о О о о о о о о о оо о,о о о о о о о о 
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуум-формовочная машина | 1989 |
|
SU1698083A1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2013 |
|
RU2529259C1 |
| Устройство для термовакуумногофОРМООбРАзОВАНия зАгОТОВОК | 1977 |
|
SU795632A1 |
| Устройство для гибки листовых термопластичных материалов | 1980 |
|
SU937185A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК из ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ8С€СХ>&ЮЭНАЯШ5йТш?-Тгх;Ш'^?:пнА:Б''^5Л'-!ОТ ?[!А | 1971 |
|
SU305072A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2574908C2 |
| СПОСОБ ФОРМОВКИ ЛИСТОВОЙ ЗАГОТОВКИ В РЕЖИМЕ СВЕРХПЛАСТИЧНОСТИ | 2017 |
|
RU2693222C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586174C1 |
| Роторная вакуум-формовочная машина | 1979 |
|
SU839710A1 |
| Установка модифицирования поверхности заготовок для режущих пластин | 2021 |
|
RU2762426C1 |
Изобретение относится к листовой штамповке изделий излистовых заготовок, в частности из оргстекла, и может быть широко использовано в народном хозяйстве. Цель изобретения - повышение качества получаемых изделий. Устройство состоит из нагревателя инфракрасного излучения с отражателем 1, расположенным над матрицей 2 с закрепленными на ней прижимным устройством 3, на котором установлены термодатчики 4 и уплотнители 5. Рабочая поверхность матрицы соединена с вакуумной магистралью 6. Повышение качества изде- . ЛИЙ достигается за счет установки термодатчиков 4 на прижимном узле и выполнения экрана и рабочей поверхности матрицы с одинаковой степенью черноты. 1 ил.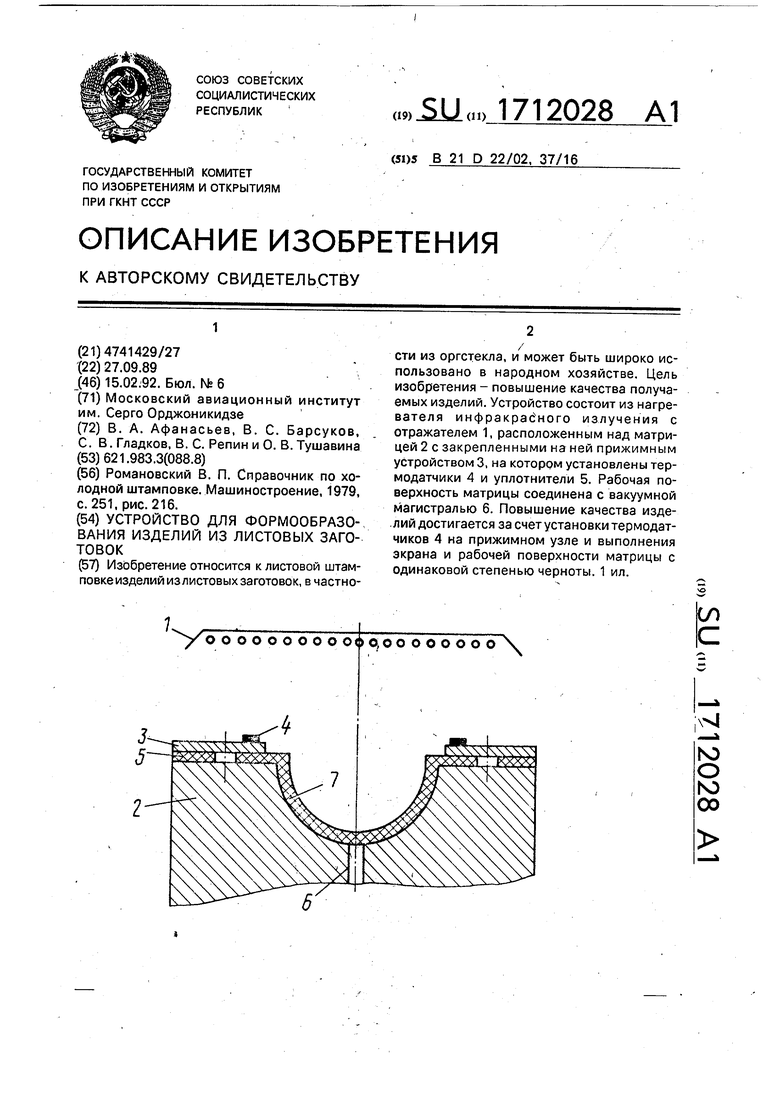
N
о
го
00
Изобретение относится к технологии производства изделий из листовых заготовок, преимущественно из оргстекла, и может быть широко использовано в народном хозяйстве.
Известно устройство, содержащее матницу, мягкую оболочку, внутренняя полость которой вакуумируется через трубку для удаления воздуха. Недостатками этого устройства являются невысокое качество получаемых изделий вследствие неравномерного и неконтролируемого нагрева заготовки, высокая стоимость.
Наиболее близким к предлагаемому является установка для формообразования изделий из листовых заготовок, содержащая матрицу, на которой с помощью прижимной плиты с уплотнителем, соединенной с цилиндрами подъема и опускания, закрепляется заготовка. В прижимной плите расположены газовые горелки и трубопроводы сжатого воздуха.
Недостатки известного устройства заключаются ВТОМ, что оно не обеспечивает высокого качества изделий вследствие неравномерного и неконтролируемого разогрева заготовки, а использование газовых горелок приводит к снижению качества поверхности, контактируемой с пламенем.
Цель изобретения - повышение качества получаемых изделий за счет применения термодатчиков для контроля температуры и использования нагревателя инфракрасного излучения с экраном, имеющим одинаковую степень черноты с рабочей поверхностью матрицы.
Поставленная цель достигается тем, что в устройстве для формообразования изделий из листовых заготовок преимущественно из оргстекла, содержащем матрицу с прижимным узлом, сообщенную с вакуумной магистралью, и нагреватель инфракрасного излучения с экраном, экран и рабочая поверхность матрицы имеют одинаковую степень черноты. Этим достигается более равномерный нагрев заготовки. При этом устройство снабжено термодатчиками, установленными на прижимном устройстве, что позволяет осуществлять контроль за температурным режимом заготовки. В результате у готовых изделий поверхность получается без изъянов и загрязнений, стенка имеет одинаковую толщину. Работа на устройстве более безопасна и экологически чиста.
На чертеже схематически представлено устройство для формообразования изделий из листовых заготовок, сечение.
Устройство состоит из нагревателя 1 инфракрасного излучения с отражателем, расположенного над матрицей 2, матрицы 2 с закрепленным на ней прижимным устройством 3, на котором установлены датчики 4 температуры, и уплотнителя 5. Рабочая поверхность матрицы 2 соединена с вакуумной магистралью 6, причем рабочая поверхность матрицы и отражатель нагревателя имеют одинаковую степень черноты. Размеры и мощность нагревателя инфракрасного излучения 2 могут варьироваться в зависимости от размеров листовой заготовки, от материала, от необходимости ускорения или замедления процесса формообразования. Прижимное устройство 3, закрепленное на верхней плоскости матрицы, может быть выполнено в виде кольца или сегментов. Крепление кольца осуществляют с помощью винтов или специальных замков, крепления сегмента - с помощью специальных замков. В качестве термодатчиков используются термосопротивления или термопары. В зависимости от размеров листовой заготовки, необходимости более точно определять температуру формования определяется количество датчиков. За температуру нагрева листовой заготовки принимают среднюю величину от показаний всех датчиков. Уплотнитель 5, устанавливаемый между верхней плоскостью матрицы и прижимным устройством, имеет форму кольца. В качестве уплотнительного материала можно использовать резину или фторопласт. Рабочая поверхность матрицы может быть соединена с вакуумной магистралью несколькими отверстиями. Это зависит от размеров заготовки, от необходимости более равномерного протекания процесса формования, от необходимости получения высокой точности формы поверхности готового изделия.
Устройство работает следующим образом.
Заготовку 7 устанавливают на верхнюю плоскость матрицы 2 и фиксируют прижимным устройством 3. При этом заготовка и матрицы образуют замкнутую полость А, которая соединена с вакуумной магистралью 7. Затем включают нагреватель 1 инфракрасного излучения и заготовка нагревается до заданной температуры формовки. Температурный режим контролируется при помощи датчиков 4 температуры.
После нагрева заготовки включают вакуумный насос и вакуумируют полость А. За счет разности давлений над заготовкой и в полости А происходит формование заготовки.
На предлагаемом устройстве был реализован процесс формообразования загр трвки из оргстекла р 280 мм, толщиной 4 мм.
В качестве нагревателя использовался йагреватель инфракрасного излучения на лампах КГ-220-1000 с отражателем. Заготовка устанавливалась на верхнюю плоскость матрицы и фиксировалась прижимным кольцом, которое крепилось к матрице с помощью барашковых винтов. Как уплотнитель использовалось фторопластовое кольцо. Температурный режим контролировался четырьмя термопарами, установленными на прижимном кольце. Для контроля бралась температура 130°С-средняя величина от показаний всех термопар. Заготовка из оргстекла устанавливалась на верхнюю плоскость матрицы 2 и по периметру фиксировалась прижимным устройством 3 так, что между заготовкой и матрицей образовывалась замкнутая полость. Затем включался нагреватель инфракрасного излучения.на лампах КГ-2201000. Заготовка нагревалась до 130°С, т.е. до температуры, при которой оргстекло становилось пластичным, но не наблюдалось образования
пузырьков, выдерживалась при этой температуре в течение 3 мин. После этого включался вакуумный насос 2НВР-5Д и вакуумировалась полость между матрицей и заготовкой, т.е. за счет перепада давлений над заготовкой и в полости между заготовкой и матрицей происходило формование заготовки. В результате было получено готовое изделие.
Формула изобретения, Устройство для формообразования изделий из листовых заготовок преимущественно из оргстекла, содержащее матрицу с прижимным узлом, сообщенную с вакуумной магистралью, и нагреватель инфракрасного излучения с экраном, отличающееся тем, что, с целью повышения качества готовых изделий, оно снабжено термодатчиками, размещенными на прижимном узле, а экран и рабочая поверхность матрицы имеют одинаковую степень черноты.
| Романовский В | |||
| П | |||
| Справочник по холодной штамповке | |||
| Машиностроение, 1979, с | |||
| Способ модулирования для радиотелефона | 1921 |
|
SU251A1 |
| Приспособление для подвешивания тележки при подъемках сошедших с рельс вагонов | 1920 |
|
SU216A1 |
