Изобретение относится к робототехнике, а именно к промышленным роботам, и может найти применение в отраслях машиностроения при автоматизации процессов подачи деталей к штампам или автоматическим линиям.
Известен схват, содержащий корпус, вал привода и две пары зажимных губок, дополнительный вал с кулачками и корпусом, установленным с возможностью качания вокруг оси вала, при этом одна из каждой пары губок снабжена рычагом с роликом для взаимодействия с кулачком [1]
Кинематическая схема указанного изобретения слишком многозвенна, имеет длинную цепь взаимосвязанных элементов, что увеличивает степень погрешности базирования и позиционирования настройки.
Известен схват промышленного робота, содержащий корпус, в котором смонтирован механизм зажима с приводом, включающим пневмоцилиндр со штоком [2]
Этот схват обладает меньшей степенью погрешности базирования и обеспечивает возможность групповых сборочных процессов. В то же время он не обладает универсальностью и требуемой степенью позиционирования как деталей, так заготовок.
Наиболее близким аналогом является схват [3] промышленного робота, содержащий смонтированный в корпусе механизм зажима, связанный с приводом в виде пневмоцилиндра со штоком посредством зубчатой передачи, включающей зубчатые рейки и шарнирно смонтированные зубчатые рычаги, при этом механизм зажима установлен с возможностью возвратно-поступательного перемещения вдоль оси, расположенной перпендикулярно оси штока пневмоцилиндра.
Схват обладает достаточной точностью и надежностью зажима, но, имея дополнительное средство для предварительного раздвижения губок, усложняет кинематическую схему и делает ее многозвенной. Имея жесткую кинематику на зажим заготовок, схват не приспособлен к работе с многопозиционным штампами, а также не обладает возможностью работать при разделении заготовки на детали в процессе осуществления операций в штампе.
Настоящее изобретение устраняет перечисленные недостатки, обеспечивает высокую точность позиционирования как заготовок, так и деталей, разделенных в процессе соответствующих операций в штампе, повышение производительности труда за счет одновременного осуществления нескольких операций, сокращения вспомогательного времени, затрачиваемого на подготовку схвата к работе, уменьшения простоев оборудования.
Поставленная задача решается тем, что в схвате промышленного робота, содержащем смонтированный в корпусе механизм зажима, связанный с приводом в виде пневмоцилиндра со штоком посредством зубчатой передачи, включающей зубчатые рейки и шарнирно смонтированные зубчатые рычаги, при этом механизм зажима установлен с возможностью возвратно-поступательного перемещения вдоль оси, расположенной перпендикулярной оси штока пневмоцилиндра, механизм зажима выполнен в виде по меньшей мере одной пары Г-образных ползунов, шток пневмоцилиндра снабжен закрепленной на его конце тягой, а каждая зубчатая рейка установлена на тяге с возможностью возвратно-поступательного перемещения относительно последней.
Кроме того, каждая зубчатая рейка снабжена гайкой и пружиной, размещенными на тяге по обе стороны от рейки для ограничения ее перемещения, а корпус выполнен с пазами для перемещения Г-образных ползунов, которые снабжены центрами, смонтированными на их горизонтальных полках.
Схват также снабжен смонтированными на корпусе регулируемыми по высоте упорами для центрирования положения заготовок, прижимными скобами и парами зажимных губок, установленными на корпусе между центрами, причем одна из губок каждой пары установлена неподвижно, а вторая с возможностью возвратно-поступательного перемещения и связана с тягой.
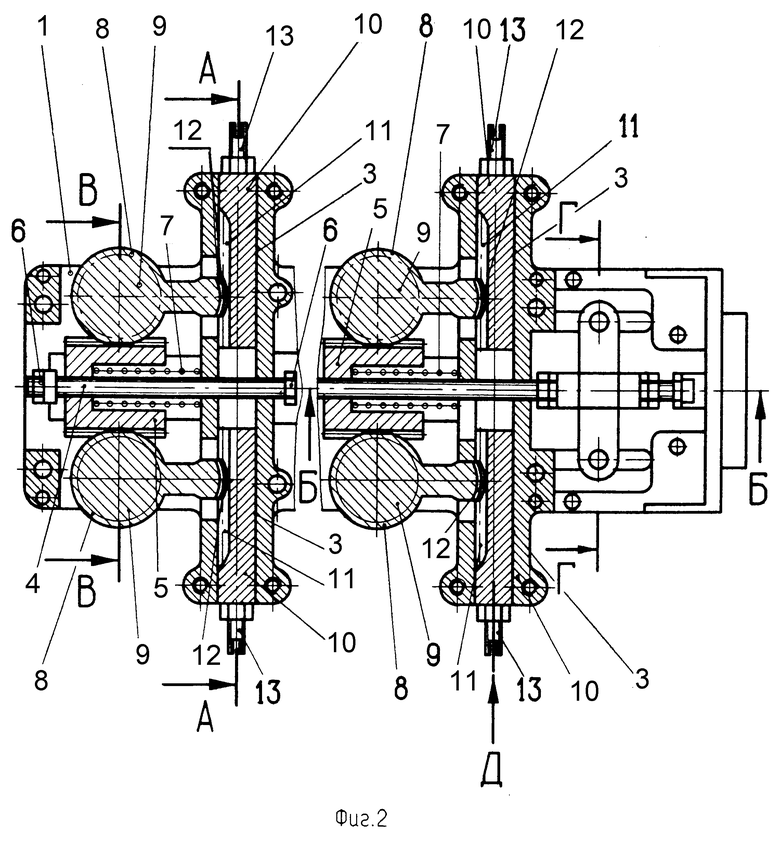
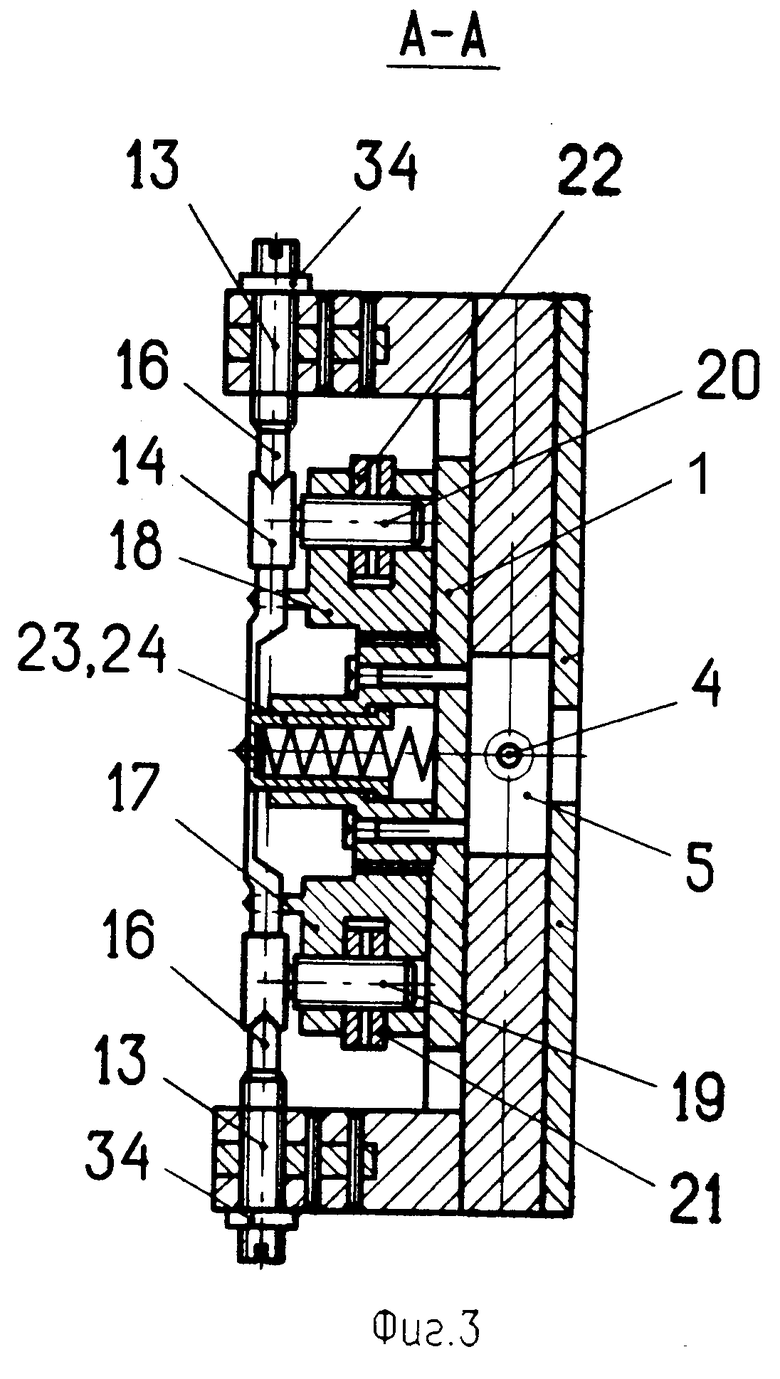
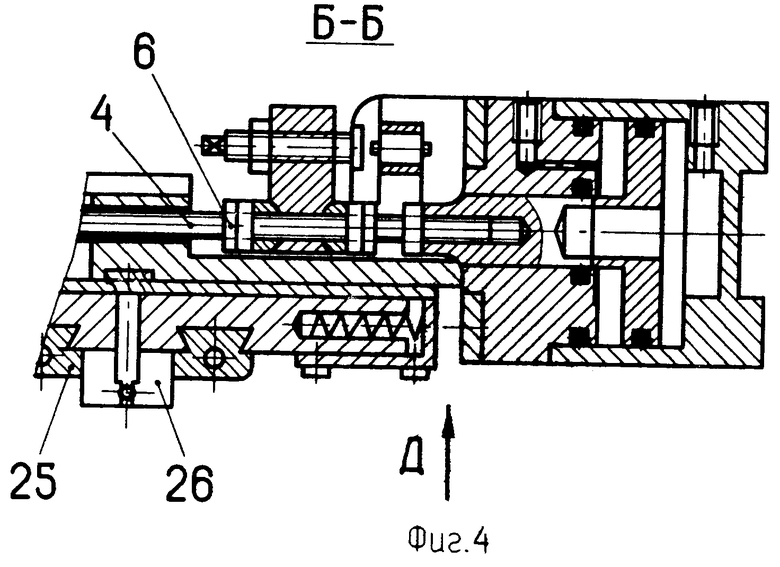
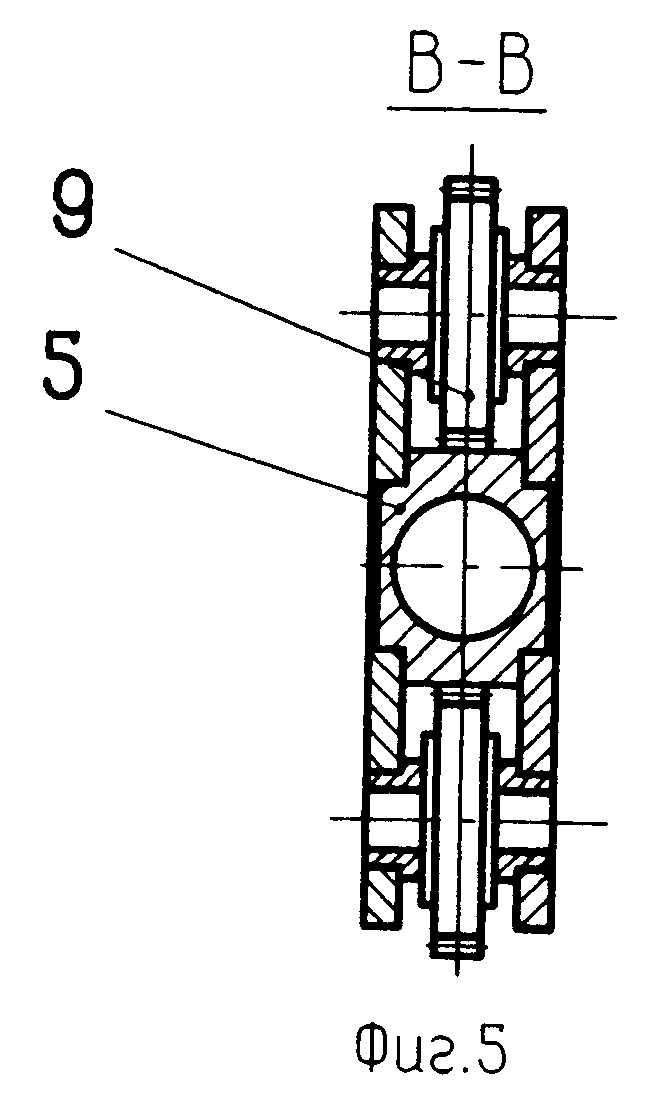
На фиг. 1 показан схват промышленного робота; на фиг. 2 продольный разрез схвата; на фиг. 3 разрез А-А на фиг. 2; на фиг. 4 разрез Б-Б на фиг. 2; на фиг. 5 разрез В-В на фиг. 2; на фиг. 6 вид Д на фиг. 4; на фиг. 7 разрез Г-Г повернут на фиг. 2 (повернуто); на фиг. 8 общий вид кронштейна; на фиг. 9 вид сверху на кронштейн.
Схват робота, закрепленный на его руке, выполнен в виде корпуса 1 (фиг. 1 и 2) с двумя направляющими 2 и тремя расположенными перпендикулярно им пазам 3. Внутри корпуса вдоль него проходит тяга 4, связанная со штоком пневмоцилиндра. В пазах корпуса 1 установлены три зубчатые рейки 5 с возможностью перемещения вдоль тяги 4, причем с одной стороны движение каждой рейки 5 ограничено неподвижными гайками 6, а с другой упорными пружинами 7.
Рейки 5 находятся в зацеплении с зубьями 8 рычагов 9, которые, совершая синхронные перемещения на некоторый угол относительно своей оси, приводят в движение ползуны 10 с зубьями 11, взаимодействующими с зубьями 12 рычагов 9 (фиг. 4).
Г-образные ползуны 10 своими удлиненными плечами установлены в пазы 3 корпуса 1 с возможностью перемещения вдоль осей, перпендикулярных оси тяги 4. Горизонтальные полки ползунов 10 снабжены регулируемыми центрами 13 (фиг. 3) для зажима заготовок 14 и деталей 15 при соответствующих перемещениях ползунов в результате взаимодействия зубчатых пар.
Зажимные центры 13 выполнены с возможностью регулирования их по длине в соответствии с размерами заготовок 14. А концевые части указанных центров 13 выполнены ступенчатыми с усеченной конусной поверхностью и конусом 16 для зажима заготовок с различными диаметрами.
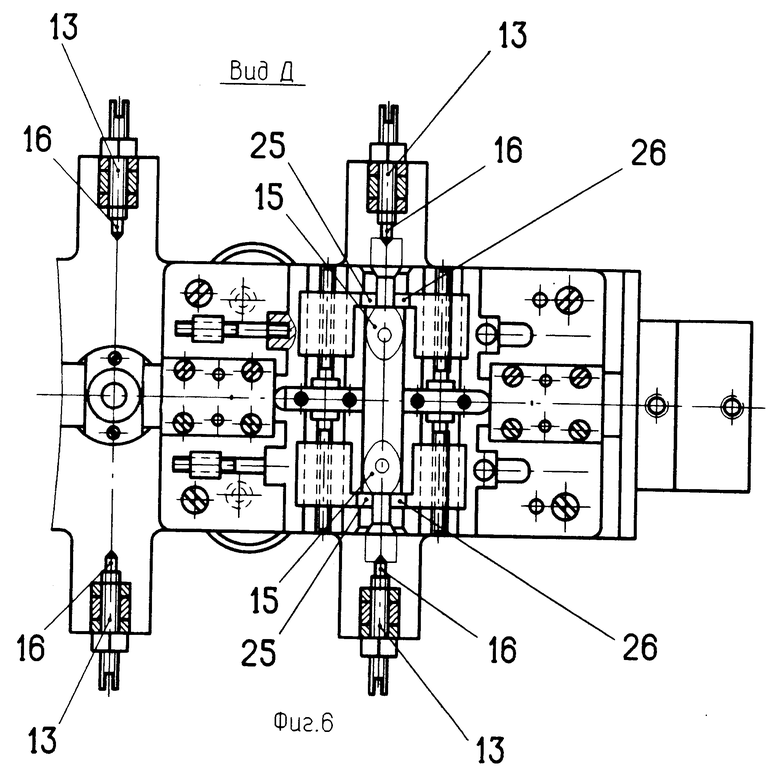
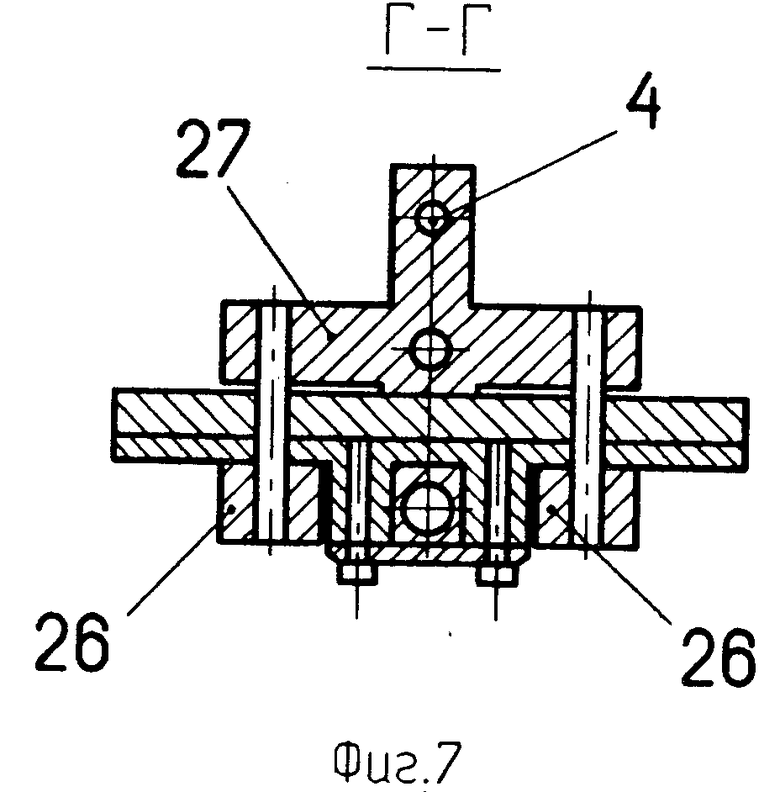
Кроме того, для ориентации заготовок относительно зажимных центров 13 в первых двух позициях схвата предусмотрены упоры 17 и 18, закрепленные на корпусе 1. Причем, указанные упоры снабжены винтовыми ограничителями 19, 20 и, соответственно, гайками 21, 22 с насечками по цилиндрической поверхности для регулирования положения заготовок 14 относительно зажимных центров 13 по толщине упомянутых заготовок. Каждый из упоров 17, 18 снабжен датчиками 23, 24, например фотоэлементами, для сигнализации наличия заготовок 14 в схвате. В третьей позиции предусмотрено разделение заготовки на две детали 15 (фиг. 6). Поэтому закрепление их в схвате осуществляется с одной стороны зажимными центрами 13, а с другой двумя парами губок 25, 26. Одна пара губок 25 выполнена неподвижной, а вторая 26 через вертикальные штыри соединена с планкой 27, которая, в свою очередь, соединена с тягой 4 с возможностью перемещения вдоль оси корпуса.
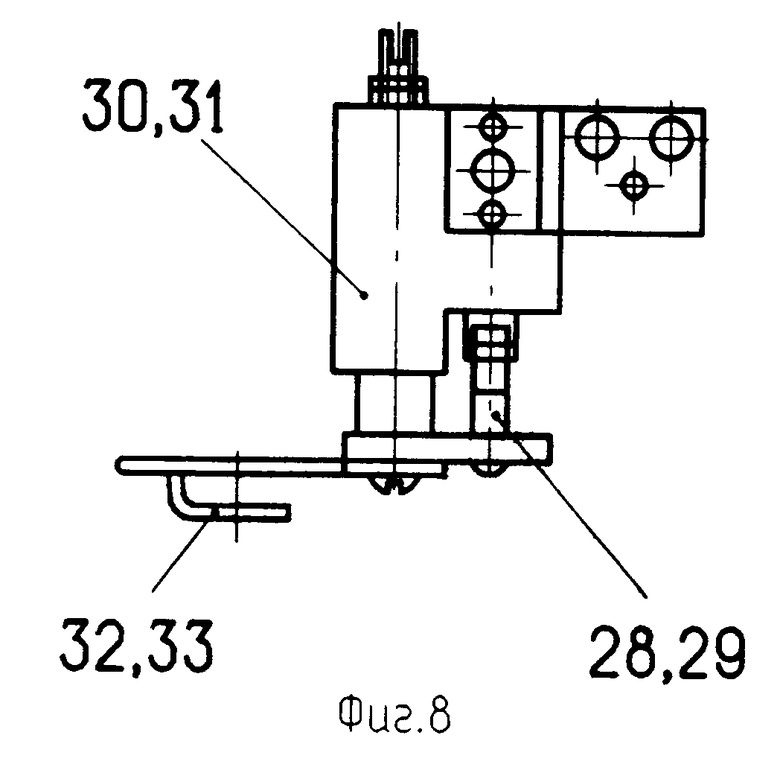
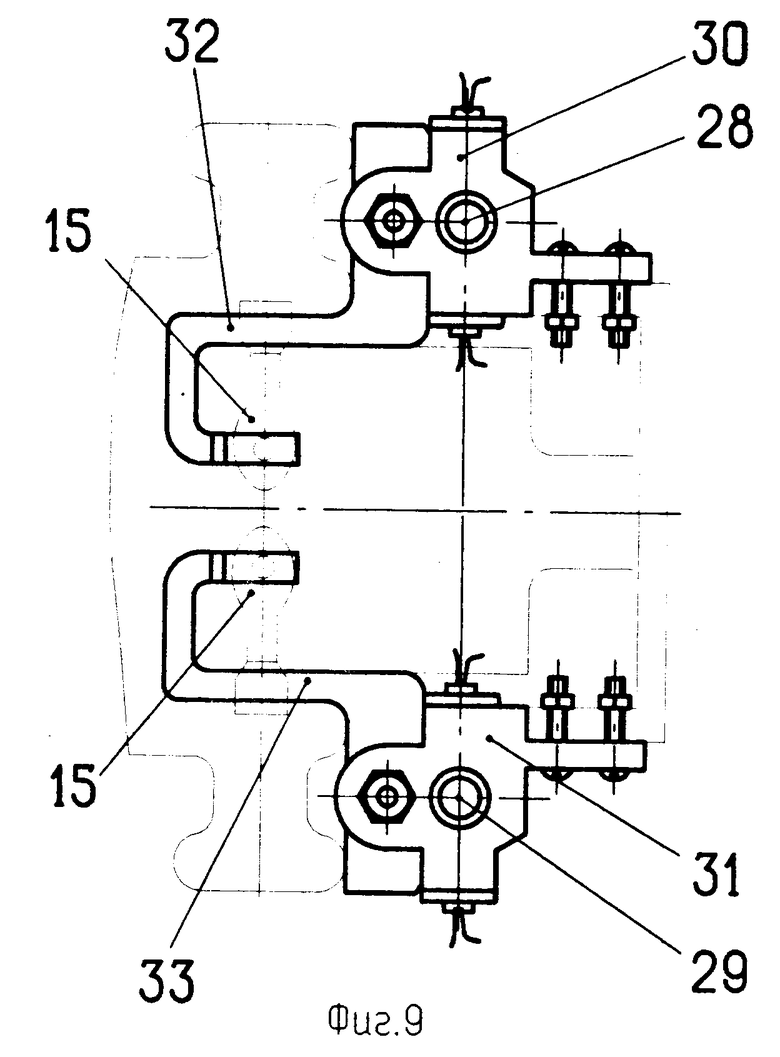
Датчики 28, 29 (фиг. 8, 9) помещены каждый в цилиндрическом отверстии корпусов кронштейнов 30, 31, закрепленных неподвижно с двух сторон корпуса 1 схвата, и контактируют с деталями 15 с помощью скоб 32, 33.
Работа схвата осуществляется следующим образом. Зажимные центры 13 регулируют по длине обрабатываемых заготовок подвижными гайками 34.
Устанавливают винтовые ограничители 19 и 20 с помощью гаек 21 и 22 на требуемую высоту.
Схват устанавливают на руке робота. В полость пневмоцилиндра (на чертеже не показан) подают сжатый воздух и шток указанного пневмоцилиндра приходит в движение.
Его движение передается через тягу 4 зубчатым рейкам 5, которые, перемещаясь, например, вправо, поворачивают рычаг 9 на некоторый угол против часовой стрелки. При этом ползуны 10 перемещаются в стороны, противоположные оси тяги 4. Зажимные центры 13 раздвигаются.
Рукой робота схват выдвигается вперед и опускается в рабочую зону штампа. Подачу воздуха в пневмоцилиндр прекращают. Зубчатые рейки 5 усилием пружин 7 перемещаются в левое положение до упора в деталь, в результате чего деталь самоцентрируется.
Поворотом рычагов на некоторый угол, например, по часовой стрелке, обеспечивается перемещение ползунов 10 по направлению к оси тяги 4. В результате происходит центрирование заготовок 14 и зажатие их центрами 13 в двух первых позициях, а в третьей позиции детали 15 зажимаются с одной стороны центрами 13 и губками 25 и 26 с другой.
Датчики 23 24 и 28 29 дают сигнал о наличии деталей в схвате. Рука робота поднимает схват с деталями и отводит его из рабочей зоны на один шаг назад, опускает схват в рабочую зону штампа. Далее осуществляет подачу сжатого воздуха в пневмоцилиндр, через зубчатые передачи зажимные центры срабатывают описанным выше способом. Заготовки укладываются в последующие ручьи штампа для обработки, а детали 15 с третьей позиции попадают в накопитель для готовой продукции. Подача воздуха в пневмоцилиндр прекращается.
Выполнение схвата робота данной конструкции позволяет значительно повысить производительность процесса штамповки деталей за счет одновременного осуществления нескольких операций, сокращения вспомогательного времени, затрачиваемого на подготовку схвата к работе, уменьшения простоев оборудования.
Данный схват робота обеспечивает высокую точность позиционирования при перемещении заготовок в штампе от одной операции к другой за счет обеспечения их самоцентрирования.
Не требуется дополнительная настройка, что позволяет избежать погрешностей как при работе с заготовками, так и при работе с готовыми деталями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Схват промышленного робота | 1984 |
|
SU1250452A1 |
| Устройство для установки и развальцовки контактных штырей на печатных платах | 1989 |
|
SU1709574A1 |
| СХВАТ ПРОМЫШЛЕННОГО РОБОТА | 2001 |
|
RU2247649C2 |
| Схват | 1986 |
|
SU1390021A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| СХВАТ ПРОМЫШЛЕННОГО РОБОТА | 1998 |
|
RU2149098C1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Захватное устройство | 1984 |
|
SU1199614A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
Использование: в различных отраслях машиностроения при автоматизации процессов подач деталей. Сущность изобретения: схват промышленного робота содержит корпус, в котором смонтирован механизм зажима с приводом. Механизм зажима выполнен в виде по меньшей мере одной пары Г-образных ползунов. Привод ползунов выполнен в виде тяги, соединенной одним концом со штоком пневмоцилиндра, зубчатых реек и шарнирно смонтированных в корпусе рычагов, связанных с зубчатыми рейками и ползунами. Ползуны установлены с возможностью возвратно-поступательного перемещения во взаимно-противоположных направлениях вдоль оси, перпендикулярной оси тяги. Ползуны могут быть снабжены центрами, смонтированными на их горизонтальных полках. 2 з.п. ф-лы, 9 ил.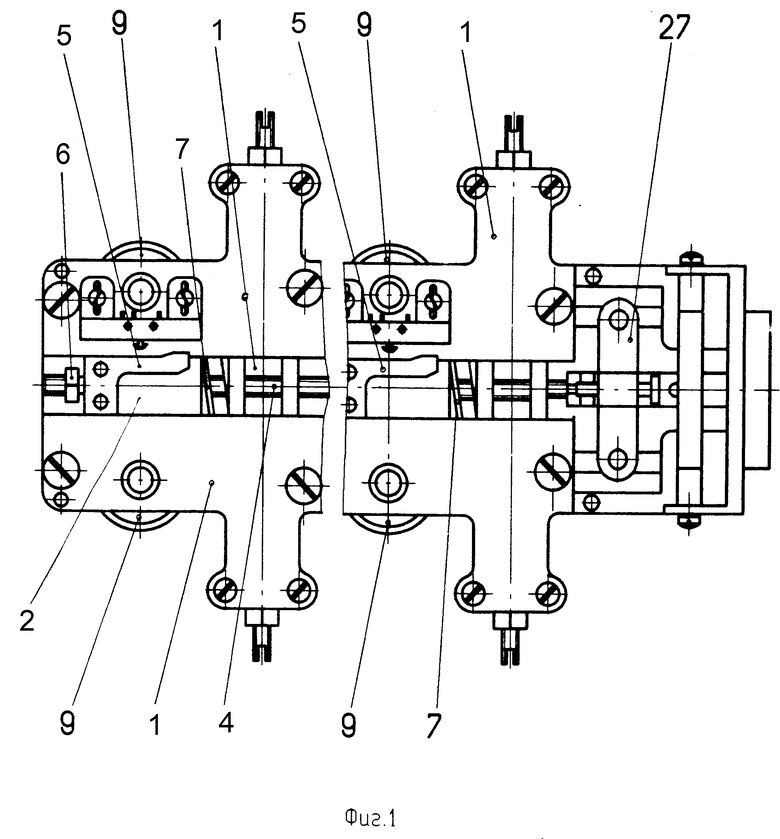
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Схват манипулятора | 1981 |
|
SU965655A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для пуска асинхронного электродвигателя | 1980 |
|
SU957389A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Схват | 1986 |
|
SU1390021A1 |
