Изобретение относится к сварочному оборудованию для сварки плавящимся электродом в среде защитных газов, в частности к горелкам для электродуговой сварки плавящимся электродом в смеси защитного газа с воздухом.
Известна горелка для электродуговой сварки плавящимся электродом в смеси защитного газа с воздухом, изготовляемой при помощи газораспределительной аппаратуры [1].
Защитный газ и воздух поступают из баллонов или трубопроводов газовой или воздушной сети через газовые редукторы, которыми задают их расход, в газовый смеситель для установления требуемого состава смеси. Полученная смесь защитного газа с воздухом подается в газопроводный канал горелки, а оттуда - в зону сварки.
Недостатком данной горелки является необходимость в газораспределительной аппаратуре для подвода, снижения давления, регулирования расхода и контроля для каждого компонента смеси, а также их смешивания. Это увеличивает стоимость оборудования сварочного поста с такой горелкой и усложняет его эксплуатацию.
Известна сварочная горелка низкого давления [2], в которой защитный газ смешивается с окружающим воздухом за счет всасывания его в горелку в процесс сварки. Горелка содержит смонтированное внутри трубчатой ручки входное газовое сопло с сужающимся осевым отверстием, за которым по направлению потока газа находится камера сгорания. Горючий газ проходит через сужающееся осевое отверстие, вследствие чего он приобретает высокую скорость истечения и создает разрежение в камере сгорания. Окружающий воздух всасывается через воздушный канал в трубчатой ручке в камеру сгорания, где он смешивается с горючим газом. Образованная смесь сгорает и служит источником тепла для сварки.
Данная горелка предназначена для газопламенной сварки и устройство ее не позволяет осуществлять дуговую сварку плавящимся электродом в смеси защитного газа с воздухом.
Известна горелка для дуговой сварки плавящимся электродом в смеси защитного газа с воздухом [3]. Горелка содержит корпус, направляющую трубку для подачи электродной проволоки с кольцевым сужающимся зазором между поверхностями осевого сужающегося отверстия и электродной проволоки, а также сопла, и соединенного с окружающим воздухом всасывающим отверстием, причем последнее образовано в стенке сопла.
При работе горелки происходит всасывание воздуха в боковое отверстие в стенке сопла.
Недостатком данной горелки является то, что кольцевой зазор между поверхностями проволоки и выходного отверстия направляющей трубки не является постоянным, так как он изменяется при движении проволоки из-за наличия изгибов по ее длине. Это приводит к изменению количества всасываемого воздуха.
Наиболее близкой по технической сущности и достигаемому эффекту к предложенной горелке является горелка [4] для дуговой сварки в среде защитного газа, содержащая корпус с каналом для подачи защитного газа, образованным соосными и сообщающимися между собой втулкой с сужающимся к рабочему торцу горелки центральным коническим каналом, смесительной камерой и полостью сопла, соединенной со смесительной камерой, отверстие для прохода второго потока газа, соединенное со смесительной камерой. Смесительная камера и втулка с сужающимся коническим каналом входят в эжектор.
Конструкция горелки предусматривает разделение подаваемого в горелку потока газа на два, один из которых проходит через эжектор и создает разрежение, под действием которого наружный поток газа проходит по винтовым канавкам, интенсивно охлаждая горелку.
Недостатком горелки является невозможность вести сварку плавящимся электродом в смеси защитного газа и воздуха.
Целью изобретения является обеспечение сварки в смеси газа с воздухом плавящимся электродом, а также облегчение настройки горелки и снижение стоимости горелки путем использования существующих серийно изготавливаемых горелок.
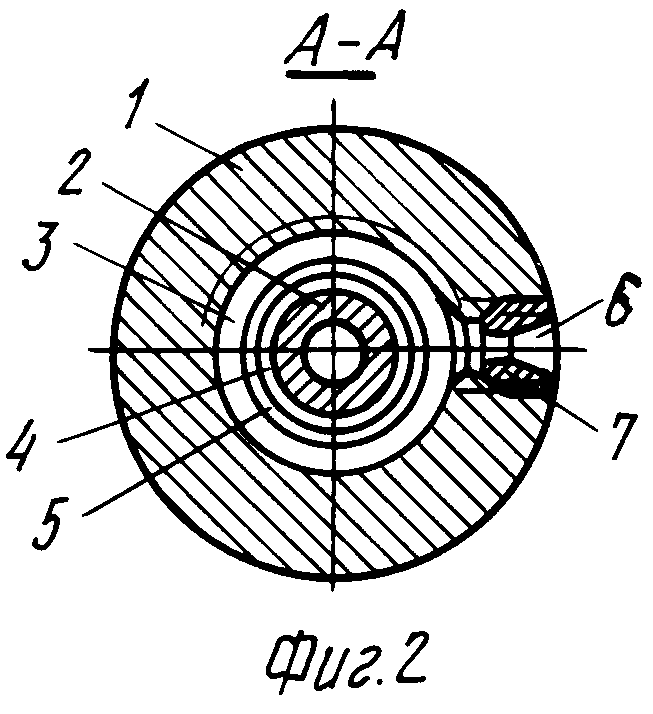
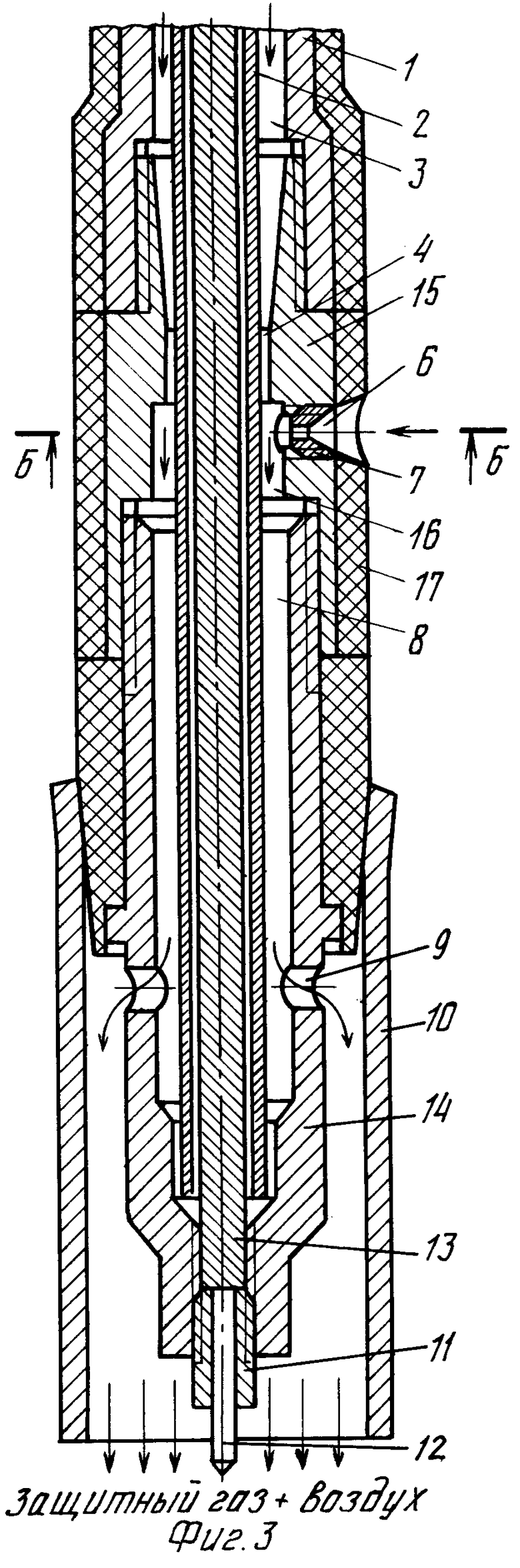
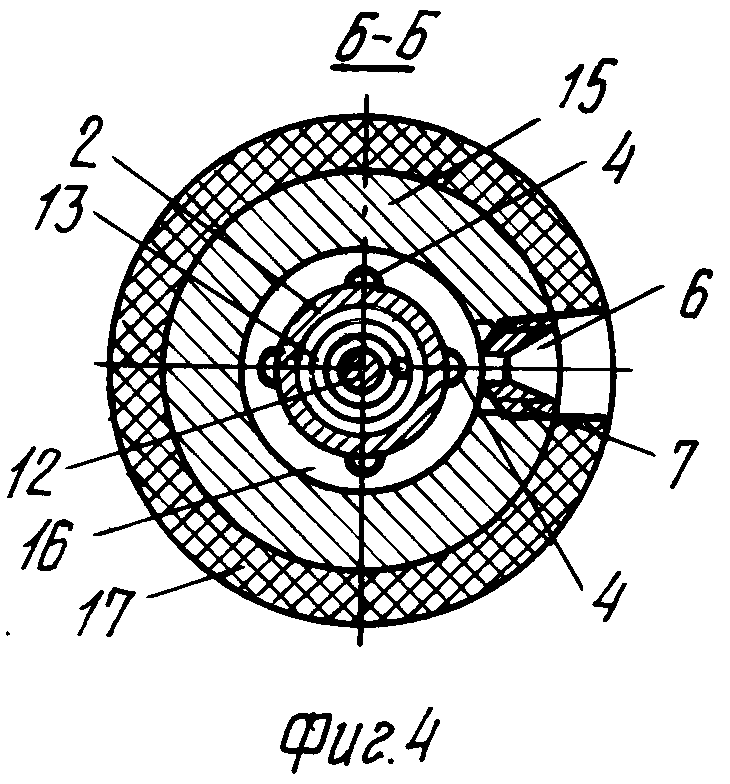
На фиг. 1 показан продольный разрез горелки с дополнительной втулкой, расположенной в газопроводном канале; на фиг.2 - разрез А-А на фиг.1; на фиг. 3 - продольный разрез горелки, имеющей токоподводящую свечу, соединенную с корпусом горелки через дополнительную переходную муфту; на фиг.4 - разрез А-А на фиг.3.
Горелка для дуговой сварки плавящимся электродом в смеси защитного газа с воздухом состоит из корпуса 1 с направляющей трубкой 2, расположенной в газопроводном канале 3, имеющем кольцевой сужающийся зазор 4, который образован при помощи дополнительной втулки 5, всасывающего отверстия 6 со сменной дюзой 7, соединяющего смесительную камеру 8, так же как и выходные отверстия 9 с окружающим воздухом, сопла 10, направляющего поток защитного газа в зону сварки, наконечника 11, подводящего сварочный ток и электродной проволоке 12, подаваемой по осевому каналу направляющей трубки 2 или спирали 13.
Корпус может быть выполнен разъемным в поперечном сечении со сменной частью 14, а дополнительная втулка 5 выполнена в виде муфты 15, соединяющей части 1 и 14 корпуса, при этом муфта 15 имеет дополнительное осевое отверстие 16 и токоизолирующее покрытие 17.
Газопроводный канал 3 и кольцевой сужающийся зазор 4 образованы между наружной поверхностью направляющей трубки 2 и внутренними поверхностями соответственно канала корпуса 1 и конического осевого отверстия дополнительной втулки 5 или муфты 15.
Роль смесительной камеры 8 выполняет по существу газопроводный канал горелки, расположенный за кольцевым сужающимся зазором 4 по направлению потока защитного газа. Смесительная камера 8 соединена с окружающим воздухом выходными отверстиями 9 и всасывающим отверстием 6, выполненным в стенке на уровне выхода из кольцевого сужающегося зазора 4.
Дополнительная втулка 5 расположена в газопроводном канале 3 концентрично направляющей трубке 2 на расстоянии от выходных отверстий 9 в пределах 10≅ l≅  , где D - d ≥1,0 - разность диаметров соответственно смесительной камеры 8 и направляющей трубки 2.
, где D - d ≥1,0 - разность диаметров соответственно смесительной камеры 8 и направляющей трубки 2.
Данные соотношения определены экспериментально и определяют условия создания разрежения в смесительной камере 8 и всасывания в нее окружающего воздуха через всасывающее отверстие 6. Установлено, что при 10>l>  возрастает сопротивление потоку защитного газа настолько, что скорость его становится недостаточной для создания разрежения и всасывания воздуха.
возрастает сопротивление потоку защитного газа настолько, что скорость его становится недостаточной для создания разрежения и всасывания воздуха.
Увеличение сопротивления движению защитного газа при l < 10 мм объясняются изменением направления потока защитного газа отверстиями 9, а при l>  и D - d < 1,0 мм - увеличением турбулентных потоков, снижающих скорость движения защитного газа.
и D - d < 1,0 мм - увеличением турбулентных потоков, снижающих скорость движения защитного газа.
Дополнительная втулка 5 может закрепляться в газопроводном канале 3 горелки любым известным способом, например при помощи резьбового соединения.
Диаметр всасываемого отверстия 6 регулируется при помощи сменной дюзы 7, имеющей калиброванное отверстие.
Выходные отверстия 9 имеют суммарную площадь поперечного сечения, равную или превышающую площадь поперечного сечения смесительной камеры 8. Если это условие не соблюдается, то увеличивается сопротивление газовому потоку и снижается эффективность всасывания воздуха.
Оптимальное устройство имеет горелка, у которой минимальный диаметр конического осевого отверстия 4 дополнительной втулки 5 равен наружному диаметру направляющей трубки 2 и на поверхности этого отверстия выполнены продольные канавки, образующие с наружной поверхностью направляющей трубки 2 каналы для прохода защитного газа. При таком устройстве происходит самоцентровка дополнительной втулки 5 и направляющей трубки 2 относительно друг друга и обеспечивается равномерная величина кольцевого зазора 4 по его периметру, выполненного в данном случае в виде каналов.
При разъемном корпусе горелки, состоявшем из частей 1 и 14, плоскость разъема их должна быть расположена перед выходными отверстиями 9 по направлению подачи защитного газа, на расстоянии от них, ограниченном пределами для расположения дополнительной втулки 5 в газопроводном канале 3, т.е. 10≅ l≅  . В этом случае, дополнительная втулка 5 может быть выполнена в виде переходной токопроводящей муфты 15, соединяющей части корпуса 1 и 14 между собой. Это позволяет использовать существующие серийно-изготавливаемые горелки, имеющие разъемный корпус (например, с токоподводящей свечой) для изготовления предлагаемой горелки без дополнительной слесарной доработки их деталей и узлов. При несоответствии расстояния расположения плоскости разъема частей 1 и 14 корпуса расстоянию, ограниченному указанными пределами, горелка с дополнительной втулкой, выполненной в виде переходной муфты 15, будет неспособна всасывать окружающий воздух из-за большого сопротивления потоку защитного газа в смесительной камере 8.
. В этом случае, дополнительная втулка 5 может быть выполнена в виде переходной токопроводящей муфты 15, соединяющей части корпуса 1 и 14 между собой. Это позволяет использовать существующие серийно-изготавливаемые горелки, имеющие разъемный корпус (например, с токоподводящей свечой) для изготовления предлагаемой горелки без дополнительной слесарной доработки их деталей и узлов. При несоответствии расстояния расположения плоскости разъема частей 1 и 14 корпуса расстоянию, ограниченному указанными пределами, горелка с дополнительной втулкой, выполненной в виде переходной муфты 15, будет неспособна всасывать окружающий воздух из-за большого сопротивления потоку защитного газа в смесительной камере 8.
Переходная муфта 15 наряду с коническим осевым отверстием 4 выполнена с дополнительным осевым отверстием 16, диаметр которого равен диаметру смесительной камеры 8, сопряженным с выходом конического осевого отверстия 4 по направлению потока защитного газа и с всасывающим отверстием 6 в стенке на уровне места сопряжения осевых отверстий 4 и 16.
Равенство диаметров дополнительного осевого отверстия 16 смесительной камеры 8 объясняется тем, что канал, образованный им, выполняет роль смесительной камеры 8. При меньшем его диаметра увеличивается сопротивление потоку защитного газа и снижается эффективность всасывания окружающего воздуха. При большем диаметре непроизводительно увеличиваются габариты муфты 15, затрудняющие манипулирование горелкой в процессе сварки.
Выполнение всасывающего отверстия 6 в стенке муфты 15 на уровне участка сопряжения осевых отверстий 4 и 5 способствует эффективному всасыванию окружающего воздуха, так как на этом участке создается наибольшее разрежение выходящим из сужающегося кольцевого зазора 4 потоком защитного газа.
Наружная поверхность переходной токопроводящей муфты 15 покрыта токоизолирующим покрытием 17, предохраняющим сварщика от поражения электрическим током и от случайного замыкания поверхности муфты со свариваемым изделием.
Горелка для дуговой сварки плавящимся электродом в смеси газа с воздухом работает следующим образом.
Перед сваркой с помощью резьбового соединения располагают в газопроводном канале 3 на расстоянии 10≅ l≅  от выходных отверстий 9 дополнительную втулку 5 или переходную токопроводящую муфту 15 и проверяют равномерность кольцевого зазора 4 по его периметру при помощи щупов. Неравномерность может быть вызвана несоосностью газопроводному каналу направляющей трубки 2, которая в существующих стандартных горелках изготовляется медной с недостаточной жесткостью. В этом случае путем изгиба направляющей трубки 2 обеспечивают ее соосность газопроводному каналу 3. Значительно упрощается обеспечение равномерности кольцевого зазора 4 при использовании дополнительной втулки 5 с минимальным диаметром осевого сужающегося отверстия, равным наружному диаметру направляющей трубки 2, на поверхности которого выполнены продольные канавки. За счет этого происходит самоцентрирование осевого отверстия втулки 5 и направляющей трубки 2 с образованием каналов для прохода защитного газа, поперечное сечение каждого из которых одинаково по всему параметру направляющей трубки 2. Это облегчает наладку и эксплуатацию горелки.
от выходных отверстий 9 дополнительную втулку 5 или переходную токопроводящую муфту 15 и проверяют равномерность кольцевого зазора 4 по его периметру при помощи щупов. Неравномерность может быть вызвана несоосностью газопроводному каналу направляющей трубки 2, которая в существующих стандартных горелках изготовляется медной с недостаточной жесткостью. В этом случае путем изгиба направляющей трубки 2 обеспечивают ее соосность газопроводному каналу 3. Значительно упрощается обеспечение равномерности кольцевого зазора 4 при использовании дополнительной втулки 5 с минимальным диаметром осевого сужающегося отверстия, равным наружному диаметру направляющей трубки 2, на поверхности которого выполнены продольные канавки. За счет этого происходит самоцентрирование осевого отверстия втулки 5 и направляющей трубки 2 с образованием каналов для прохода защитного газа, поперечное сечение каждого из которых одинаково по всему параметру направляющей трубки 2. Это облегчает наладку и эксплуатацию горелки.
После монтирования дополнительной втулки 5 подается защитный газ, который, проходя через сужающийся зазор 4, приобретает высокую скорость истечения и создает за счет этого разрежение в смесительной камере 8 или в канале дополнительного отверстия 16, которое выполняет по существу роль смесительной камеры. Под действием разрежения окружающий воздух всасывается в отверстие 6 через сменную дюзу 7 и в камере 8 смешивается с защитным газом. Дальше смесь газов проходит в выходные отверстия 9 и поступает в полость, окруженную соплом 10, и оттуда - в зону сварки.
Одновременно в сварочную зону подается электродная проволока 12 по центральному каналу направляющей трубки 2 или спирали 13, образующей сменный канал. Сварочный ток подводится в электродной проволоке 12 при помощи токоподводящего наконечника 11, который крепится при помощи резьбового соединения в корпусе 1 горелки или его сменной части 14.
Расход защитного газа устанавливают равным величине, при которой обеспечивается надежная защита сварочной зоны от окружающего воздуха. Регулирование состава смеси защитного газа с воздухом осуществляют путем подбора дюзы 7 с требуемым калиброванным отверстием. Настройка горелки и контроль за составом смеси газов осуществляется при помощи расходомерной газовой аппаратуры, например, газовых ротаметров. Экспериментально определено, что процентное соотношение количества воздуха в составе смеси остается постоянным при изменении расхода защитного газа в пределах от 8 до 50 л/мин, т.е. практически во всем диапазоне расходов защитного газа, при которых осуществляется сварка плавящимся электродом в защитных газах.
Таким образом, предложенная горелка обеспечивает стабильный состав смеси защитного газа с воздухом, что позволяет повысить качество сварки; является удобной и надежной при эксплуатации.
П р и м е р. Пo предложенному устройству были изготовлены две сварочные горелки. Одна из них предназначена для автоматической сварки автоматом АДГ-502, а другая - для механизированной сварки полуавтоматом А-547у.
Корпус горелки для автоматической сварки выполнен с центральным газопроводным каналом, имеющим резьбу диаметром D = 16 мм. Медная направляющая трубка с наружным диаметром d = 12 мм и осевым отверстием с резьбой на торце для сменного токоподводящего наконечника, расположена в газопроводном канале, соосно ему. Корпус и сопло горелки токоизолированы друг от друга и от направляющей трубки.
Дополнительная втулка изготовлена из латуни с наружной резьбой М16 и осевым коническим отверстием с углом раствора 30о, минимальный диаметр которого равен 12,8 мм. Таким образом, величина кольцевого сужающегося зазора между поверхностью осевого конического отверстия и наружной поверхностью направляющей трубки равнялась  = 0,4 мм = 0,4 мм.
= 0,4 мм = 0,4 мм.
Равномерность кольцевого зазора по его периметру проверяли при помощи щупа и устанавливали его за счет изгиба направляющей трубки. Дополнительную втулку вкручивали в газопроводный канал на расстояние от выходных отверстий, которое ограничено пределами, определяемыми из выражения 10≅ l≅  или после соответствующей подстановки значений равными 10 ≅ l ≅130 мм. Учитывая конструктивные особенности горелки это расстояние выбрано 30 мм.
или после соответствующей подстановки значений равными 10 ≅ l ≅130 мм. Учитывая конструктивные особенности горелки это расстояние выбрано 30 мм.
Выходные отверстия смесительной камеры выполнены диаметром 4,5 мм в количестве 6 шт по периметру дна газопроводного канала из расчета, что их суммарная площадь поперечного сечения превышает площадь поперечного сечения смесительной камеры или по существу, газопроводного канала, роль которого он выполняет, т.е. суммарная площадь поперечных сечений выходных отверстий равняется  6= 95,1 мм2 , а площадь поперечного сечения газопроводного канала
6= 95,1 мм2 , а площадь поперечного сечения газопроводного канала  = 87,9 мм2.
= 87,9 мм2.
Всасывающее отверстие выполнено в стенке корпуса горелки на уровне выхода из кольцевого сужающегося зазора, образованного дополнительной втулкой, т.е. на расстоянии 30 мм от выходных отверстий газопроводного канала.
Для сварки полуавтоматом А-547А в смеси защитного газа с воздухом была использована стандартная горелка А-547УМ, переделанная по предложенному устройству. Переделка этой горелки заключалась в том, что токоподводящую свечу, являющуюся сменной частью корпуса, и корпус горелки соединяли между собой через дополнительную переходную муфту с осевыми коническим отверстием, выполненную из латуни. Минимальный диаметр конического отверстия равнялся наружному диаметру направляющей медной трубки d = 7 мм. На поверхности этого отверстия выполнены четыре диаметрально противоположные продольные канавки с поперечным сечением в форме полукруга радиусом 0,5 мм. Проверка величины зазоров, образованных каналами, показала равенство их друг другу, что позволило отказаться от настройки горелки.
Диаметр газопроводного канала горелки и дополнительного осевого отверстия муфты, сопряженного с выходом конического осевого отверстия, равнялся 9 мм. Расстояние от выходных отверстий газопроводного канала и кольцевого сужающегося зазора составляло 40 мм. Это расстояние находилось в диапазоне, ограниченном допустимыми пределами, определяемыми из выражения 10≅ l≅  , т.е. l≅
, т.е. l≅  = 63 мм . Так как фактически это расстояние равняется 40 мм, значит по этому условию горелка работоспособна.
= 63 мм . Так как фактически это расстояние равняется 40 мм, значит по этому условию горелка работоспособна.
Выходные отверстия имели диаметр 3 мм и образованы в стенке токоподводящей свечи в количестве четырех штук. Суммарная площадь поперечных сечений выходных отверстий (равная 29,12 мм2) превышала площадь поперечного сечения газопроводного канала (равного  ≈ 25 мм2), что также соответствует устройству заявляемой горелки и обеспечивает ее работоспособность. Всасывающее отверстие образовано в стенке муфты на участке сопряжения конического и дополнительного осевых отверстий. Токоизолирующее покрытие муфты представляло собой резиновую трубку, натянутую с "натягом" на муфту.
≈ 25 мм2), что также соответствует устройству заявляемой горелки и обеспечивает ее работоспособность. Всасывающее отверстие образовано в стенке муфты на участке сопряжения конического и дополнительного осевых отверстий. Токоизолирующее покрытие муфты представляло собой резиновую трубку, натянутую с "натягом" на муфту.
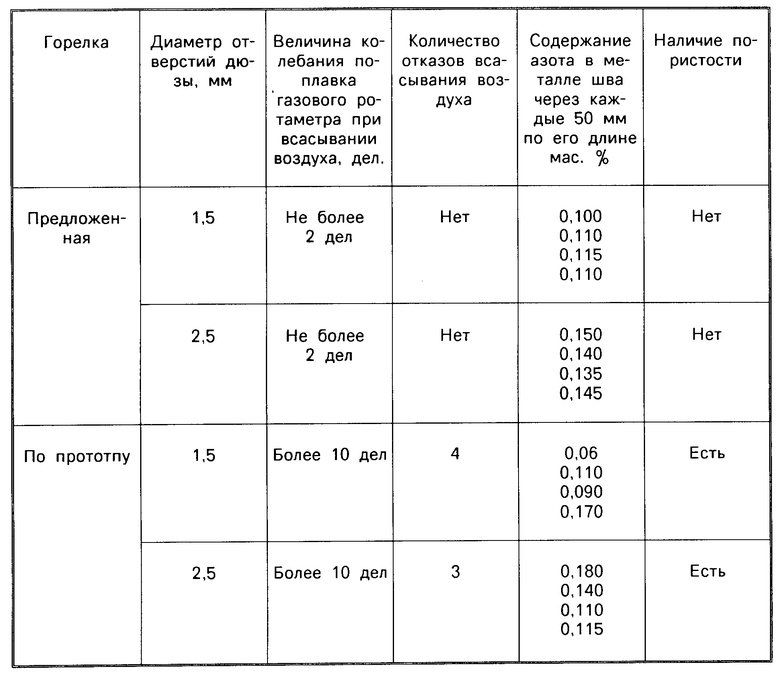
Предложенными горелками производили сварку пластин толщиной 25 мм и длиной 200 мм из теплоустойчивой стали 15Х5М проволокой Св-08Х20Н9Г7Т диаметром 1,6 мм. Расход углекислого газа устанавливали равным 15 л/мин при помощи газового редуктора типа У30. Количество всасываемого воздуха контролировали с помощью газового ротаметра типа РС-3А и регулировали сменными дюзами, имеющими калиброванные отверстия диаметром от 0,5 до 3 мм. Установлено, что при этом количество воздуха в составе смеси с защитным газом изменялось от 0,5 до 15%.
Для сравнения была изготовлена также горелка, имеющая устройство по прототипу. В этом случае, горелка оборудовалась специальным соплом и защитный газ вводили в кольцевой сужающийся зазор, образованный внутренней поверхностью осевого отверстия направляющей трубки и поверхностью электродной проволоки.
Качество сварных соединений контролировали на наличие пористости и содержание азота в металле шва по его длине. Надежность работы горелки определяли по количеству отказов всасывания воздуха в процессе сварки. Результаты приведены в таблице.
Как видно из таблицы, предложенная горелка обеспечивает повышение качества металла шва, проявляемое в более равномерном содержании азота по его длине и отсутствии пористости, за счет увеличения стабильности состава смеси защитного газа с воздухом и более надежной работы горелки. Это достигнуто благодаря следующим преимуществам предложенной горелки: более постоянной в процессе сварки величиной кольцевого сужающегося зазора по его периметру; полным отсутствием забрызгивания электродным металлом поверхности стенок кольцевого сужающегося зазора и смесительной камеры за счет расположения их в газопроводном канале горелки на заданном расстоянии l от выходных отверстий газопроводного канала.
Предложенная горелка позволяет получать газовую смесь защитного газа с окружающим воздухом без дополнительного газораспределительного оборудования для воздуха, поэтому для сварочного поста при работе с предложенной горелкой потребуется газораспределительное оборудование только для защитного газа. Кроме того, значительно облегчается транспортировка и эксплуатация сварочного поста с предложенной сварочной горелкой при производстве сварочных работ на монтаже.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСКОНТАКТНОГО ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ | 1991 |
|
RU2027562C1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1402414A1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1386402A1 |
| Горелка для дуговой полуавтоматической сварки в узкий зазор | 1989 |
|
SU1798079A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Токоподводящий мундштук | 1985 |
|
SU1324791A2 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| Горелка для дуговой сварки в защитных газах | 1979 |
|
SU979052A1 |
| УСТРОЙСТВО ДЛЯ ПЛАЗМЕННО-ДЕТОНАЦИОННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ | 1992 |
|
RU2010615C1 |
Использование: сварка плавящимся электродом в смеси защитного газа с воздухом. Сущность изобретения: горелка содержит корпус с каналом для подачи защитного газа, образованным соосными и сообщающимися между собой втулкой с сужающимся к рабочему торцу горелки центральным коническим каналом, смесительной камерой 8, соединенной с дюзой 7. В горелку входит муфта с радиальными выходными отверстиями 9, направляющая трубка 2 для направления плавящегося электрода, установленная в канале для подачи защитного газа с кольцевым зазором относительно втулки 5. Торец втулки 5, ближний к рабочему торцу горелки, расположен от радиальных выходных отверстий вдоль оси на расстоянии l в пределах  , где D - диаметр смесительной камеры 8; d - наружный диаметр направляющей трубки. Сумма площадей поперечных сечений выходных отверстий 9 равна или больше площади поперечного сечения смесительной камеры 8. Дюза 7 для прохода воздуха расположена у выходного отверстия втулки 5. 2 з.п. ф-лы, 4 ил., 1 табл.
, где D - диаметр смесительной камеры 8; d - наружный диаметр направляющей трубки. Сумма площадей поперечных сечений выходных отверстий 9 равна или больше площади поперечного сечения смесительной камеры 8. Дюза 7 для прохода воздуха расположена у выходного отверстия втулки 5. 2 з.п. ф-лы, 4 ил., 1 табл.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Горелка для дуговой сварки в защитных газах | 1977 |
|
SU683869A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
