XJ
о
ю о
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заполнения тепловой трубы теплоносителем | 1989 |
|
SU1740913A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОНАПОЛНЕННОГО ТЕПЛОВЫДЕЛЯЮЩЕГ ЭЛЕМЕНТА | 2013 |
|
RU2513036C1 |
| Радиоэлектронный блок | 1985 |
|
SU1293860A1 |
| ТЕПЛОВАЯ ТРУБА | 2008 |
|
RU2382972C1 |
| Способ изготовления оболочек | 1984 |
|
SU1181749A1 |
| ФИТИНГ | 2023 |
|
RU2822673C1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1980 |
|
SU963758A2 |
| Система испарительного охлаждения с разомкнутым контуром для термостатирования оборудования космического объекта | 2020 |
|
RU2746862C1 |
| ЩЕЛЕВОЙ ТЕПЛООБМЕННИК | 2011 |
|
RU2472089C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |

Изобретение относится к теплоэнергетике, в частности к способам изготовления тепловой трубы (ТТ), заправленной жидким теплоносителем (ЖТН).
Цель изобретения - повышение качества готового изделия.
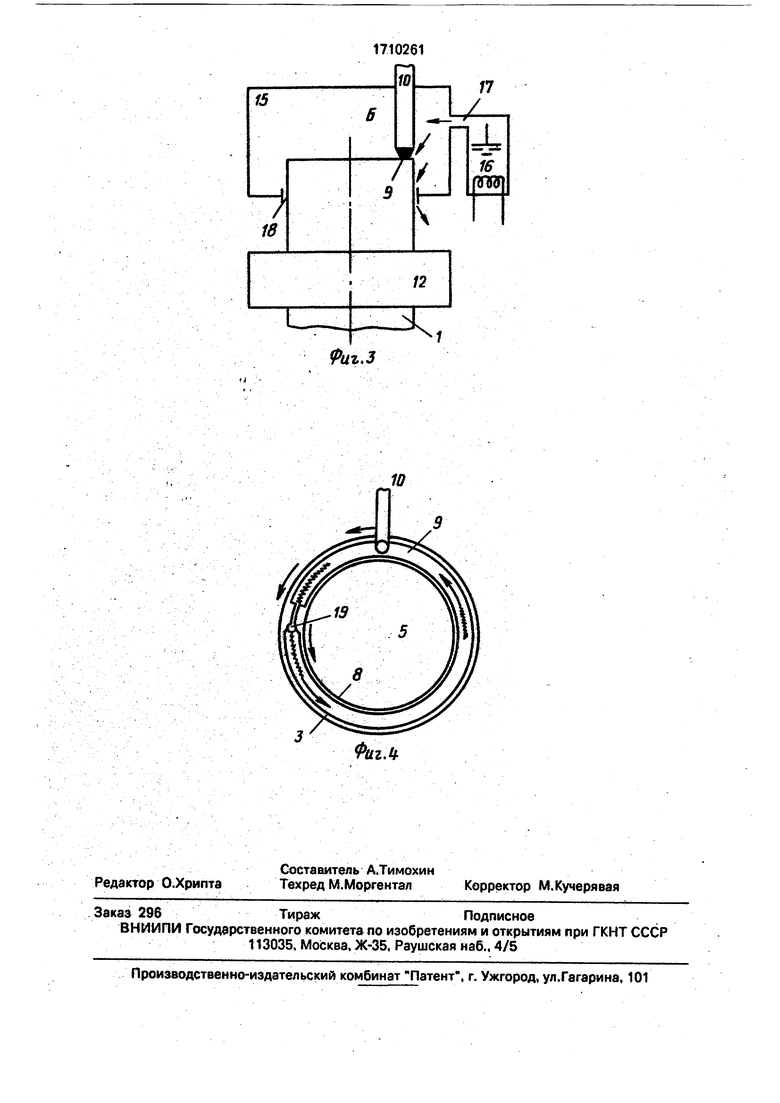
На фиг. 1 показано устройство ТТ с наружным нагревателем и охладителем; на фиг. 2 - устройство торцовой крышки ТТ с осевым проходным отверстием; на фиг. 3 устройство для подвода паров ТН снаружи сварного шва; на фиг. 4 - схема образования сварного шва на торце ТТ.
Способ осуществляется следующим образом.
С обоих концов ТТ 1, содержащей цилиндрические стенки 2 иоткрытые торцы 3, запрессовываются крышки (заглушки) 4 и 5, состоящие из донников 6 и цилиндрических стенок 7. Торцы 3 и 8 стенок 2 и 7 герметично соединяют сварным швом 9, образуемым электродом 10. Затем на стенках 2 устанавливают нагреватель 11 и холодильник 12. ТТ обезгаживают и заполняют ее ЖТН по расчетный уровень, который выше рабочего уровня А-А жидкого теплоносителя в ТТ, при этом образуются жидкостная В и паровая П полости. Заправляют ТТ теплоносителем (ТН) шприцем через заправочное отве ипгме 13, выполненное в ве рхней заглушке. После зтого на расчётный режим включают нагреватель 11, за счет чего полость П заполняют паром ТН и частично пар через отверстие 13 отводят в окружающую среду (ОС).
При достижении расчет него уровня А-А отключают нагреватель 11, включают электрод 10, охладитель 12 и герметично заваривают отверстие 13. При необходимости перед включением злектрода 10 отжимают отверстие 1.3, снижая до минимума праходное сечение. К моменту расплавления металла и заполнения им деформированного уменьшенного отверстия 13 в полости П за счет охлаждения пара ТН создают давление не более чем в ОС, что исключает прохождение пузырьков пара через образуемый при сварке жидкий металл как из полости П в ОС, так и из ОС в полость П. Затем отключают электрод 10, холодильник 12, металл остывает и образует герметичную точечную заварку 14.
Для исключения попадания газа ОС в полость П (при пониженном давлении) используют колпак 15, надеваемый на ТТ. Включают испаритель. 16, заполняя полость Б паром ТН через канал 17, часть пара при этом через зазор 18 отводится в ОС.
При необходимости использования в трубе верхней заглушки 5 без осевого отверстия 13 призапрессовкб заглушки 5 образуют отверстие 19 для выхода пара ТН, и сварной шов 9 образуют путем вращения электрода 10 или трубЫ 1 вокруг оси. При этом сварной шов замыкают при давлении в полости О, равным или меньшим давления ОС/
Формула изобретения
Фиг.2
Риг.З
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
