафиксировать ребра относительно друг друга, получив толщину ребра 0,3 мм, что соответствует характерному межэлектродному промежутку. Собранный электрод-инструмент подключают к источнику тока, для этого свободный конец вольфрамовой проволоки пропускают через отверстие О 1,5 мм в коническом сопле камерь подачи электролита и подсоединяют к отрицательному полюсу источника тока. На конус сопла натягивают токоизолирующую оболочку и уплотняют накидной гайкой, наворачиваемой на конус сопла. При таком исполнении предлагаемый электрод-инструмент выдерживает давление подачи электролита до 4,5 атм. Диаметр получаемых отверстий 1,6 мм. Глубина отверстий 500 мм. Угол наклона фиксирующих ребер в данном случае 8т12°.
Обработку производят следующим образом.
С помощью специальной герметичной камеры электролит под давлением подается в трубчатую токоизолирующую оболочку 3. Стационарное течение электролита, устанавливается по всему объему полости трубчатой токоизолирующей оболочки, создает постоянные значения давления на внутреннюю сторону токоизолирующей оболочки и поддерживает ее в напряженно-натянутом состоянии, что позволяет передать через нее осевое усилие подачи всему электродуинструменту, независимо от жесткости металлической связи профилирующей части 1 с источником тока. Электролит, проходя через каналы выхода электролита из электрода-инструмента, образованные ребрами 4, внутренней стороной изолирующей оболочки 5 и поверхностью профилирующей части 1, подключенной к отрицательному полюсу, попадает в рабочую зону обработки. Металл обрабатываемой детали, подключенной к положительному полюсу, растворяется в электролите и вместе с ним, сначала через каналы вывода электролита из зоны обработки, образованные внешней поверхностью изолирующей оболочки 5 и поверхностью обрабатываемого отверстия, затем через зазор, образованный поверхностью обрабатываемого отверстия и внешней стброной трубчатой токоизолирующей оболочки 3, выливается из отверстия. Для предотвращения возможных зон застоя
электролита в рабочей зоны обработки потоку электролита придается движение вращения в рабочей зоне за счет выполнения фиксирующих профилирующую часть 1 ребер 4, направляющего элемента 2 с постоянным углом наклона относительно геометрической оси направляющего элемента.
В начальный период обработки направление электроду-инструменту придается за счет наложен 1я на деталь специального кондуктора, имеющего направляющее отверстие, диаметр которого равен диаметру отверстия,: образующегося в детали в процессе обработки. В процессе обработки давление подачи электролита можно поднимать до значений, ограниченных пределом прочности на разрыв материала токоизолирующей оболочки;
Устройство электрода-инструмента обеспечиваетточность заданного направления, независимость форм и геометрических размеров профилирующей части от геометрических размеров металлической связи с источником тока, снабжение электролитом рабочей зоны обработки в широком интервале технологических потребностей обработки металлов и сплавов и вынос продуктов реакции при формообразовании глубоких отверстий с малыми размерами профиля.
Техническое решение позволяет предотвращать образование зон застоя электролита в зоне обработки и увеличить глубину обрабатываемых отверстий до 500 мм.
Формула изобретения
1. Электрод-инструмент.для электрической обработки отверстий малого диаметра, содержащий электропроводный стержень, размещенный в диэлектрической оболочке с зазором, образующим канал, предназначенный для подачи рабочей среды в зону обработки, отличающийся тем, что с целью повышения точности обработки, электрод-инструмент снабжен направляющей частью, образованной на рабочем конце электрода-инструмента оболочкой и введенными в электрод-инструмент диэлектрическими ребрами, размещенными между оболочкой и стержнем, при этом суммарная площадь поперечного сечения каналов, образованных ребрами, оболочкой и стержнем, меньше площади Зз поперечного сечения зазора между оболочкой и стержнем до направляющей части ,на величину SP суммарнрй площади nonepe iHoro сечения ребер, которая выбирается из условия 3 5з/5р 4 .
2, Способ изготовл.ения электродаинструмента для электрической обработки отверстий малого диаметра, заключающийся в размещении с зазором электропроводного стержня внутри диэлектрической оболочки, отличающийся тем, что, с целью повышения точности обработки, в зазор между оболочкой и стержнем со стороны рабочего конца электрода-инструмента вставляют отрезки капроновой нити и фиксируют их на внутренней поверхности оболочки путем протягивания собранного электрода-инструмента через предварительно нагретый до температуры, близкой к температуре плавления материала оболочки и нитей, калибрующий элемент с отверстием, диаметр которого выбирают меньше диаметра собранного электрода-инстру0мента на 0,1-0,05 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент | 1972 |
|
SU505551A1 |
| Электрод-инструмент | 1972 |
|
SU536931A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ ТРУБЫ С KLM-РЕБРАМИ | 2012 |
|
RU2574146C2 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1991 |
|
RU2023555C1 |
| Сборный электрод-инструмент для электрохимического формообразования полостей | 1977 |
|
SU625894A1 |
| Устройство для изготовления хроматографических колонок | 1980 |
|
SU947757A1 |
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU1068250A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2578895C2 |
| Горелка для электродуговой сварки в защитных газах | 1983 |
|
SU1174209A2 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2019 |
|
RU2709881C1 |
Изобретение относится к области маши-, ностроения и может использоваться при размерной электрробработке отверстий малого диаметра. Цель изобретения - повыше-' ние точности обработки за счет повышения^ жесткости электрода-инструмента. Устройство содержит профилирующую часть 1. направляющую часть. тркоизолирую14ую оболочку 3. Профилирующая часть 1 установлена в оболочке 3 с зазором, предназначенным для подачи рабочей среды в зону обработки. Направляющая часть выполненав виде ребер 4. соединенных между собой оболочкой. Суммарная площадь поперечного сечения каналов, образованных ребрами, оболочкой и частью 1. меньше площади поперечного сечения зазора между оболочкой и частью 1 до направляющей части на величину суммарной площади поперечного сечения ребер, которая выбирается из условия 3 ^ 5з/3р <4. где SP - суммарная площадь поперечного сечения ребер; :3з'^^площадь поперечного сечения зазора между оболочкой и частью 1 до направляющей части. При изготовлении электрода-инструнёнта в за- ,зор между оболочкой и профилирующей частью со стороны рабочего конца электрода-инструмента вставляют .отрезки капроновой нити и фиксируют их на внутренней поверхности оболочки путем протягивания собранного электрода-инструмента через предварительно нагретый до температуры, близкой к температуре плавления материала оболочки и нитей, калибрующий элемент с отверстием, диаметр которого .выбирают меньше диаметра собранного электрода- инструмента на 0,1-0,05 мм. 2 с.п.ф'-лы, 4 ил., 1 табл.. .^L^L/I;^rCOXI о|ЮiJ^iOl>&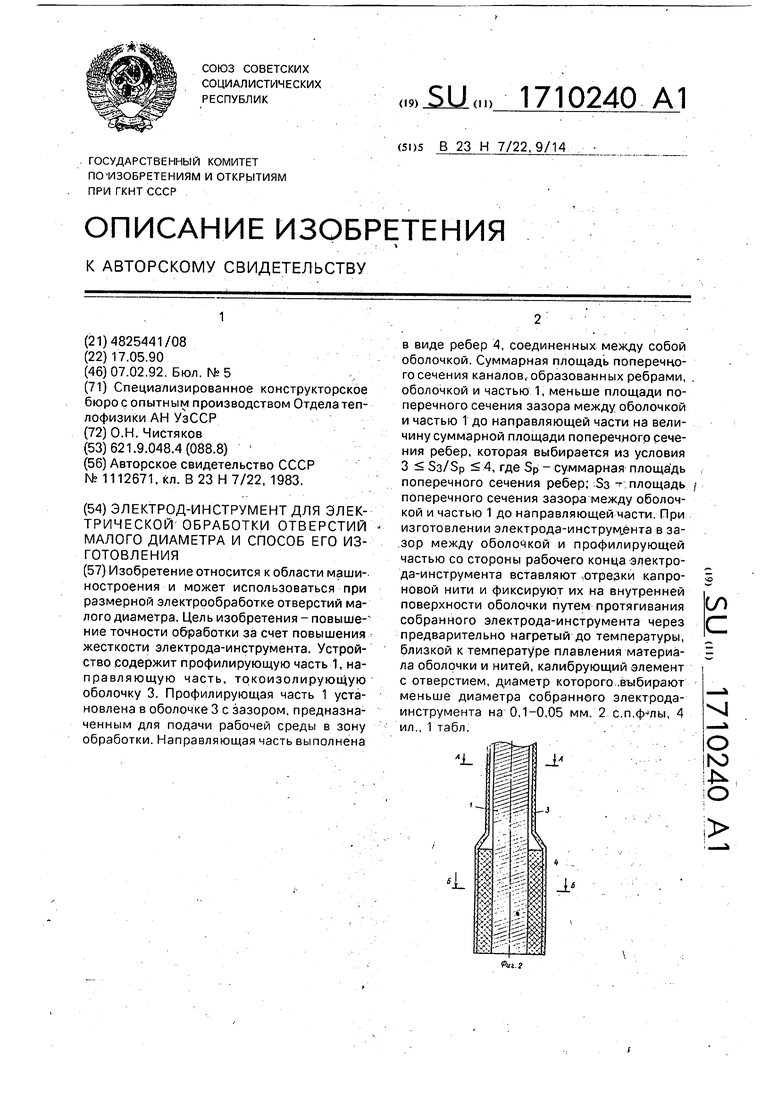
Отёод электролита
Подала электролита
fe.J
6-6
ФагЛ
| Авторское свидетельство СССР N? 1112671 | |||
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
