Известно устройство, содержащее летучие ножницы (Л Н), сочлененные с приводом через МВС. С валом привода связаны датчики скорости двигателя и реза, а с полосой через мерительный ролик связан датчик скорости полосы. Устройство реализует закон регулирования средней за оборот угловой скорости двигателя и содержит подчиненный контур регулирования тока. При этом узел задания средней скорости, выполненный на преобразователе код-частота, формирует свой выходной сигнал пропорциональным величине скорости проката и обратно пропорциональным заданной длине порезки. Кроме того, устройство содержит нереверсивный счетчик, блок компенсации динамического момента, преобразователь код-напряжение, квадратор и блок умножения, которые обеспечивают стабилизацию скорости ножниц путем компенсации динамического момента на валу приводного двигателя, возникающего вследствие неравномерности вращения барабанов ЛН на протяжении каждого оборота при работе МВС и пропорционального квадрату угловой скорости двигателя.
Недостатком этого устройства являются повышенные потери электрической энергии в якорной цепи двигателя, определяемые значительными токами компенсации динамического момента. При этом в каждом цикле порезки имеет место как двигательный ток с потреблением энергии от сети, так и тормозной ток с рекуперацией энергии в сеть, т.е. происходит перекачка энергии из сети в двигатель и обратно. Отмеченные токи компенсации динамического момента, помимо повышенных электрических потерь, существенно повышают нагрев приводного двигателя, чем ограничивается возможность повышения скорости агрегата, т.е. рост производительности.
Наиболее близким к предлагаемому является устройство управления летучими ножницами с механизмом выравнивания скоростей, содержащее установленный между валом приводного двигателя и валом барабанов Л Н механизм выравнивания скоростей, связанные с валом двигателя и с валом ножниц соответственно датчики скорости двигателя и ножниц, связанный с прокатом посредством мерительного ролика датчик скорости проката, блоки задания средней и энергетической скорости привода, задатчик длины, блок определения энергетической скорости двигателя, регуляторы скорости и тока, звено компенсации ЭДС двигателя, усилитель мощности и датчик тока. Использование в этом устройстве датчика скорости на валу ножниц, звена
компенсации ЭДС двигателя, блоков задания и определения энергетической скорости двигателя обеспечивает расчет и регулирование заданной энергетической скорости двигателя, определяющей суммарную кинетическую энергию двухмассовой системы электропривода. При этом колебания скорости привода в каждом цикле порезки, вызванные действием механизма выравнивания скоростей, сопровождаются только обменом кинетической энергией между обеими массами.без перекачки энергии из сети и обратно на разгон и замедление привода. Из сети потребляется энергия только на восполнение фрикционных потерь и потерь энергии при резе проката, что обеспечивает существенное снижение потерь в якорной цепи приводного электродвигателя, снижает его нагрев и создает предпосылки для повышения производительности участка,порезки.
Недостатком такого устройства является пониженная надежность в работе, обусловленная наличием датчика скорости на валу барабанов ЛН, где он испытывает значительную циклическую ударную нагрузку от резов проката, что отрицательно сказывается на его работоспособности. Кроме того, наличие блоков задания и определения энергетической скорости двигателя также в известной мере усложняет устройство, снижая его надежность.
, Цель изобретения - упрощение устройства и повышение его надежности.
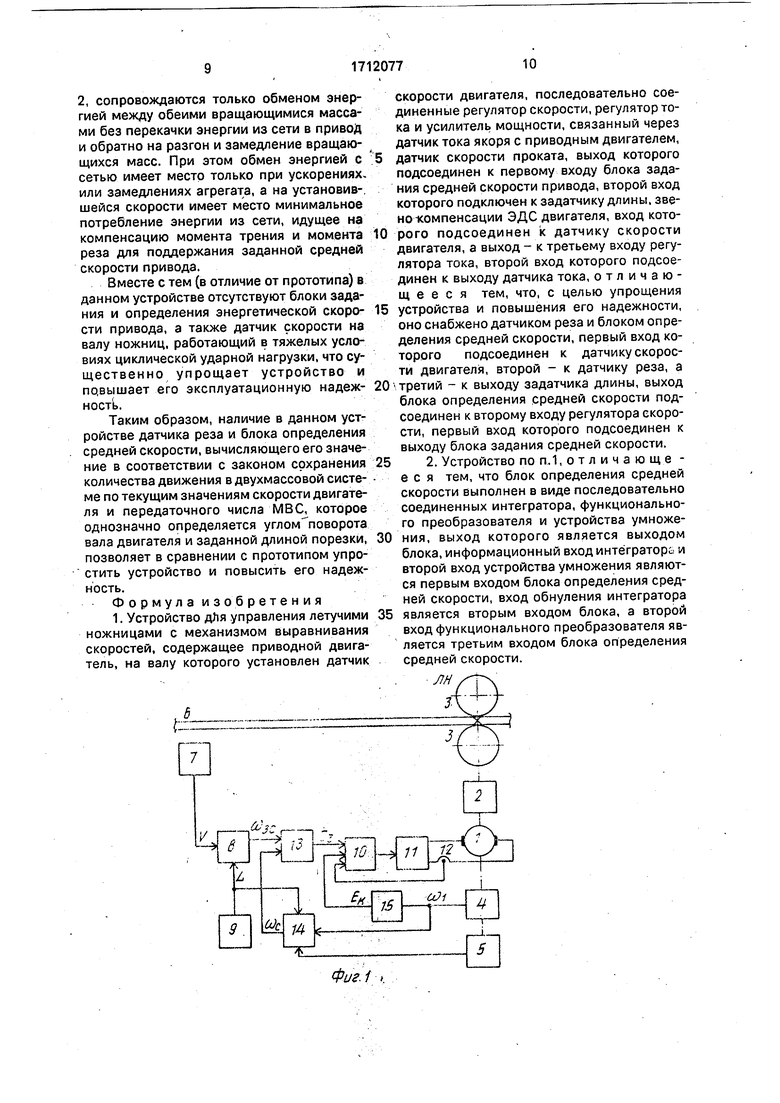
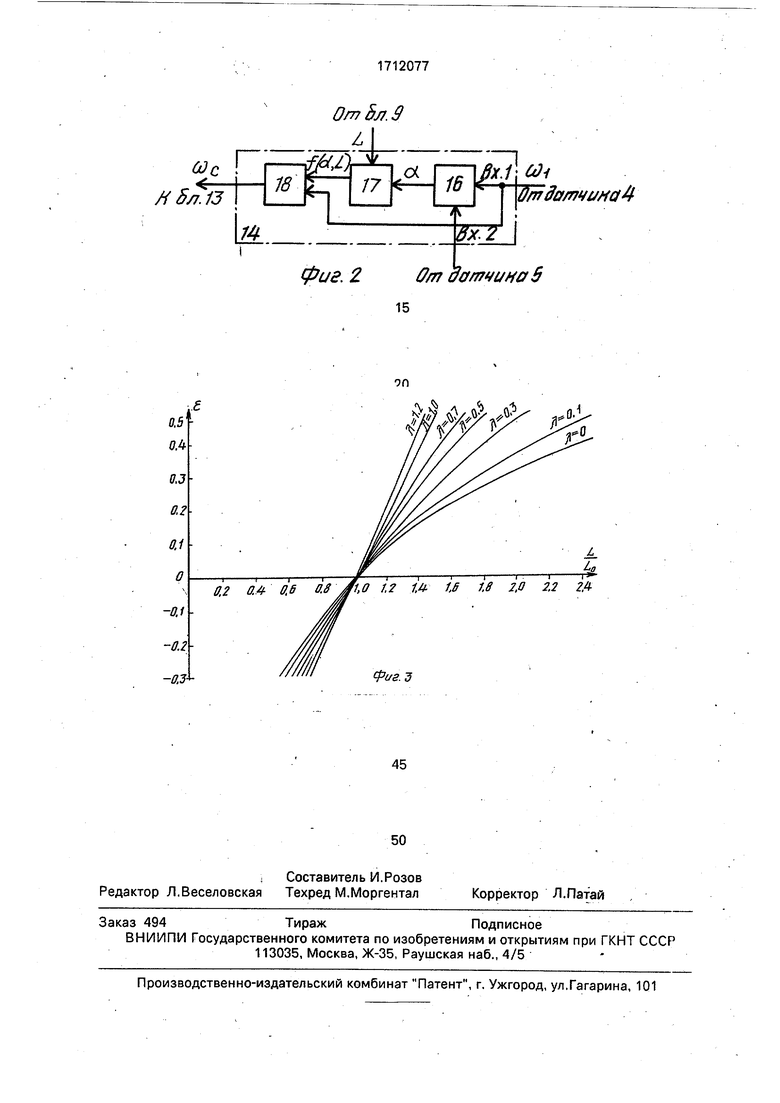
Поставленная цель достигается тем, что устройство для управления летучими ножницами с механизмом выравнивания скоростей, содержащее приводной двигатель, на валу которого установлен датчик скорости двигателя, последовательно соединенные регулятор скорости, регулятор тока и усилитель мощности, связанный через датчик тока якоря с приводным двигателем, датчик скорости проката, выход которого подсоединен к первому входу блока задания средней скорости привода, второй вход которого подключен к задатчику длины, звено компенсации ЭДС двигателя, вход которого подсоединен к датчику скорости двигателя, а выход - к третьему входу регулятора тока, второй вход которого подсоединен к выходу датчика тока, снабжено датчиком реза и блоком определения средней скорости, первый вход которого подсоединен к датчику скорости двигателя, второй - к датчику реза, а третий - к выходу задатчика длины, выход блока определения средней скорости подсоединен к второму входу регулятора скорости, первый вход которого подсоединен к выходу блока задания средней скорости. При этом блок определения средней скорости выполнен в виде последовательно соединенных интегратора, функционального преобразователя и устройства умножения, выход которого является выходом блока, информационный вход интегратора и второй вход устройства умножения являются первым входом блока определения средней скорости, вход обнуления интегратора является вторым входом блока, а второй вход функционального преобразователя - третьим входом блока определения средней скорости. На фиг.1 приведена функциональная схема предлагаемого устройства; на фиг,2 функциональная схема блока определения средней скорости; на фиг.З - графики, поясняющие работу устройства. Устройство содержит двигатель 1, сочлененный через механизм выравнивания скоростей (МВС) 2 с барабанами летучих ножниц 3. С валом двигателя связан датчик скорости двигателя 4 и датчик 5 реза. С прокатом 6 связан датчик 7 скорости проката. Канал задания скорости содержит блок 8 задания средней скорости, управляемый от задатчика 9 длины. В контур регулирования тока двигателя входят регулятор 10 тока, усилитель 11 мощности, двигатель 1 и датчик 12 тока. В контур регулирования средней скорости привода входят регулятор 13 скорости, датчик 4 скорости двигателя и блок 14 определения средней скорости. Канал компенсации внутренней обратной связи по ЭДС двигателя содержит звено 15 компенсации ЭДС, воздействующее на регулятор 10 тока. Блок 14 определения средней скорости, в свою очередь, содержит интегратор 16, функциональный преобразователь 17 и устройство 18 умножения. , Устройство работает следующим образом. Мгновенное значение передаточного числа механизма выравнивания скоростей двухкривошипного типа определяется известным выражением . u)i cos () (У2cos// 1 cos((p-) 1 + +2e -cosC -yS) (1 . - / ,л /3 V где a, угол поворота от точки реза соот-, ветственно вала двигателя и вала ножниц; - относительный эксцентриситет механизма выравнивания скоростей, определяемый отношением абсолютного эксцентриситета к радиусу кривошипа; уЗ - угол между кулисой вала ножниц и плоскостью кривошипов. При этом для упомянутых углов МВС справедливы следующие уравнения связей между ними: sinyS sin. tn д (,у e-bcos(-/;) Таким образом, мгновенное значение передаточного числа МВС однозначно определяется значением угла поворота вала ножниц и величиной эксцентриситета, устанавливаемого в соответствии с заданной длиной отрезаемых заготовок (листов). В момент реза справедливо соотношеa yg yj 0. При этом вырежение (1) для передаточного числа МВС принимает вид Наличие МВС с переменным на протяжении одного оборота вала (цикл порезки) передаточным числом при непрерывном вращении привода приводит к возникновению установившихся периодических колебаний скорости двухмассовой системы электропривода, первую массу которого определяет момент инерции на валу приводного двигателя, а вторую - момент инерции на валу барабанов ЛИ. Поэтому в основу работы устройства положено непрерывное регулирование средней скорости двухмассового привода в соответствии с законом сохранения момента количества движения, который описывается выражением И tOl +l2(W2 (ll +l2), (6) где йл , tU2 - угловые скорости соответственно вала двигателя и вала ЛН; И, la - моменты инерции соответственно на валу двигателя и на валу Л Н; Шср- средняя за один оборот скорость привода, которая при постоянной скорости проката определяется соотношением ,, СОср -J- (Ч где L - заданная длина порезки; V - скорость пр1)ката. Если обозначить Я 12/11, то с учетом соотношения (1) из выражения (6) получим l()+Ac«2 li(1 +Я) а}ср,(8) откуда следует связь между средней угловой скоростью привода и текущей угловой скоростью вала ножниц; (9)+ЯДля удовлетворения требований качественного реза линейная скорость ножей в момент реза должна, быть равна скорости полосы, т.е. соотношение (9) при этом принимает вид ОДг.р Шср T-qrr где RH - радиус ножей ножниц. Подстановка в (10) значения Шср из (7) дает -L.J-±1 LO fOcp ip +Я где LO 2 лНн - периметр траектории ножей ножниц. Наконец, подстановка в (11) соотношения (5) дает Рассчитанное по выражению (12) и приведенное на фиг.З семейство кривых иллюстрирует однозначную зависимость относительной заданной длины L/Lo от относительного эксцентриситета при заданном конкретно для данного привода соотношении моментов инерции на валах ножниц и двигателя. Из выражения (6) с учетом соотношения (1) также вытекает связь между средней угловой скоростью Нривода и скоростью вала двигателя в каждый данный момент време1 H+irlil ii(i+)ftfep (13) L V / J откуда Шcp(o --: Поскольку согласно соотношению (1) мгновенное значение передаточного числа МВС является функцией угла а поворота вала двигателя (углы ИуЗсуглома связаны однозначно) и относительного эксцентриситета е, а последний согласно соотношению (12) однозначно определяет длину порезки, то выражение (14) можно представить в виде произведения двух сомножителей йл f (а, L). Выражение (15) и реализуется в блоке 14 определения средней скорости при помощи устройства 18 умножения. При этом сомножитель f(a,L) формируется на выходе функционального преобразователя 17, а угол поворота вала двигателя от точки реза вычисляется интегратором 16, который интегрирует сигнал а) угловой скорости двигателя, поступающий от датчика 4, и циклически обнуляется по сигналу от датчика 5 реза. Сигнал Шс из блока 14 используется в качестве сигнала обратной связи по скорости в регуляторе 13 скорости, на вход задания которого подается сигнал Одзс, формируемый в блокезадания средней скорости в соответствии с выражением Для эффективного регулирования средней скорости электропривода требуется блокировать обмен энергией между сетью и двигателем постоянного тока с независимым возбуждением при колебаниях в цикле порезки его ЭДС, вызванных соответствующими колебаниями его скорости. Эту задачу выполняет звено 15 компенсации ЭДС, формирующее сигнал Ек положительной обратной связи по ЭДС в соответствии с передаточной функцией W3K3 ( Р ) 1 + РТ где Ке - коэффициент пропорциональности между ЭДС и угловой скоростью двигателя; Tji, - сумма малых некомпенсируемых постоянных времени в контуре регулирования тока. Наличие звена 15 компенсации ЭДС двигателя наряду с непрерывной работой регулятора 13 средней скорости привода обеспечивает высокую экономичность привода, так как колебания, скорости в каждом цикле порезки, вызванные действием МВС
2, сопровождаются только обменом энергией между обеими вращающимися массами без перекачки энергии из сети в привод и обратно на разгон и замедление вращающихся масс. При этом обмен энергией с сетью имеет место только при ускорениях. или замедлениях агрегата, а на установив-, шейся скорости имеет место минимальное потребление энергии из сети, идущее на компенсацию момента трения и момента реза для поддержания заданной средней скорости привода.
Вместе с тем (в отличие от прототипа) в данном устройстве отсутствуют блоки задания и определения энергетической скорости привода, а также датчик скорости на валу ножниц, работающий в тяжелых условиях циклической ударной нагрузки, что существенно упрощает устройство и по,вышает его эксплуатационную надежHOCTL
Таким образом, наличие в данном устройстве датчика реза и блока определения средней скорости, вычисляющего его значение в соответствии с законом сохранения количества движения в двухмассовой системе по текущим значениям скорости двигателя и передаточного числа МВС, которое однозначно определяется угломповорота вала двигателя и заданной длиной порезки, позволяет в сравнении с прототипом упростить устройство и повысить его надежность.
Формулаизобретения 1. Устройство дЛя управления летучими ножницами с механизмом выравнивания скоростей, содержащее приводной двигатель, на валу которого установлен датчик
скорости двигателя, последовательно соединенные регулятор скорости, регулятор тока и усилитель мощности, связанный через датчик тока якоря с приводным двигателем, датчик скорости проката, выход которого подсоединен к первому входу блока задания средней скорости привода, второй вход которого подключен к задатчику длины, звенохомпенсации ЭДС двигателя, вход которого подсоединен к датчику скорости двигателя, а выход - к третьему входу регулятора тока, второй вход которого подсоединен к выходу датчика тока, отличающееся тем, что, с целью упрощения устройства и повышения его надежности, оно снабжено датчиком реза и блоком определения средней скорости, первый вход которого подсоединен к датчику скорости двигател:я, второй - к датчику реза, а 0 третий - к выходу задатчика длины, выход блока определения средней скорости подсоединен к второму входу регулятора скорости, первый вход которого подсоединен к выходу блока задания средней скорости.
2. Устройство по П.1, о т л и ч а ю щ е е с я тем, что блок определения средней скорости выполнен в виде последовательно соединенных интегратора, функционального преобразователя и устройства умножения, выход которого является выходом блока, информационный вход интегратора и второй вход устройства умножения являются первым входом блока определения средней скорости, вход обнуления интегратора является вторым входом блока, а второй вход функционального преобразователя является третьим входом блока определения средней скорости.
Ж.-р,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712079A2 |
| Цифроаналоговое устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712078A1 |
| Устройство управления летучими ножницами с механизмом выравнивания скоростей | 1989 |
|
SU1682058A1 |
| Устройство для управления летучими ножницами с механизмом выравнивания скоростей | 1988 |
|
SU1574383A1 |
| Устройство управления летучими ножницами, снабженными механизмом выравнивания скоростей | 1990 |
|
SU1712080A1 |
| Устройство для управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1685635A1 |
| Устройство управления летучими ножницами ,работающими в режиме непрерывного вращения | 1987 |
|
SU1440627A1 |
| Устройство управления летучими ножницами, работающими в режиме непрерывного вращения | 1988 |
|
SU1519855A2 |
| Устройство управления летучими ножницами | 1985 |
|
SU1304994A1 |
| Система управления электроприводом летучих ножниц | 1986 |
|
SU1433657A1 |
Изобретение относится к машиностроению, а именно к системам управления оборудованием летучих ножниц, осуществляющих порезку проката на заданные длины и снабженных механизмом выравнивания скоростей ножей ножниц и проката в момент реза. Цель изобретения - упрощение устройства и повышение его надежности. Устро1^ство содержит двигатель 1 постоянного тока, сочлененный с барабанами 3 летучих ножниц через механизм 2 выравнивания скоростей, датчики скорости проката 7 и двигателя 4, блок 8 задан'1я средней скорости, задатчик 9 длины, pery.,,i- торы скорости 13 и тока 10, усилитель 11 мощности, датчик 12 тока и звено 15 ком- пенсацит/! ЭДС двигателя. Новым в устройстве является то, что в него введены датчик 5 реза и блок 14 определения средней скорости двухмассовой системы, вычисление которой производится в соответствии с законом сохранения момента количества движения по текущим значениям скорости двигателя и передаточного числа механизма выравнивания скоростей, которое однозначно определяется углом поворота вала двигателя и заданной длиной порезки проката. 1 з.п. ф-лы, 3 ил.Sw^^го оXIVJИзобретен1;|е относится к машиностроению, в частности к конструкции систем управления оборудованием летучих ножниц;, производящих порезку проката на ходу на заданные мерные длины и снабженных механизмом выравнивания скоростей (МВС). Этот механизм широко используется на вы- сокоростных агрегатах поперечной резки проката и устанавливается между приводным электродвигателем и барабанами летучих ножниц (Л Н) для выравнивания в момент реза линейной скорости ножей ножниц и проката. При этом величина эксцентриситета, ус- танавливаемого в МВС, однозначно определяется заданной длиной порезки проката, которая обеспечивается регулированием соотношения средней за один оборот скорости привода и скорости проката.
Фi/e. 1 .
Ог77 Вл. 9
фиг. 2 От oomvi/HffS
0.20Л 0.6 0.8/1,0 1,2 1. 1.В 1.8 2.0 2.2 24
15
л.1 А, (:ь
р1/г.З
| Фишбейн В.Г | |||
| и др | |||
| Цифроаналоговая система управления электроприводом летучих ножниц | |||
| Электротехническая промышленность | |||
| Сер | |||
| "Электропривод", 1978, вып | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
