%г:
том 2 пакета штампа 1 и соединяют верхний инструмент 2 с ползуном 8, а нижний инструмент 3 - со столом 9. Длину шатуна 6 уменьшают на величину перебега ползуна 8 через нижнюю мертвую-точку и перемещают ползун 8 в верхнюю мертвую точку. После этого на прессе осуществляют технологическую операцию.
По окончании штамповки ползун 8 перемещают в нижнюю мертвую точку и отсоединяют верхний инструмент 2 от ползуна 8, а нижний инструмент 3 - от стола 9. После уменьш.ения длины шатуна 6 и перемещения ползуна 8 в верхнюю мертвую точку пакет штампа 1 перемещают с позиции 11 на позицию 10 и удаляют с нее. При монтаже очередного пакета штампа 1 операции способа повторяют в той же последовательности.. .
В процессе выполнения операции контроля продолжительность контрольной пау;зы выбирают равной времени уменьшения длины шатуна 6 на величину перебега ползуна 8
Устройство для осуществления способа содержит механизм 12 линейного перемещения пакета штампа, механизм 13 зажима инструментов пакета штампа и механизм 14 изменения длины ш,атуна.
Механизм 12 линейного перемещения пакета штампа включает толкатель, выполненный в виде приводной звездочки 15, на которой установлена роликовая цепь 16. Конец цепи 16 размещен в проводке 17, служащей ее направляющей, и соединен с кареткой 18, на которой смонтирован схват 19. Верхняя часть проводки 17 служит направляющей пакета штампа 1. Взаимодействующие с хвостовиком 20 пакета штампа 1 зажимные губки 21 и 22 схвата 19 подпружинены упругими элементами 23 и 24. Они раскрываются при воздействии на них упора 25, смонтированного на плите 5 перед позицией загрузки 10.
Механизм 13 зажима инструментов пакета штампа выполнен в виде блоков 26 и 27 зажимных приспособлений, один из которых смонтирован на ползуне 8, а другой на столе 9. В блоках 26 и 27 (см.фиг.2) смонтированы силовые цилиндры 28, штрки 29 которых через рычаги 30 связаны с прихватами 31. Прихваты 31 взаимодействуют с предусмотренными на инструментах 2 и 3 выступами 32 и 33.
Механизм 14 изменения длины шатуна включает смонтированный на станине 4 мотор-редуктор 34, через предохранительную муфту 35 соединенный с карданным валом 36. Вал 36 снабжен шлицевым участком 37, на котором установлена ведущая шестерня
38, входящая в зацепление с ведомым зубчатым коленом 39. Колесо 39 установлено на шаровой головке 40 ходового винта 41, смонтированного на шатуне 6. На винте 41. установлена гайка 42, на которой закреплен ползун 8.
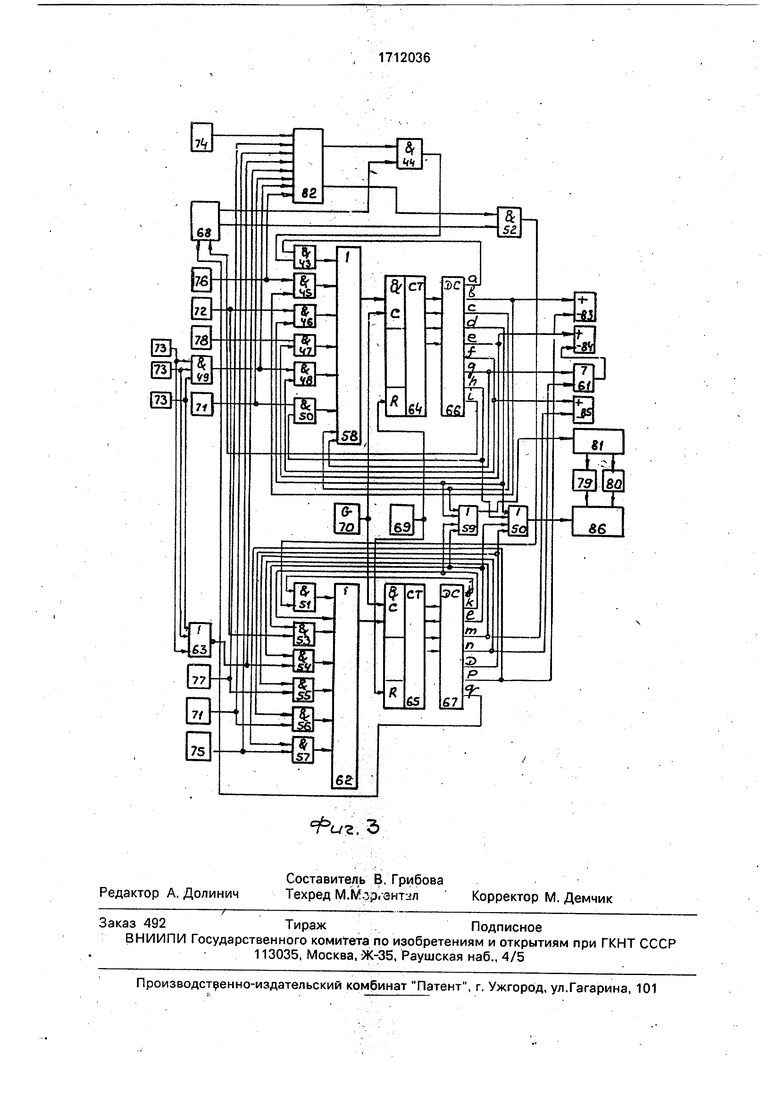
Устройство содержит (см.фиг.З) также элементы И 43-57, элементыИЛИ 58-62, элемент ИЛИ-НЕ 63, счетчики 64, 65, дешифраторы 66, 67, блок 68 формирования командных сигналов, блок 69 начальной установки, генератор 70 импульсов, датчики 71 и 72 положения ползуна в верхней и нижней .мертвых точках, датчики 73 положения прихватов 31 механизма 13, датчик 74 положения толкателя механизма 12, взаимодействующий, например, с губками в момент их раскрытия упором 25, датчики 75 и 76-наличия пакета-штампа 1 на позициях 10 и 11, датчик 77 минимальной длины шатуна, датчик 78 предельного момента мотор-редуктора 34, взаимодействующий, например, с предохранительной муфтой 35, датчики 79, 80 (на фиг. 1 не показаны) останова ползуна в верхней и нижней мертвых точках, узел 81 блокировки датчиков 79, 80 и блок 82 контроля сигналов датчиков, входы которого подключены к выходам датчиков 71, 73-77.
Нулевой выход а дешифратора 66 соединен с одним из входов элемента И 43, выходы b-h соответственно соединены:
выход b - с прямым входом электрического привода 83 механизма 12 и с одним из входов элемента И 45;
выход с - с одним из входов элементов ИЛИ 58 и 59;
выход d - с одним из входов элементов И 49 и ИЛИ 59, 60;
выход е - с прямым входом электрического привода 84 мртор-редуктора 34 и с одним из входов элемента И 47;
выход f - с прямым входом электрического привода 85 силовых цилиндров 28 и с одним из входов элемента И 48;
выход g - с одним из входов элементов ИЛИ 58 и 61;.
выход h - с одним из входов элементов И 50 и ИЛИ 60;
выход 1 - с одним из входов блока 68.
Выход элемента ИЛИ 60 соединен со входом включения электрического привода 86 муфты-тормоза пресса, выходы выключения которого соединены с датчиками 79 и 80.
Нулевой выход j дешифратора 67 соединен с одним из входов элемента И 51, выходы k-q соответственно соединены:
выход k - с одним из входов элемента ИЛИ 59 и 62;
выход I - с одним из входов элементов И 53 и ИЛИ 59, 60;
выход m - с одним из входов элемейта И 54 и реверсивным входом электрическо1го привода 85 силовых цилиндров 28;
выход п - с одним из входов элементов И 55 и ИЛИ 61;
выход о - с одним из входов элементов И 56 и ИЛИ 60;
выход р - с одним из входов элемента / 57 и с реверсивным входом электрического привода 83 механизма 12;
выход q - с одним из входов блока 68.
Устройство для автоматизированного монтажа сменного пакета штампа в прессе работает следующим образом.
При подготовке устройства к работе блок 68 переводят на режим ручного управления и последовательно подают командные сигналы на реверсивные входы привода 83 механизма 12, привода 85 силовых ци линдров 28, на вход включения привода 86 муфты-тормоза пресса и на реверсивный вход привода 84 мотор-редуктора 34 (цепи подачи командных сигналов при ручном управлении (не показаны). При этом звездочки 15 получает вращение и начинает наматывать цепь 16, которая перемещает каретку 18 к позиции загрузки 10. В момент соприкосновения зажимных губок 21 и 22 с упором 25 они сжимают упругие элементы 23,. 24 и раскрываются и каретка 18 останавливается перед позицией 10. Взаимодействующий с губками 21, 22 датчик 74 положения толкателя механизма 12 подает сигнал на выключение привода 83..
При включении привода 85 силовые цилиндры 28 втягивают свои штоки 29, которые с помощью рычагов 30 разворачивают прихвать| 31 в положение разжима. Выкпю чение привода 28 происходит при срабатывании датчиков 73.
При включении привода 86 муфты-тормоза пресса коленчатый вал 7 получает вращение и приводит в движение ползун 8. При его подходе к верхней мертвой точке срабатывает датчик 79 останова ползуна, который подает сигнал на выключение привода 86.
При включении привода 84 мотор-редуктор 34 через муфту 35 приводит во вращение карданный вал 36. Установленная на валу 36 шестерня 38 через зубчатое колесо 39 сообщаетвращение ходовому винту4.1; При этом закрепленный на гайке 42 пол;зун 8 перемещается вверх и происходит уменьшение расстояния между ползуном 8 и осью вращения коленчатого вала 7 и уменьшение длины шатуна 6. При перемещении прлзуна 8 шестерня 38 перемещается синхронно С ним по шлицевому участку 37 вала 36. Вы ключение привода 84 происходит при срабатывании датчика 77 минимальной длины шатуна.
После этого пакет штампа1 подают на приемную плиту 5 и устанавливают его нг позиции загрузки 10.
При переключении блока 68 в режим автоматической работы блок 69 начальной установки подает единичные сигналы на нулевые входы счетчиков 64 и 65 и переключает их в исходное состояние. Генератор 70 импульсов подает на счетные входы счетчиков 64 и 65 временные импульсы большой скважности, период следования которых равен времени, необходимому для перемещения ползуна 8 из нижней мертвой точки вверх на величину его перебега через эту точку.
При автоматическом режиме работь устройства в начальный момент времени входы разрешения счетчиков 64 и 65 заблокирован нулевыми сигналами с выходов элементов ИЛИ 58 и 62, на вход а элемента И 43 и на входJ элемента 1Л 51 поступают единичные сигналы с нулевых выходов дешифраторов 66 и 67, а соответствующие входы элементов И 44, 52 .заблокированы нулевыми сигналами с выходов блока 68 формирования командных сигналов. Блок 82 контролирует поступление на его входы сигналов с выходов датчика 71 положения ползуна в верхней мертвой точке, элемента ИЛИ-НЕ 63, формирующего от датчика 73 сигнал разжима всех прихватов 31, датчика 74 положения толкателя Механизма 12 (срабать1вающего в момент его нахождения перед позицией загрузкИ| 10), датчика 75 наличияпакета штампа 1 на позиции 10, а также датчика 77 минимальной длины шатуна, и подает единичный сигнал со своего выхода на соответствующий вход элемента И 44.
Блок 68 формирует единичные командный сигнал, который через деблокированные элементы И 44, 43 .поступает на вход элемента ИЛИ 58 и деблокирует вход разрешения счетчика 64. При поступлении на счетный вход счетчика 64 импульса с выхода генератора 70 на выход b дешифратора.66 поступает единичный сигнал, который деблокирует элемент И 45 и производит прямое включение привода 83 механизма 12. На выход а дешифратора 66 поступает нулевой сигнал, блокирующий элемент И 43, в результате чего вход разрешения счетчика 64 блокируется.
Звездочка 15 начинаеть разматывать цепь 16, конец которой перемещается по направляющей проводке 17 и перемещает в сторону рабочей позиции 11 каретку 18 со
охватом 19. При этом схват 19 губками 21 и 22 воздействует на хвостовик 20 пакета штампа 1 и смещает его с позиции загрузки 10 в направлении к позиции 11. В процессе дальнейшего перемещения каретки 18 губки 21, 22 выходят из под упора 25 и под действием упругих элементов 23, 24 смыкаются, зажимая хвостовик 20 пакета штампа 1.
При поступлении пакета штампа 1 на рабочую позицию 1 датчик 76 через деблокированный элемент 1/145 и элемент ИЛИ 58 деблокирует вход разрешения счетчика 64. Очередной импульс генератора 70 переключает счетчик 64, в результате чего на выход b дешифратора 66 поступает нулевой сигнал, выключающий привод 83 механизма 12. Пакет штампа 1 останавливается на позиции 11 под ползуном 8. Одновременно на выход с дешифратору 66 поступает единичный сигнал, который через элемент ИЛИ 58 деблокирует вход разрешения счетчика 64 и через элемент ИЛИ 59 поступает в узел 81, отключающий от входов выключения привода 86 муфты-тормоза пресса датчик 79 останова ползуна в верхней мертвой точке и подключающий к ним датчик 80 останова ползуна в нижней мертвой точке.
После срабатывания датчика 76 выдерживается пауза, равная периоду следования импульсов генератора 70. За время этой паузы происходит окончательная установка пакета штампа 1 на рабочей позиции 11 и полная остановка подвижных элементов механизма 12 линейного перемещения пакета штампа, что исключает сбои в работе устройства при выполнении последующих операций.
При переключении счетчика 64 очередным импульсом генератора 70 на выход d дешифратора 66 поступает единичный сигнал, который деблокирует элемент И 46, через элемент ИЛИ 60 поступает на вход включения привода 86 муфты-тормоза и через элемент ИЛИ 59 и узел 81 обеспечивает подключение к нему датчика 80. Коленчатый вал 7 получает вращение и перемещает ползун 8 в нижнюю нертвуюточку. При подходе к ней ползуна 8 датчик 80 выключает привод 86, а датчик 72 через деблокированный элемент И 46 и элемент ИЛИ 58 подает единичный сигнал на вход разрешения счетчика 64.
Очередной импульс генератора 70 переключает счетчик 64 в следующее положение, в котором единичный сигнал с выхода е дешифратора 66 деблокирует элемент И 47 и поступает на прямой вход привода 84 механизма 14 изменения длины шатуна. Моторредуктор 34 приводит во вращение карданный вал,36 и кинематически связанный с ним через шестерню 38 и зубчатое колесо 39 ходовой винт 41 и производит увеличение длины шатуна 6. В процессе этой операции ползун 8 перемещается в направлении стола 9 до упора блока 26 зажимных приспособлений в верхний инструмент 2 установленного на рабочей позиции 11 пакета штампа 1. В этот момент ползун 8 останавливается, муфта 35 отсоединяет карданный вал 36 от мотор-редуктора 34 и срабатывает взаимодействующий с предохранительными элементами муфты 35 датчик 78 предельного момента мотор-редуктора 34.
5 Единичный сигнал с выхода датчика 78 через элементы И 47 и ИЛИ 58 поступает на вход разрешения счетчика 64, который очередным импульсом генератора 70 переключается в следующее положение. На выход е
0 дешифратора 66 поступает нулевой сигнал, выключающий привод 84 мотор-редуктора 34, а на выход f - единичный сигнал, который деблокирует элемент И 48 и поступает на прямой вход привода 85 силовых цилиндров 28. Их штоки 29 выдвигаются и с помощью рычагов 30 разворачивают прихваты 31 в положение зажима. При этом зажимные приспособления блока 26 взаимодействуют с выступом 32 верхнего инструмента 2 и
0 фиксируют его на ползуне 8, а приспособления блока 27 фиксируют выступ 33 инструмента 3 на столе 9.
При срабатывании датчиков 73 положения прихватов 31 на выходе элемента И 49
5 формируется единичный сигнал, через элементы И 48 и ИЛИ 58 деблокирующий вход разрешения счетчика 64. При его переключении очередным импульсом генератора 70 нулевой сигнал с выхода f дешифратора 66
0 выключает привод 85 силовых цилиндров 28, а единичный сигнал с выхода g через элемент ИЛ И 58 деблокирует вход разрешения счетчика 64 и поступает через элемент ИЛИ 61 на реверсивный вход привода 84
5 мотор-редуктора 34. Происходит реверсивное включение мотор-редуктора 34, в результате чего длина шатуна 6 начинает уменьшаться.
Привод 84 остается включенным до момента формирования очередного импульса генератора 70, переключающего счетчик 64 в следующее положение, в котором единичный, сигнал поступает на выход h дешифратора 66, деблокирует элемент И 50 и через
5 элемент ИЛИ 60 поступает на вход включения привода 86 муфты-тормоза пресса.
За время, в течение.которого привод 84 находится во включенном состоянии и происходит уменьшение длины шатуна 6, ползун 8 перемещается вверх на величину его
перегиба через нижнюю мертвую точку. Это обеспечивает зазор между верхним 2 и нижним 3 инструментами пакета штампа 1 при их максимальном сближении по ходу йыполнения в прессе технологической операции.
Получающий вращение при включении привода 86 коленчатый вал 7 перемещает ползун 8 в верхнюю мертвую точку до момента срабатывания датчика 79 останова, выключающего привод 86. В этом положаНИИ ползуна 8 срабатывает датчик 71, через элементы И 50 и ИЛИ 58 деблокирующий вход разрешения счетчика 64, который при очередном импульсе генератора 70 переключается 8 следующее положение, в котором на выход i дешифратора 66 поступает единичный сигнал, служащий для блока 68 сигналом окончания монтажа пакета штампа.
После этого блок 68 формирования командных сигналов переключается в положение технологической операции, в процессе осуществления которой управление приводом 86 муфты-тормоза производится по цепям системы управления пресса, а счетчик 64 сигналом с выхода блока 69 приводится в исходное положение.
По окончании работы пресса производится демонтаж пакета штампа 1 .
При поступлении на входы блока 82 контроля сигналов от датчика 75 об отсутствиипакета штампа 1 на позиции загрузки 10, от датчика 76 о наличии пакета штампа Т на рабочей позиции 10, отдатчика 74 о нахождении толкателя механизма 12 у позиции 11, от датчиков 73 через элемент И 49 о нахождении прихватов 31 механизма 13 в положение зажима и от датчика 71 положения ползуна 8 в верхней мертвой точке еДиничный сигнал с выхода блока 82 деблокирует элемент И 52.
Командный сигнал блока 68 через деблокированные элементы И 52,51 и элемент ИЛИ 62 поступает на вход разрешения счетчика 65. При его переключении очередным импульсом генератора 70 на выход j дешифратора 67 поступает нулевой сигнал, блокирующий элемент И 51, а на выход k единичный сигнал, который через элeмeнt ИЛИ 62 деблокирует вход разрешения счетчика 65 и через элемент ИЛИ 59 поступает на вход узла 81, отключающего от входов выключения привода 86 муфты-тормоза пресса датчик 79 останова ползуна в верхней мертвой тоуке и подключающий к ним датчик 80 останова ползуна в нижней мертвой точке.
Очередной импульс генератора70 переключает счетчик 65 в следующее положение, в котором на выход i дешифратора 67 поступает единичный сигнал, деблокирующий элемент И 53, через элемент ИЛИ 60 включающий привод 86 муфты-тормоза пресса и через элемент ИЛИ 59 и узел 81 подключающий к нему датчик 80. В результате этого ползун 8 перемещается в нижнюю мертвую точку до момента срабатывания датчика 80 останова. В этом положении ползуна 8 единичный сигнал с выхода датчика 72 через деблокированный элемент И 53 и элемент ИЛИ 62 деблокирует вход разрешения счетчика 65, который переключается очередным импульсом генератора 70 в следующее положение.
На выход m дешифратора 67 поступает единичный сигнал, деблокирующий элемент И 54 и поступающий на реверсивный вход привода 85 силовых цилиндров 28. Происходит разжим прихватов 31 и соединение верхнего 2 и нижнего 3 инструментов в пакет штампа 1. В этом положении прихватов 31 . на выходы датчиков 73 их положения-поступают нулевые сигналы, а на выход элемента ИЛИ-НЕ 41 - единичный сигнал, который через деблокированный элемент И 54 и элемент ИЛИ 62 деблокирует вход разрешения счетчика 65.
При переключении счетчика 65 в следующее положение очередным импульсом сенератора 70 на выход п дешифратора 67 поступает единичный сигнал, деблокир.ощий элемент И 55 и через элемент ИЛИ J1 поступающий на реверсивный вход 84 мотор-редуктора 34, который производит уменьшение длины шатуна 6.
При уменьшении шатуна 6 до минимальной величины датчик 77 через элемент И 55 и элемент ИЛИ 62 деблокирует вход разрешения счетчика 65, который очередным импульсом генератора 70 переключается в следующее положение. Поступающий на выход о дешифратора 67 единичный сигнал деблокирует элемент И 56 и через элемент ИЛИ 60 поступает на вход включения привода 86 муфты-тормоза пресса. В результате этого происходит перемещение ползуна 8 в верхннэю мертвую точку. В этом положении ползуна 8 датчик 79 останова выключает привод 86, а датчик 71 через элемент И 56 и элемент ИЛИ 62 деблокирует вход разрешения счетчика 65.
При его переключении очередным импульсом генератора 70 на выход р дешифратора 67 поступает единичный сигнал, деблокирующий элемент И 57 и поступающий на реверсивный вход привода 83 механизма 12. Механизм 12 перемещает пакет штампа 1 на позицию загрузки 10, после чего датчик 75 положения толкателя механизма 12 через элемент И 57 и элемент ИЛИ
62 деблокирует вход разрешения счетчика 65. Очередным импульсом генератора 70 счетчик 65 переключается в следующее состояние, в котором на выход q дешифратора 67 поступает единичный сигнал, служащий для б/1ока 68 сигналом окончания демонтажа пакета штампа 1. Блок 68 переключается в режим удаления отработавшего пакета штампа 1. При этом сигналом с выхода блока 69 счетчик 67 обнуляется.
После удаления из пресса отработавшего пакета штампа 1 и установки следующего пакета штампа 1 на позицию загрузки 10 работа устройства продолжается в автоматическом режиме по описанному выше циклу.
Уменьшение длины шатуна на величину перебега ползуна пресса позволяет уменьшить динамические нагрузки на его станину и инструменты пакета штампа при выполнении технологической операции. Благодаря этому, а также контрольным паузам между включениями приводов отдельных механизмов пресса и контролю поступления пакета штампа на позицию загрузки повышается надежность способа автоматизированного монтажа сменного-пакета штампа в прессе и устройства для его осуществления.
Формула изобретения 1. Способ автоматизированного монтажа сменного пакета штампа в прессе, включающий предварительное перемещение ползуна в верхнюю мертвую точку и уменьшение длины шатуна до минимума, перемещение пакета штампа с позиции его загрузки на станину на рабочую позицию под ползуном, перемещение ползуна в нижнюю мертвую точку, увеличение длины шатуна до момента его соприкосновения с пакетом штампа, соединения верхнего инструмента пакета штампа с ползуном, а нижнего-со столом пресса, операцию контроля за поступлением пакета штампа на рабочую позицию и манипуляциями с ползуном и шатуном, а также операции демонтажа пакета штампа, выполняемые в обратной последовательности по окончании работы пресса, отличающийся тем, что, с целью повышения надежности монтажа перед перемещением пакета штампа на рабочую позицию контролирует его поступление на позицию загрузки, после чего выдерживают контрольную паузу, после соединения инструментой пакета штампа с ползуном и столом пресса уменьшают длину шатуна на величину перебега ползуна через нижнюю мертвую точку, а затем перемещанЗт ползун в верхнюю мертвую точку.
2.Способ по п. 1, о т л и ч а (О щ и и с я тем, что длительность контрольной паузы выбирают равной времени и уменьшения длины шатуна на величину перебега ползуна.
3.Устройство для автоматизированного монтажа сменного пакета штампа в прессе, соде|эжащее блок формирования командных сигналов, привод муфты-тормоза, приводные механизмы линейного перемещения пакета штампа, зажима инструментов пакета штампа и изменения длины шатуна, датчики положения ползуна в верхней и нижней мертв.ых точках, положения прихватов механизма зажима инструментов пакета штампа и положения толкателя механизма линейного перемещения пакета штампа, датчик наличия пакета штампа на рабочей позиции, датчик минимальной длины шатуна, датчик предельного момента привода механизма изменения длины шатуна, датчики останова ползуна в верхней и нижней мертвых , выходы которых соединены с входами выключения
5 привода муфты-тормоза, узел блокировки датчиков останова ползуна, девять элементов И и элемент ИЛИ, отличающееся тем, что, с целью повышения надежности монтажа, в него введен датчик наличия пакета штампа на позиции загрузки, блок контроля сигналов по крайней мере одного из датчиков, элемент ИЛИ-НЕ, четыре элемента ИЛИ, шесть элементов И, два дешифратора; блок начальной установки, генератор
5 импульсов и два счетчика, нулевые входы которых соединены с выходом блока начальной установка, а счетные входы - с выходом генератора импульсов, входы первого дешифратора соединены с выходами первого
0 счетчика, вход разрешения которого соединен с выходом первого элемента ИЛИ, первый, второй, третий, четвертый, пятый и шестой входы первого элемента ИЛИ соответственно соединены с выходами первого,
5 второго, третьего, четвертого, пятого, и шестого элементов И, нулевой выход -первого дешифратора соединен с одним из входов ; первого элемента И, другой вход которого соединен с выходом седьмого элемента И,
0 один из входов седьмого элемента И соединен с одним из выходов блока контроля, а другой вход - с одним из выходов блока формирования командных сигналов, первый выход первого дешифратора соединен
5 с прямым входом привода механизма линейного перемещения пакета и с одним из входов второго элемента И, другой вход которого соединен с выходом датчика наличия пакета штампа на рабочей позиции, второй
вь1ход первого дешифратора соединен с
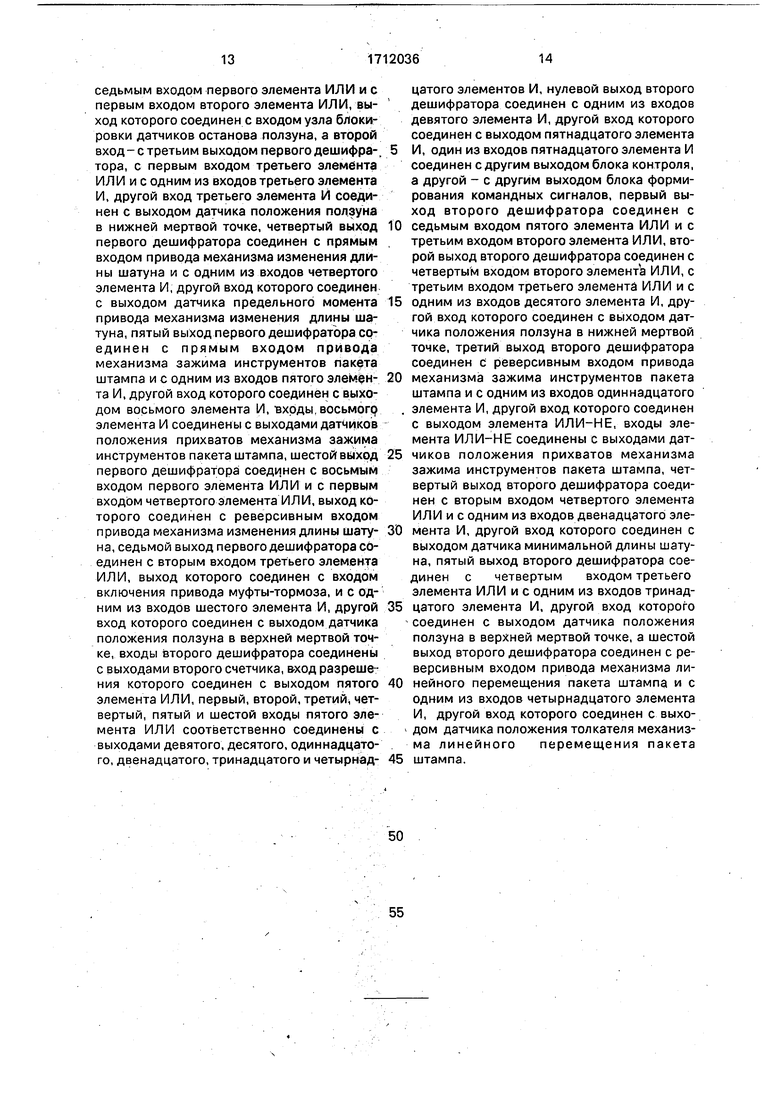
седьмым входом первого элемента ИЛИ и с первым входом второго элемента ИЛИ, выход которого соединен с входом узла блокировки датчиков останова ползуна, а второй вход-с третьим выходом первого дешифратора, с первым входом третьего элемента ИЛИ и с одним из входов третьего элемента И, другой вход третьего элемента И соединен с выходом датчика положения ползуна в нижней мертвой точке, четвертый выход первого дешифратора соединен с прямым входом привода механизма изменения длины шатуна и с одним из входов четвертого элемента И, другой вход которого соединен с выходом датчика предельного момента привода механизма изменения длины шатуна, пятый выход первого дешифратора срединен с прямым входом привода механизма зажима инструментов пакета штампа и с одним из входов пятого элеМ0нта И, другой вход которого соединен с выходом восьмого элемента И, входы, восьмогр элемента И соединены с выходами датчиков положения прихватов механизма зажима инструментов пакета штампа, шестой выход первого дешифратора соединен с восьмым входом первого элемента ИЛИ и с первым входом четвертого элемента ИЛИ, выход которого соединен с реверсивным входом привода механизма изменения длины шатуна, седьмой выход первого дешифратора соединен с вторым входом третьего элемента ИЛИ, выход которого соединен с входом включения привода муфты-тормоза, и с одним из входов шестого элемента И, другой вход которого соединен с выходом датчика положения ползуна в верхней мертвой точке, входы второго дешифратора соединены с выходами второго счетчика, &ход разрешения которого соединен с выходом пятого элемента ИЛИ, первый, второй, третий, четвертый, пятый и шестой входы пятого элемента ИЛИ соответственно соединены с выходами девятого, десятого, одиннадцатого, двенадцатого, тринадцатого и четырнадцатого элементов И, нулевой выход второго дешифратора соединен с одним из входов девятого элемента И, другой вход которого соединен с выходом пятнадцатого элемента И, один из входов пятнадцатого элемента И соединен с другим выходом блока контроля, а другой - с другим выходом блока формирования командных сигналов, первый выход второго дешифратора соединен с седьмым входом пятого элемента ИЛИ и с третьим входом второго элемента ИЛИ, второй выход второго дешифратора соединен с четвертым входом второго элементна ИЛИ, с третьим входом третьего элемента ИЛИ и с одним из входов десятого элемента И, другой вход которого соединен с выходом датчика положения ползуна в нижней мертвой точке, третий выход второго дешифратора соединен с реверсивным входом привода механизма зажима инструментов пакета штампа и с одним из входов одиннадцатого элемента И, другой вход которого соединен с выходом элемента ИЛИ-НЕ, входы элемента ИЛИ-НЕ соединены с выходами датчиков положения прихватов механизма зажима инструментов пакета штампа, четвертый выход второго дешифратора соединен с вторым входом четвертого элемента ИЛИ и с одним из входов двенадцатого элемента И, другой вход которого соединен с выходом датчика минимальной длины шатуна, пятый выход второго дешифратора соединен с четвертым входом третьего элемента ИЛИ и с одним из входов тринадцатого элемента И, другой вход которого соединен с выходом датчика положения ползуна в верхней мертвой точке, а шестой выход второго дешифратора соединен с реверсивным входом привода механизма линейного перемещения пакета штампа и с одним из входов четырнадцатого элемента И, другой вход которого соединен с выходом датчика положения толкателя механизма линейного перемещения пакета штампа. 75 г;
t/г.г as
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматизированного монтажа сменного пакета штампа в прессе и устройство для его осуществления | 1986 |
|
SU1423232A1 |
| Устройство управления кузнечно-прессовыми автоматами | 1983 |
|
SU1207798A1 |
| КРИВОШИПНЫЙ ПРЕСС | 1998 |
|
RU2164206C2 |
| СПОСОБ СМЕНЫ ШТАМПА В ПРЕССЕ И ПРЕСС | 2007 |
|
RU2410186C2 |
| ПРИВОД ПОЛЗУНА МЕХАНИЧЕСКОГО ПРЕССА | 2005 |
|
RU2283233C1 |
| Устройство управления прессом | 1988 |
|
SU1684090A1 |
| Способ и устройство измерения крутящего момента приёмного вала горячештамповочного пресса для измерения его усилия | 2023 |
|
RU2820805C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Система автоматического управления кривошипным прессом | 1979 |
|
SU1037997A1 |
| Устройство управления установкой контроля и вырубки плоских мембран | 1985 |
|
SU1274923A1 |
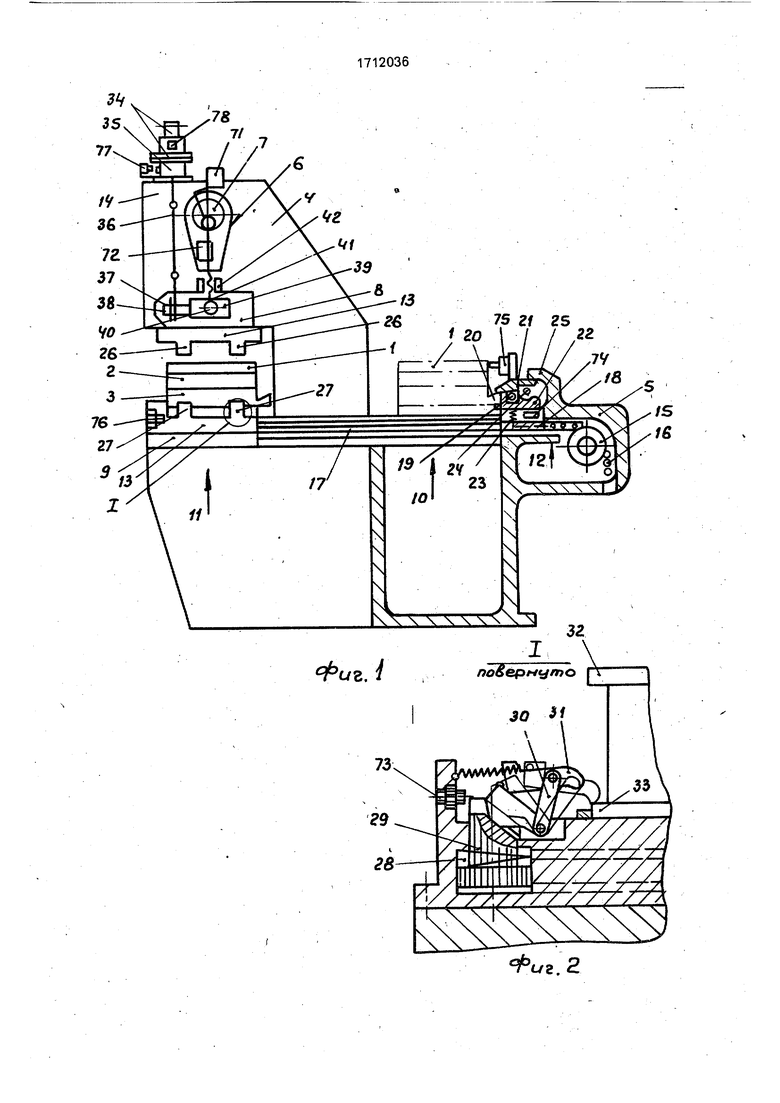
Изобретение относится к cpeACtBaSfaif^ томатизации кучнечно-прессового оборудо^вания и м.б. использовано для монтажа пакетов штампов на прессах. Цель изобрете-^ ния - повышение надежности монтажа. Для этого перед установлением пакета штампа на рабочую позицию контролируют его поступление на позицию загрузки, выдерживают контрольную паузу,лосле соединения инструментов пакета штампа с ползуном и столом пресса уменьшают длину шатуна на величину перебега ползуна через нижнюю мертвую точку, а зетем перемещают ползун в верхнюю мертвую точку. Уменьшение длины шатуна на величину перебега ползуна позволяет уменьшить динамические нагрузки на его станину. Благодаря контролю между включениями приводов механизмов пресса и поступления пакета штампа повышается надежность работы. 2 с, и 1 з.п.ф-лы, 3 ил.Изобретение отнЬсится"к сре'дства»|^^ав--, _ томатизации кузнечно-прессового обо^^^ вания, а именно к способам и ycтpoйqtвa^^t'^ автоматизированного монтажа пакет,6в^ штампов на прессах, и может быть исподь^^ зовано в гибких производственных си^ ' махвм'ашиностроительй<приборостроительной и других отр;^;^ промышленности.*ч5^^-\Цель изобретения - повышение н^|^:^т-< ности монтажа сменного пакета штамг^^В прессе.•'|tlНа фиг. 1 изображена схема пресса'^,^' размещёнными на ^нем механизмами уст^. ройства для автоматизированного монтажа;^ сменного пакета штампа; на фиг. 2 - узел I ,на фиг. 1; на фиг. 3 -:5лок-схема устройства;'JПредлагаемый' способ автоматизиро^.^/ ванного монтажа сменного пакета штампа «^ 1, состоящего из верхнего 2 и нижне.гр'^,* инструментов, может быть осуществлен, на^пример, на прессе, содержащем смонтированные на станине 4 приемную плитку 5, вынесенную за пределы рабочей зоны, регу-^ лируемый по длине шатун 6, установленный на коленчатом валу 7. соединенном с главным приводом через муфту-тормоз (не показаны), и соединенный с шатуном 6 ползун 8, под которым установлен стол 9. На приемной плите 5 предусмотрена позиция загрузки. 10, а на столе 9 - рабочая позиция 11.Способ осуществляют следующим образом.Ползун 8 перемещают в верхнюю мертвую точку, уменьшают длину шатуна 6 до минимума и подают пакет штампа 1 на позицию загрузки 10, после чего в'^ыдерживают контрольную паузу. Затем пакет штампа 1 перемещают на рабочую позицию 11, перемещают ползун 8 в нижнюю мертвую точку, увеличивает длину шатуна 6 до момента его соприкосновения с верхним инструмен-
| Способ автоматизированного монтажа сменного пакета штампа в прессе и устройство для его осуществления | 1986 |
|
SU1423232A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
